Procedimiento para unir dos piezas de trabajo y empalme a presión para ello.
Procedimiento para unir dos piezas de trabajo, a saber, un racor a presión (1,
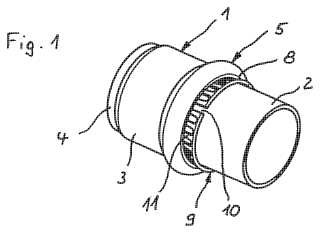
21) con un tubo (2, 22) o con otroempalme a presión, mediante un aparato de presión, en el que las piezas de trabajo se enchufan unas en otras y,después, las piezas de trabajo se deforman plásticamente radialmente hacia dentro en la zona de su solape mutuo,con la ayuda del aparato de presión, estando previsto en la zona del solape al menos un cuerpo de moldeo (9, 29)que durante la compresión se somete a una presión tal que queda seccionado en al menos un punto, y en el que,después de enchufar las piezas de trabajo una en otra, el cuerpo de moldeo (9, 29) engrana en parte en unahendidura (12, 34) que ha quedado libre entre las piezas de trabajo, sobresaliendo en parte de la misma haciafuera, y sólo tras una compresión adecuada, la parte del cuerpo de moldeo (9, 29) que sobresale de la hendidura(12, 34) queda seccionada de la parte del cuerpo de moldeo (9, 29) situada dentro de la hendidura (12, 34),caracterizado porque en la zona de al menos un lado frontal de una de las piezas de trabajo queda realizado unreborde anular (5, 25) con una ranura anular (6, 26) interior, finalizando el reborde anular (5, 25) en un alma anular(8, 28) orientada hacia dentro, que durante la compresión se mete en el lado exterior del tubo (2, 22) seccionandodurante ello el cuerpo de moldeo (9, 29).
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E09007423.
Solicitante: NOVOPRESS GMBH PRESSEN UND PRESSWERKZEUGE & CO. KG..
Nacionalidad solicitante: Alemania.
Dirección: SCHARNHORSTSTRASSE 1 41460 NEUSS ALEMANIA.
Inventor/es: PFEIFFER, HEINRICH, Pasch,Horst.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- F16L13/14 MECANICA; ILUMINACION; CALEFACCION; ARMAMENTO; VOLADURA. › F16 ELEMENTOS O CONJUNTOS DE TECNOLOGIA; MEDIDAS GENERALES PARA ASEGURAR EL BUEN FUNCIONAMIENTO DE LAS MAQUINAS O INSTALACIONES; AISLAMIENTO TERMICO EN GENERAL. › F16L TUBERIAS O TUBOS; EMPALMES U OTROS ACCESORIOS PARA TUBERIAS; SOPORTES PARA TUBOS, CABLES O CONDUCTOS PROTECTORES; MEDIOS DE AISLAMIENTO TERMICO EN GENERAL. › F16L 13/00 Empalmes de tubos no desmontables, p. ej. empalmes soldados, pegados o calafateados (empalmes para tubos rígidos en materiales plásticos F16L 47/00). › realizados por deformación plástica del material del tubo, p. ej. por deformación de las bridas, por laminación.
PDF original: ES-2384485_T3.pdf
Fragmento de la descripción:
Procedimiento para unir dos piezas de trabajo y empalme a presión para ello La invención se refiere a un procedimiento para unir dos piezas de trabajo, a saber, un empalme a presión con un tubo o con otro empalme a presión, mediante un aparato de presión, en el que las piezas de trabajo se enchufan unas en otras y, después, una pieza de trabajo y/o la otra pieza de trabajo se deforma o deforman plásticamente radialmente hacia dentro en la zona de su solape mutuo, con la ayuda del aparato de presión, estando previsto en la zona del solape al menos un cuerpo de moldeo que durante la compresión se somete a una presión tal que se secciona en al menos un punto. Además, la invención se refiere a un racor a presión para la unión con un tubo o con otro racor a presión, presentando el racor a presión aberturas limitadas por bordes de abertura para la inserción de extremos de tubo, pudiendo combinarse con al menos un cuerpo de moldeo.
