Aparato y proceso para la conversión en biogás de vinazas de fermentación que surgen como producto de desecho de fabricación de etanol.
Aparato para la conversión en biogás de vinazas de fermentación resultantes como producto de desechode la fabricación de etanol que comprende:
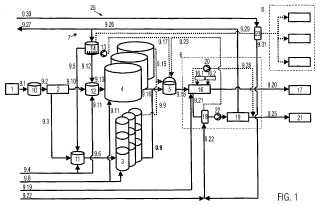
- un reactor de biogás para la fermentación de la vinaza de fermentación en etanol;
- un tanque de almacenamiento (5) para la recogida del biogás y del efluente de reactor producido en el reactorde biogás;
- un colector de nitrógeno (6), siendo dicho colector de nitrógeno (6) una unidad de separación paraproporcionar, a partir del efluente de reactor, agua de proceso con pocos compuestos nitrogenados y unafracción con numerosos compuestos nitrogenados; y
- una tubería de retorno (7) procedente del colector de nitrógeno (6) en el reactor de biogás y / o en el reactorpara fermentación de etanol para así utilizar el agua de proceso para la dilución del contenido del reactorrespectivo.
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E08172012.
Solicitante: AGRAFERM TECHNOLOGIES AG.
Nacionalidad solicitante: Alemania.
Dirección: FÄRBERSTRASSE 7 85276 PFAFFENHOFEN/ILM ALEMANIA.
Inventor/es: FRIEDMANN, HANS.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- C12M1/107 QUIMICA; METALURGIA. › C12 BIOQUIMICA; CERVEZA; BEBIDAS ALCOHOLICAS; VINO; VINAGRE; MICROBIOLOGIA; ENZIMOLOGIA; TECNICAS DE MUTACION O DE GENETICA. › C12M EQUIPOS PARA ENZIMOLOGIA O MICROBIOLOGIA (instalaciones para la fermentación de estiércoles A01C 3/02; conservación de partes vivas de cuerpos humanos o animales A01N 1/02; aparatos de cervecería C12C; equipos para la fermentación del vino C12G; aparatos para preparar el vinagre C12J 1/10). › C12M 1/00 Equipos para enzimología o microbiología. › con medios para recoger los gases de fermentación, p. ej. metano (producción de metano por tratamiento anaerobio de lodos C02F 11/04).
- C12P5/02 C12 […] › C12P PROCESOS DE FERMENTACION O PROCESOS QUE UTILIZAN ENZIMAS PARA LA SINTESIS DE UN COMPUESTO QUIMICO DADO O DE UNA COMPOSICION DADA, O PARA LA SEPARACION DE ISOMEROS OPTICOS A PARTIR DE UNA MEZCLA RACEMICA. › C12P 5/00 Preparación de hidrocarburos. › acíclicos.
PDF original: ES-2409211_T3.pdf
Fragmento de la descripción:
Aparato y proceso para la conversión en biogás de vinazas de fermentación que surgen como producto de desecho de fabricación de etanol.
La presente invención se refiere a un aparato y un proceso para la conversión en biogás de vinazas de fermentación que surgen como producto de desecho de la fabricación de etanol.
