DISPOSITIVO Y PROCEDIMIENTO PARA AGUJEREAR PIEZAS DE MONTAJE.
La presente invención proporciona una fibra de acrilato reticulable que tiene excelente tintabilidad uniforme y excelente tintabilidad en tonos oscuros,
que puede expresar una alta solidez del color y que, incluso después del tinte, es capaz de expresar las mismas características tales como sus propiedades absorbentes/desorbentes de humedad, propiedades antibacterianas o propiedades desodorantes, que antes del tinte. La presente invención es una fibra de acrilato reticulable teñible, caracterizada porque la fibra se prepara sometiendo una fibra acrílica a un tratamiento con un compuesto hidrazínico y a un tratamiento con un compuesto orgánico amínico, que tiene dos o más grupos amino primarios en la molécula y seguidamente a un tratamiento de hidrólisis.
Tipo: Patente de Invención. Resumen de patente/invención. Número de Solicitud: P201030573.
Solicitante: BENTELER MASCHINENBAU GMBH.
Nacionalidad solicitante: Alemania.
Dirección: FRACHTSTRASSE 10-16 BIELEFELD 33602 ALEMANIA.
Inventor/es: BECKER,Karsten.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B21D28/24 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F). › B21D 28/00 Conformación por corte a presión; Perforación. › Perforación, es decir, corte de agujeros.
Descripción:
S
O
DISPOSITIVO Y PROCEDIMIENTO PARA AGUJEREAR PIEZAS DE
MONTAJE
La invención concierne a un dispositivo para agujerear piezas de montaje según las características de la reivindicación 1, así como a un procedimiento correspondiente según las características de la reivindicación 6.
Durante la operación de agujereado se cortan uno o varios agujeros en una pieza de trabajo por medio de corte con cizalla. El agujerado se realiza en general en éstampas estacionarias a las que se alimenta la pieza de trabajo a mecanizar.
Es desventajoso en estas estampas el que éstas necesiten mucho sitio y sean poco ftexibles debido a la dirección de elevación fijamente predeterminada. Además, se conoce ya también el recurso de asociar unidades de agujereado a un brazo robótico.
Partiendo de esto, la invención se basa en el problema de crear un dispositivo para agujerear piezas de montaje que presente una elevada flexibilidad y muestre un procedimiento para agujerear piezas de montaje mejorado con respecto a la flexibilidad.
Este problema se resuelve por medio de un dispositivo con las características de la reivindicación 1.
El procedimiento es objeto de la reivindicación 6.
El dispositivo para agujerear piezas de montaje comprende según la invención al menos un brazo robótica en cuyo extremo móvil libre está previsto un adaptador. En este adaptador está dispuesta al menos una unidad de agujereado. La unidad de agujereado presenta herramientas de agujereado para agujerear la pieza de montaje. Estas herramientas de agujereado pueden sustituirse automáticamente, por ejemplo por medio de un sistema de cambio rápido. Esto hace posible una adaptación rápida y automática al tamaño del agujero. Además de la unidad de agujereado está dispuesta en el adaptador una pinza de agarre de piezas de montaje o una segunda unidad de agujereado.
La disposición de una segunda unidad de agujereado hace posible, por ejemplo, mecanizar una pieza de montaje con herramientas de agujereado de tamaños diferentes, sin que la unidad de agujereado deba liberarse completamente del adaptador y cambiarse por otra unidad de agujereado.
El brazo robótica y la unidad de agujereado son controlados básicamente por un programa. Los movimientos del brazo robótica y con ello la disposición de
los agujeros en una pieza de montaje pueden controlarse por medio de una uni
dad de control, por ejemplo un ordenador, o bien manualmente por medio de un
mando a distancia. Además, por medio de la unidad de control se controla tam
bién el cambío de las herramientas de agujereado.
5 Dado que el extremo libre del brazo robótico es pívotable alrededor de va
riosejes, los agujeros pueden realizarse en diferentes planos espaciales de las
piezas de montaje. Esto tiene la ventaja de que pueden agujerearse de forma
más sencilla incluso piezas de montaje tridimensionales complejas.
Secciones individuales del brazo robótico pueden disponerse de forma
10 pivotable o giratoria alrededor de un eje vertical y un eje horizontal. Resultan de
ello grados de libertad adicionales para el movimiento de la unidad de agujerea
do.