Para unir extremos de tubo se conoce usar racores a presión en forma de casquillo con aberturas previstos a ambos lados. El racor a presión se coloca por deslizamiento sobre extremos de tubo opuestos frontalmente - o sobre o dentro de otro racor a presión - y después, la combinación formada por el racor a presión y los extremos de tubo se comprime radialmente en la zona de sus solapes mutuos, mediante un aparato de presión. Entonces, el racor a presión puentea la distancia entre los dos extremos de tubo. Estos racores a presión y los racores a presión correspondientes se conocen, por ejemplo, por los documentos DE1187870C1 y DE29908561U1.
La compresión de realiza generalmente con la ayuda de aparatos de presión guiados a mano, que en su en su forma de realización más frecuente tienen una estructura básica parecida. Algunos ejemplos de ello son los documentos DE10106003044A1, EP0451806B1 y DE4240724C1. Los aparatos de presión tienen un dispositivo de accionamiento, a cuyo extremo está acoplada una herramienta de presión recambiable, configurada a modo de una pinza de presión o un lazo de presión. La pinza de presión o el lazo de presión tiene al menos dos mordazas de presión, aunque en parte también más, dispuestas unas al lado de otras en el sentido circunferencial, que durante el procedimiento de compresión pueden moverse mediante el dispositivo de accionamiento desde una posición radialmente hacia dentro a una posición de compresión final y viceversa.
Para poder unir con un solo aparato de presión extremos de tubo de distintos diámetros con racores a presión adecuados, los aparatos de presión generalmente se suministran con un juego de varias herramientas de presión adaptadas al diámetro nominal correspondiente de los extremos de tubo o de los racores a presión. Para el procedimiento de presión correspondiente, la herramienta de presión adecuada se acopla con el dispositivo de accionamiento.
Para la unión de dos extremos de tubo, el racor a presión adecuado para el diámetro nominal del tubo se coloca sobre o dentro del tubo. A continuación, el aparato de presión se coloca desde fuera sobre la zona de solape del racor a presión y el tubo. Por el accionamiento del dispositivo de accionamiento, las mordazas de presión se mueven entonces radialmente hacia dentro, por lo que se deforman plásticamente al menos la pieza de trabajo exterior, pero generalmente también la pieza de trabajo interior reduciéndose el diámetro correspondiente.
Al unir extremos de tubo es extraordinariamente importante que la compresión tenga una medida suficiente para la estanqueidad del empalme de tubo. Si las mordazas de presión no alcanzan la posición de compresión final prevista, existe una compresión deficiente o defectuosa con la consecuencia de que al cargar la tubería con el líquido se producen pérdidas de líquido que pueden tener importantes daños en el edificio en el que esté tendida la tubería.
Para controlar el alcance de la posición de compresión final se conoce prever en el aparato de presión mismo dispositivos de visualización, medición, control o regulación. No obstante, también se han hecho propuestas de señalizar en el racor a presión o en el tubo mismo si se ha realizado adecuadamente una compresión o no, es decir, si realmente se ha alcanzado la posición de compresión final. Así, en el documento EP1081421A1 se ha descrito un procedimiento en el que mediante una configuración correspondiente de la superficie de presión de una mordaza de presión se moldea plásticamente un signo estampado característico en el racor a presión, cuya pronunciación depende de la calidad de la compresión. Sin embargo, este procedimiento no es muy selectivo, porque no se puede detectar unívocamente la conformación completa del signo estampado y, por tanto, el alcance de la posición de compresión final.
En el documento WO02/21997A1 se describe un procedimiento en el que en la zona exterior del racor a presión y/o del tubo, solicitada por el aparato de presión o las mordazas de presión, se aplica un recubrimiento configurado de tal forma que cambia visualmente de aspecto por el procedimiento de compresión. El recubrimiento puede ser un recubrimiento de pintura de diferentes tipos. No obstante, el recubrimiento también puede componerse de colorantes microencapsulados (véase también el documento EP1081421A1) o de una lámina de plástico termoencogible (documento DE60306297T2) .