Por el documento EP 1 790 732 A1 se conoce es un método y un aparato para el reciclado de vinazas de fermentación en la producción de alcohol. En este proceso, los componentes insolubles se eliminan de la vinaza de fermentación sin procesar mediante centrifugación. En la segunda etapa de separación, los componentes finamente distribuidos se separan de la fracción líquida por el contrario corriente de aire, centrifugación, filtración a vacío o una combinación de estos procesos. Las fracciones densas espesadas (vinaza densa) procedentes de estas dos etapas de separación tienen un bajo contenido en sales y se procesan adicionalmente en piensos de alto valor nutricional. Se obtienen fracciones líquidas (vinaza fluida) procedentes de ambas etapas de separación que se mezclan bajo condiciones controladas y se acidifican hasta un valor de pH comprendido entre 4, 8 y 9, 2. A continuación, éstas se alimentan a un reactor de biogás de alto rendimiento anaeróbico junto con biomasa, para un proceso de digestión anaeróbica. La biomasa está compuesta de acetogen y bacterias metanogénicas, con la digestión anaeróbica llevada a cabo a temperaturas comprendidas entre 25º C y 40º C. Las tasas de carga de la fermentación anaeróbica mesofílica de alto rendimiento están comprendidas entre 3 y 70 kgoTM/m3d. La vinaza densa acumulada se retira y se seca. El biogás que se desprende del fermentador es biológicamente desulfurado, con azufre elemental obtenido como subproducto. El biogás se utiliza entonces para fines de energía. A continuación, los elementos nitrogenados son separados de las fracciones líquidas. A continuación, las fracciones líquidas reciben un tratamiento aeróbico en el que son separados los sólidos. Después de la concentración, los sólidos pueden ser utilizados en agricultura como fertilizante. Después de la destilación, cualquier agua de proceso resultante puede utilizarse en el proceso adicional.
En el documento US 2007/0141691 se describe un proceso y un aparato para la producción de etanol. El proceso contempla la conversión de la vinaza de fermentación en biogás por medio de procesos de digestión anaerobia. El biogás luego utilizado para la producción de etanol o para la generación de energía, en lugar de gas natural. El proceso de digestión anaerobia de la vinaza de la fermentación total debe ser capaz de generar más metano que gas natural en la producción de etanol. La vinaza de la fermentación total, el lodo digesto anaeróbico y el agua reacondicionada se mezclan mecánicamente para producir una mezcla de abono líquido. El abono líquido es llevado a un tanque de almacenamiento de un fermentador anaerobio de flujo de pistón o reactor de flujo de pistón. El lodo digesto se mezcla mecánicamente en un fermentador de flujo de pistón o mediante introducción de biogás. El fermentador anaerobio de flujo en pistón se calienta mediante el calor de la combustión del biogás. El biogás se utiliza en un motor de combustión interna para la generación de energía y como combustible para una caldera para la generación de vapor. La electricidad se utiliza para funcionamiento de los sistemas mecánicos en la unidad de producción de etanol y el sistema de digestión anaeróbica. El vapor de la caldera se utiliza para la producción de etanol. El calor residual de un intercambiador de calor del motor de combustión interna y el gas de escape del motor de combustión, son utilizados por un sistema de refrigeración de agua dulce. El agua dulce se utiliza para calentar el tanque de digestión anaerobia. La vinaza de fermentación mixta se transfiere desde el reactor de biogás hasta una prensa de tornillo, para la separación de sólidos a partir del material digesto líquido. El material digesto sólido es deshidratado y utilizado como fertilizante. El amonio es retirado del material digerido líquido. La solución de amonio resultante también se utiliza como fertilizante. Además de la vinaza de fermentación utilizada, son también necesarios como materias primas adicionales un caudal de abono y un caudal de agua de lavado de una unidad de captación. En una forma de realización, el caudal total de 25 t/h se mezcla con un separador de caudal de salida y se introduce en un fermentador de flujo de pistón. Para un tiempo de retención comprendido entre 15 y 20 días, se requiere un volumen de reactor de 70.250 m3. La carga resultante es de 2, 69 kg (m3 día) . El caudal de biogás es de 12, 7 toneladas por día. En el reactor de biogás existe una concentración de NH4-N de 9g/kg, lo que conduce a una marcada inhibición de las bacterias de metano. Por lo tanto, el funcionamiento estable del fermentador solamente es posible con una supervisión de proceso intensiva. La separación de lodo digesto se lleva a cabo con un rendimiento del 75%. Existe un caudal de descarga de sólidos de 16, 9 t/h (35% del contenido total de sólidos) y un caudal líquido de 150, 4 t/h (1, 3% del contenido total de sólidos) , de los cuales 25 t/h se retornan al reactor de biogás como agua de proceso. Con un contenido de NH4-N de 9 g/kg, este caudal de agua de proceso contribuye a la alta concentración de NH4-N en el reactor, que tiene un efecto perjudicial y/o inhibidor de las reacciones.