La unidad de agujereado se acciona preferiblemente de forma hidráulica y
se ha construido, en particular, según el principio de la cízalla. Junto a una herra
15 mienta de agujereado específica adaptada a los agujeros a realizar, la unidad de
agujereado presenta opcionalmente también un dispositivo de separación hidráu
lico para la pieza de montaje.
Es imaginable el recurso de utilizar un primer brazo robótico con una o dos
unidades de agujereado y un brazo robótico adicional con una pinza de agarre de
.20 piezas de montaje. Por medio de esta pinza puede realizarse un cambio automá
tico de la pieza de trabajo o la pieza de montaje. En principio, existe también la
posibilidad de efectuar un cambio manual de la pieza de trabajo.
En el procedimiento según la invención para agujerear piezas de montaje
se agujerea una pieza de montaje por al menos una unidad de agujereado que
25 está fijada a un brazo robótico. Según la posición de los agujeros a realizar, la
unidad de agujereado es llevada a las posiciones de mecanización correspon
dientes con retación a la pieza de montaje.
Después de la operación de agujereado, la pieza de montaje puede soltar
se de la herramienta por medio de un dispositivo de separación. La unidad de
3º agujereado se mueve de tal manera que la herramienta de agujereado llegue lo
más rápidamente posible a la siguiente posición a agujerear en la pieza de mon
taje.
La carga del dispositivo de sujeción puede ser realizada tanto manualmen
te por un trabajador como de forma automática. De preferencia, la carga del dis
35 positivo de sujeción se realiza automáticamente por medio del segundo brazo
robótica, dado que los tiempos de ciclo para mecanizar una pieza de montaje,
incluida la carga y descarga, pueden acortarse así con respecto a los tiempos de
ciclo en el caso de carga manuaL
Otra ventaja del uso de un brazo robótico para agujerear piezas de monta
5 je consiste en que éste puede ser reacondicionado de forma sencilla y flexible,
por ejemplo por el cambio' de adaptadores, para que, además del agujereado, se
realicen también otros pasos de mecanización. Así, según sea necesario, se eje
cutan diferentes pasos de mecanización en una estación.
La invención se explica con más detalle a continuación con ayuda de un
10 ejemplo de realización esquemático representado en las figuras. Muestran:
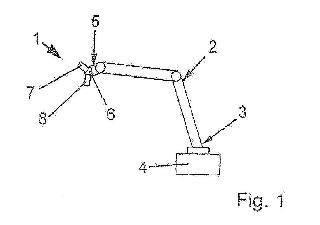
La fjgura 1, una representación esquemática de una instalación de robot
con un brazo robótica y
La figura 2, una representación esquemátíca de una instalación de robot
con dos brazos robóticas.
15
La figura 1 muestra un dispositivo 1 para agujerear piezas de montaje. El
brazo robótico 2 está anclado con un extremo 3 en un soporte 4. En su extremo
móvil libre 5 el brazo robótica 2 presenta un adaptador 6 para alojar al menos una
unidad de agujereado 7. En esta forma de realización está dispuesta en el adap
tador 6, adicionalmente a la unidad de agujereado 7, una pinza 8 de agarre de
2 O piezas de montaje que sirve para transportar una pieza de montaje de chapa a
una unidad de sujeción. La pieza de montaje de chapa sujeta se agujerea a con~
tinuación por la unidad de agujereado 7. Pueden generarse otros agujeros en una
misma unidad de sujeción haciendo que el brazo robótica 2 adopte otras posicio
nes con relación a la pieza de trabajo.
25 Asimismo, como se representa en la forma de realización de la figura 2, es
imaginable que estén previstos dos brazos robóticas 2, 9. Un brazo robótico 2 de
éstos presenta una o varias unidades de agujereado 7, 7a y el segundo brazo
robótico 9 lleva, por ejemplo, una pinza 10 de agarre de piezas de montaje. Esta
pinza 10 sirve, además, para transportar las piezas de montaje de chapa 11 hasta
30 una unidad de sujeción 12 y hasta un puesto de cambio de las piezas de montaje
de chapa 11. Teóricamente, es posible también que la pinza 10 de agarre de pie
zas de montaje mantenga una pieza de montaje 11 a agujerear en una posición
adecuada con relación a la unidad de agujereado 7 del primer brazo robótica 2.
La unidad de agujereado 7 trabaja en general bajo el control de un programa.