En lugar de un recubrimiento también puede estar previsto un cuerpo de moldeo colocado, por ejemplo un anillo o similar (véase el documento WO01/21997A1, páginas 4 y 13) . Los anillos pueden componerse de plástico y están configurados de tal forma que durante la compresión son alcanzados por la herramienta de presión cambiando de aspecto, obteniendo por ejemplo marcas impresas o experimentando un cambio de forma (documento DE602005000499T2) . En estos recubrimientos o cuerpos de moldeo tampoco se puede detectar con certeza suficiente si las mordazas de presión han alcanzado su posición final durante la compresión, es decir, si existe una compresión adecuada y no una compresión deficiente.
En un procedimiento genérico según el documento EP1547728B1, un racor a presión destinado a colocarse por deslizamiento sobre un extremo de tubo, se dota de un anillo en su parte exterior. Por la acción de las mordazas de presión durante el procedimiento de presión, queda seccionado el anillo. Para ello, las mordazas de presión presentan, en sus superficies de presión, almas salientes que provocan el seccionamiento del anillo durante el procedimiento de presión. Un inconveniente de este procedimiento es que se requieren mordazas de presión configuradas de manera especial, es decir que las mordazas de presión con este tipo de anillos no resultan adecuadas para el uso en aparatos de presión ya existentes.
Configuraciones similares figuran en los documentos EP1790896A1 y EP1933073A1. En éstos se dan a conocer racores a presión para la inserción en extremos de tubo, estando colocados por deslizamiento sobre la zona de compresión de los racores a presión, casquillos de presión que encierran un espacio anular en el que puede insertarse el extremo de tubo. Sobre el casquillo de presión está colocado un anillo indicador de presión que presenta almas que sobresalen a la zona de presión y que durante el procedimiento de presión son solicitadas directamente por la herramienta de presión siendo seccionadas durante ello. También para ello es precisa una configuración especial de las mordazas de presión. Además, el seccionamiento de las almas no es necesariamente la prueba de una compresión adecuada.
Además, por el documento DE29920371U se conoce un racor a presión para la unión con un tubo, estando previsto un cuerpo de moldeo entre el racor a presión y el tubo. Tras realizar la compresión, se seccionó una parte del cuerpo de moldeo.
La invención tiene el objetivo de proporcionar un procedimiento que al aplicarse permita detectar con alta seguridad si se ha realizado o no una compresión adecuada y que no precisa ninguna configuración especial del aparato de presión. Un segundo objetivo consiste en encontrar un racor a presión adecuado para realizar este procedimiento.
Según la invención, la primera parte del objetivo se consigue porque se usa un cuerpo de moldeo que después de enchufar las piezas de trabajo una en otra engrana en parte en una hendidura que se ha dejado libre entre las piezas de trabajo, sobresaliendo en parte de la misma hacia fuera, y porque sólo tras una compresión adecuada, la parte del cuerpo de moldeo que sobresale de la hendidura queda seccionada... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento para unir dos piezas de trabajo, a saber, un racor a presión (1, 21) con un tubo (2, 22) o con otro empalme a presión, mediante un aparato de presión, en el que las piezas de trabajo se enchufan unas en otras y, después, las piezas de trabajo se deforman plásticamente radialmente hacia dentro en la zona de su solape mutuo, con la ayuda del aparato de presión, estando previsto en la zona del solape al menos un cuerpo de moldeo (9, 29) que durante la compresión se somete a una presión tal que queda seccionado en al menos un punto, y en el que, después de enchufar las piezas de trabajo una en otra, el cuerpo de moldeo (9, 29) engrana en parte en una hendidura (12, 34) que ha quedado libre entre las piezas de trabajo, sobresaliendo en parte de la misma hacia fuera, y sólo tras una compresión adecuada, la parte del cuerpo de moldeo (9, 29) que sobresale de la hendidura (12, 34) queda seccionada de la parte del cuerpo de moldeo (9, 29) situada dentro de la hendidura (12, 34) , caracterizado porque en la zona de al menos un lado frontal de una de las piezas de trabajo queda realizado un reborde anular (5, 25) con una ranura anular (6, 26) interior, finalizando el reborde anular (5, 25) en un alma anular (8, 28) orientada hacia dentro, que durante la compresión se mete en el lado exterior del tubo (2, 22) seccionando durante ello el cuerpo de moldeo (9, 29) .