En el documento US 2006/0194296 A1 se encuentra descrita la separación de la vinaza por medio de una centrífuga. Este consiste en dividir en varias fracciones por medio de micro-filtración y ultra-filtración. Las fracciones se secan y se venden como "producto de valor añadido".
El documento US 2006/0041153 A1 describe la separación de un caudal de aceite de vinaza fluida evaporado. En este proceso, se producen DDGS (granos secos de destilería con solubles) .
En el documento US 2005/0153410 A1 se encuentra descrita la producción de DDGS. Se trata de la producción de biogás a partir de estiércol. Además, el biogás se quema para cubrir las necesidades de calentamiento de la planta de bioetanol.
En el documento US 5.250.182, se describe la separación por membrana de la vinaza fluida por medio de micro-filtración, se describen la ultrafiltración y la ósmosis inversa. Esto implica la extracción de ácido láctico y glicerol. El agua resultante se purifica para procesar la calidad del agua y se retorna al proceso del etanol. Las diferentes etapas de filtración se ejecutan utilizando membranas. En este proceso, la utilización de un evaporador convencional en la producción de etanol se hace innecesaria por la filtración por membrana.
El documento US 5.177.009 describe un procedimiento para la producción de etanol y la recuperación de subproductos, tales como por ejemplo, glicerol. En este proceso, la vinaza se separa por centrifugado. Los sólidos se secan y se procesan en piensos y DDGS. Los componentes individuales se disuelven de la vinaza delgada por medio de varias etapas de proceso. Por el documento US 2.595.827 es conocido un procedimiento adicional para la producción de alcohol en el que la vinaza se fracciona en diversos componentes por medio de una criba y una centrífuga.
El documento DE 4213015 A1 describe un reactor de biogás. En el reactor de biogás, son conformadas zonas de reactor en diferentes reactores por medio de elementos de separación. Los elementos separadores están en forma de paneles planos inclinados hacia abajo, formando cada uno - con la pared de reactor de la carcasa de reactor - un espacio de recogida de gas. El biogás ascendente desde las zonas de reactor que se encuentran por debajo es almacenado en el espacio de recogida. Si todo el biogás recogido se retira de la cámara de gas a través de una tubería con una válvula, entonces, por encima de este elemento de separación se crea una zona con poco gas que fomenta la sedimentación de biogás. Si a continuación, se cierra la válvula, el biogás fluye a través de en un borde de desbordamiento exterior del elemento de separación en el espacio de la próxima zona del reactor que yace por encima. Dado que el biogás saliente asciende solamente en un lado en una mitad del espacio, se produce un caudal circulante que promueve una mezcla completa. La tasa del caudal circulante aumenta a medida que aumenta el volumen de flujo de gas. A través de la eliminación de los diferentes volúmenes de flujo de gas y el ajuste de las válvulas, el caudal circulante puede ser regulado de manera que por una parte se consigue una mezcla adecuada, mientras que por otra parte se evita la eliminación de la... [Seguir leyendo]
Reivindicaciones:
1. Aparato para la conversión en biogás de vinazas de fermentación resultantes como producto de desecho de la fabricación de etanol que comprende:
- un reactor de biogás para la fermentación de la vinaza de fermentación en etanol;
- un tanque de almacenamiento (5) para la recogida del biogás y del efluente de reactor producido en el reactor de biogás;
- un colector de nitrógeno (6) , siendo dicho colector de nitrógeno (6) una unidad de separación para proporcionar, a partir del efluente de reactor, agua de proceso con pocos compuestos nitrogenados y una fracción con numerosos compuestos nitrogenados; y
- una tubería de retorno (7) procedente del colector de nitrógeno (6) en el reactor de biogás y / o en el reactor para fermentación de etanol para así utilizar el agua de proceso para la dilución del contenido del reactor respectivo.