35 Con la invención, incluso complejas piezas de montaje tridimensionales
pueden ser provistas de agujeros o aberturas que no pueden mecanizarse en una estampa estacionaria, Símbolos de referencia 1 Dispositivo
2 Brazo robótico 3 Extremo 4 Soporte 5 Extremo 6 Adaptador
7 Unidad de agujereado 7a Unidad de agujereado 8 Pinza de agarre de piezas de montaje 9 Brazo robótico 10 Pinza de agarre de piezas de montaje 11 Pieza de montaje 12 Unidad de sujeción
Reivindicaciones:
1. Una fibra de acrilato reticulable teñible, caracterizada por que la fibra se prepara sometiendo una fibra acrilíca a un tratamiento con un compuesto hídrazínico y
a un tratamiento con un compuesto organico amínico que tiene dos o más grupos amino primarios en la molécula y seguidamente a un tratamiento de hidró!1sis.
2. La fibra de acrilato retículable teñible según la reivindicación 1, en donde el compuesto orgánicoamínico que tiene dos o más grupos amino primarios en la molécula tiene tres o más grupos amlno en una molécula y tiene una estructura en la que el espacio entre los grupos aminoestá unido por un grupoalquHeno que tiene tres o más carbonos.
3. La fibra de acrilato reficulable teñible según la reivindicaclón 1 , en donde el tratamiento con el compuesto orgánico amínico se lleva a cabo después del tratamiento con el compuesto hidrazínico.
Patentes similares o relacionadas:
Aparato de punzonado, del 20 de Junio de 2019, de SALVAGNINI ITALIA S.P.A.: Aparato de punzonado que comprende: - un elemento de golpeo dispuesto para interactuar con una herramienta de punzonado y movible dentro […]
Método de cizalladura en caliente con afino de grano en capa superficial y pieza de trabajo obtenida por cizalladura en caliente con afino de grano en capa superficial, del 15 de Abril de 2019, de NIPPON STEEL & SUMITOMO METAL CORPORATION: Un método de cizalladura en caliente con afino de grano en capa superficial que comprende: calentar y mantener una chapa de acero que tiene […]
Aparato de troquelado, del 18 de Octubre de 2018, de SALVAGNINI ITALIA S.P.A.: Aparato de troquelado que comprende: - una unidad portaherramientas rotativa alrededor de un eje de trabajo (X) y provista de una pluralidad de […]
Pinza punzonadora, en particular para perfiles metálicos, del 27 de Abril de 2016, de PAPAROT, IVANO: Pinza punzonadora, en particular para perfiles metálicos, que comprende un brazo de soporte , un brazo de accionamiento y un brazo de palanca […]
 Cabeza de punzón para punzonadoras, del 13 de Abril de 2016, de DALLAN S.P.A.: Cabeza de punzón, que comprende:
- un bastidor , sobre el cual puede deslizar un carro en forma de C, debiendo pasar a través de la abertura […]
Cabeza de punzón para punzonadoras, del 13 de Abril de 2016, de DALLAN S.P.A.: Cabeza de punzón, que comprende:
- un bastidor , sobre el cual puede deslizar un carro en forma de C, debiendo pasar a través de la abertura […]
Aparato de punzonado, del 13 de Abril de 2016, de SALVAGNINI ITALIA S.P.A.: Aparato de punzonado que comprende un elemento de golpeo dispuesto para interactuar con al menos una herramienta de punzonado y movible dentro de unos medios […]
 Máquina punzonadora CNC, del 12 de Enero de 2016, de Hoerbiger Automatisierungstechnik Holding GmbH: Máquina punzonadora CNC con un bastidor de máquina, un asiento de pieza de trabajo dispuesto en el, un útil de punzonado en dos partes, que comprende un útil superior (1; […]
Máquina punzonadora CNC, del 12 de Enero de 2016, de Hoerbiger Automatisierungstechnik Holding GmbH: Máquina punzonadora CNC con un bastidor de máquina, un asiento de pieza de trabajo dispuesto en el, un útil de punzonado en dos partes, que comprende un útil superior (1; […]
Matriz de corte con dispositivo para sustituir al menos un punzón, del 25 de Junio de 2014, de Corrada S.p.A: Matriz de corte de chapas metálicas, que comprende una parte inferior , una parte superior y unas columnas guía para mantener las partes (3, […]