2. Aparato según la reivindicación 1, que comprende además:
- Una unidad de separación (2) para separar de la vinaza de fermentación en una fracción fluida y una fracción densa, en el que la fracción diluida tiene un contenido de peso en seco menor que la fracción densa; y
- al menos dos reactores de biogás (3, 4) , donde el primer reactor de biogás (3) está diseñado para fermentar la fracción fluida, en adelanta denominado fermentador de lodo fluido (3) , y estando el segundo reactor de biogás (4) diseñado para fermentar fracción densa a denominar en adelante como fermentador lodos de densos (4) .
3. Aparato según la reivindicación 1 o 2, caracterizado porque la unidad de separación (2) comprende una centrífuga de decantación, una unidad de filtro de membrana, un separador de tornillo de prensa, un filtro de tambor y / o una criba de tambor.
4. Aparato según la reivindicación 2 o 3, caracterizado porque el fermentador de lodo fluido (3) es un reactor de biogás de gran capacidad.
5. Aparato de acuerdo con cualquiera de las reivindicaciones 1 a 4, caracterizado porque el fermentador de lodo fluido (3) tiene una vasija de reactor y un separador de sólidos (3, 8) dispuesto aguas debajo de la vasija de reactor para alimentar (suministrar) el efluente del reactor de la vasija de reactor, en el que el separador de sólidos (3.8) está diseñado para que el efluente del reactor del separador de sólidos (3.8) sea sometido a presión, de manera que la expulsión de los gases se reduzca al mínimo y que los sólidos pueden depositarse, en el que entre el separador de sólidos (3. 8) y la carcasa de reactor está prevista una sección de tubo (3.9) para retorno de sedimentos de sólido del separador de sólidos (3.8) hasta la carcasa del reactor.
6. Aparato de acuerdo con cualquiera de las reivindicaciones 1 a 5, caracterizado porque dicho aparato tiene una unidad de separación de lodos digestos (16) para separar compuestos nitrogenados gaseosos a partir de los efluentes del reactor.
7. Proceso para la conversión en biogás de vinazas de fermentación resultantes como producto de desecho de la fabricación de etanol, en el que la vinaza de fermentación es fermentada en un reactor de biogás, siendo recogidos el biogás generado y el efluente del reactor en un tanque de almacenamiento (5) , en el que en una unidad de separación (6) en forma de colector de nitrógeno (6) , el agua de proceso que contiene poco o nada de nitrógeno se separa del efluente del reactor, siendo suministrada el agua de proceso a través de una tubería de retorno (7) del reactor de biogás para diluir la vinaza de fermentación y / o a una planta de bioetanol (1) .
8. Proceso de acuerdo con la reivindicación 7, en el que la vinaza de fermentación es separada por medio de una unidad de separación (2) en una fracción fluida y una fracción densa, fermentándose la fracción fluida en un primer reactor de biogás (3) , en adelante llamado fermentador de lodo fluido (3) , mientras que la fracción densa se fermenta en un segundo reactor de biogás (4) , en adelante denominado fermentador de lodos densos (4) , y siendo recogidos el biogás generado junto con los efluentes del reactor en un tanque de almacenamiento (5 ) .
9. Proceso según la reivindicación 8, caracterizado porque la fracción fluida tiene un contenido de peso en seco de aproximadamente del 5 al 12% y teniendo la fracción densa con un contenido de peso en seco de aproximadamente el 20 al 35%.
10. Proceso según cualquiera de las reivindicaciones 7 a 9, caracterizado porque en una unidad de separación de lodo digesto (16) que forma del colector de nitrógeno (6) , se separan los compuestos gaseosos de nitrógeno, las porciones sólidas y las porciones líquidas de efluente del reactor.
11. Proceso de acuerdo con la reivindicación 10, caracterizado porque se suministra un coadyuvante a la unidad de separación de lodo digesto (16) .
12. Proceso de acuerdo con cualquiera de las reivindicaciones 7 a 11, caracterizado porque en una caldera de vaporización rápida (18) , se separa el biogás restante en la porción líquida del efluente de reactor.
13. Proceso según la reivindicación 12, caracterizado porque el agua de proceso con bajo contenido de
nitrógeno es obtenida a partir del reactor efluente líquido en una unidad de densificación (19) situada aguas abajo de la caldera de vaporización rápida (18) .
14. Proceso de acuerdo con cualquiera de las reivindicaciones 7 a 13, caracterizado porque el biogás se desulfurado en una unidad de desulfuración mediante un proceso químico.
15. Proceso de acuerdo con cualquiera de las reivindicaciones 7 a 14, caracterizado porque al reactor de biogás (3, 4) se añade una solución de elementos de traza mineral, comprendiendo la solución de elementos traza, al menos, un oligoelemento y un agente de formación de complejos.
REFERENCIAS CITADAS EN LA DESCRIPCIÓN
La lista de referencias citada por el solicitante lo es solamente para utilidad del lector, no formando parte de los documentos de patente europeos. Aún cuando las referencias han sido cuidadosamente recopiladas, no pueden excluirse errores u omisiones y la OEP rechaza toda responsabilidad a este respecto.
Documentos de patente citados en la descripción · EP 1790732 A1 [0002] [0073] · DE 10005114 A1 [0010] [0040] [0119] · US 20070141691 A [0003] · WO 2007025739 A [0011] [0049] [0085] · US 20060194296 A1 [0004] · DE 10321607 A1 [0012] [0085] · US 20060041153 A1 [0005] · WO 2006021087 A [0013] · US 20050153410 A1 [0006] · US 20070254089 A [0014] · US 5250182 A [0007] · WO 20060299 A [0015] · US 5177009 A [0008] · DE 3035683 [0015] · US 2595827 A [0008] · DD 246531 [0016] · DE 4213015 A1 [0009] [0038]
Patentes similares o relacionadas:
Sistema de producción de biogas a partir de biomasa sólida y procedimiento de biogas correspondiente, del 1 de Julio de 2020, de YANNCO: Sistema de producción de biogas que comprende: · al menos una unidad central de almacenamiento del digestato líquido y de digestión complementaria […]
Sistemas y métodos para la digestión anaeróbica y la recogida de productos, del 10 de Junio de 2020, de Socati Technologies-Oregon, LLC: Biorreactor que comprende: un primer módulo que comprende una primera pluralidad de bacterias anaeróbicas; y un segundo módulo que comprende una segunda […]
Procedimiento para optimizar el funcionamiento de un fermentador de flujo de pistón para la fermentación anaeróbica de residuos orgánicos, del 8 de Abril de 2020, de HITACHI ZOSEN INOVA AG: Procedimiento para optimizar el funcionamiento de un fermentador de flujo de pistón para la fermentación anaeróbica de residuos orgánicos, […]
Sistema portátil de microgeneración de energía renovable, del 25 de Marzo de 2020, de SEAB POWER LTD: Un aparato de microgeneración de energía renovable que comprende: (i) un contenedor de procesamiento portátil que comprende: […]
Dispositivo y método para la producción de un preparado de biomasa, especialmente de materias primas con un alto contenido de lignina, del 26 de Febrero de 2020, de MWK Bionik GmbH: Un proceso para producir un preparado de biomasa que comprende los pasos de: a) proporcionar un reactante biológico que contiene lignina y es difícil […]
Sistema de generación de energía con una central térmica y un sistema de fermentación y procedimiento para generación de energía, del 5 de Febrero de 2020, de MARTIN GMBH FUR UMWELT- UND ENERGIETECHNIK: Sistema de generación de energía con una central térmica , una planta de fermentación y una planta de electrólisis que está conectada a la planta de […]
Dispositivo de metanización a partir de biomasa sólida y correspondiente procedimiento de producción de biogás, del 8 de Enero de 2020, de YANNCO: Sistema de producción de biogás que incluye: al menos una unidad de digestión principal , constituida a partir de una o varias construcciones, apta para contener […]
Método de recuperación de fosfato, del 4 de Diciembre de 2019, de Cambi Technology AS: Método de recuperación de fosfato a partir de un proceso de tratamiento de material de biomasa, que comprende los pasos de: i) adición de una fuente de ion magnesio a […]