2. Procedimiento según la reivindicación 1, caracterizado porque se usa un cuerpo de moldeo configurado como anillo (parcial) (9, 29) que, especialmente después de su colocación, se extiende en más de 180º, usándose especialmente un anillo (9, 29) cerrado al menos a excepción de una hendidura (10) .
3. Procedimiento según la reivindicación 1 ó 2, caracterizado porque se usa un cuerpo de moldeo (9, 29) que presenta al menos un saliente (11, 32) y porque el cuerpo de moldeo (9, 29) se emplaza de tal forma que el o los salientes (11, 32) engranan en la hendidura (12, 34) o sobresalen de la misma.
4. Procedimiento según una de las reivindicaciones 1 a 3, caracterizado porque se usa un cuerpo de moldeo (9, 29) compuesto especialmente de un plástico quebradizo.
5. Procedimiento según una de las reivindicaciones 1 a 4, caracterizado porque se usa una pieza de trabajo (1, 21) que se coloca sobre la otra pieza de trabajo (2, 22) y que en su lado frontal está doblada radialmente hasta dentro en tal medida que allí queda libre una hendidura (12, 34) antes de la compresión y/o porque se usa un racor a presión como pieza de trabajo (1, 21) que puede colocarse sobre el tubo (2, 22) .
6. Procedimiento según una de las reivindicaciones 1 a 5, caracterizado porque antes de enchufar las piezas de trabajo una en otra, el cuerpo de moldeo (9, 29) se une con una pieza de trabajo, especialmente por unión positiva.
7. Procedimiento según una de las reivindicaciones 1 a 6, caracterizado porque se usa un cuerpo de moldeo (29) que en su contorno exterior forma un saliente (31) , y porque el cuerpo de moldeo (29) y la pieza de trabajo se ensamblan de tal forma que el saliente (31) engrana en la ranura anular (26) .
8. Racor a presión (1, 21) en forma de casquillo para la unión con un tubo (2, 22) , en el que el racor a presión (1, 21) presenta aberturas limitadas por bordes de abertura para la inserción de tubos (2, 22) y se puede combinar con al menos un cuerpo de moldeo (9, 29) , pudiendo combinarse o estando combinado el cuerpo de moldeo (9, 29) con el racor a presión (1, 21) de tal forma que, en la zona del borde de abertura, el cuerpo de moldeo (9, 29) engrana en parte en el racor a presión (1, 21) sobresaliendo del mismo en parte, caracterizado porque el racor a presión (1, 21) presenta en la zona de la abertura al menos una ranura anular (6, 26) , estando limitada la abertura por un alma anular (8, 28) orientada radialmente hacia dentro.
9. Racor a presión según la reivindicación 8, caracterizado porque el racor a presión (21) y el cuerpo de moldeo (29) están unidos entre sí por unión positiva, preferentemente por encaje y, especialmente, presentan elementos de retención (26, 31) complementarios.
10. Racor a presión según una de las reivindicaciones 8 ó 9, caracterizado porque el cuerpo de moldeo está configurado como anillo (parcial) (9, 29) que especialmente se extiende por más de 180º y que, preferentemente, está configurado de forma cerrada, al menos a excepción de una hendidura (10) .
11. Racor a presión según una de las reivindicaciones 8 a 10, caracterizado porque el cuerpo de moldeo (29) presenta en el lado exterior al menos un saliente (31) que cabe en o envuelve al menos una cavidad en el lado interior del racor a presión (21) , estando configurados preferentemente el saliente como alma anular (31) y la cavidad como ranura anular (26) .
12. Racor a presión según una de las reivindicaciones 8 a 11, caracterizado porque el cuerpo de moldeo (9, 29) presenta al menos un saliente (11, 32) que engrana en parte en el racor a presión (1, 21) o sobresale en parte de éste, y porque especialmente el cuerpo de moldeo (9, 29) presenta varios salientes (11, 32) distribuidos por el contorno de la abertura del racor a presión (1, 21) y/o porque el saliente o los salientes (11, 32) se extiende o se extienden axialmente.
13. Racor a presión según una de las reivindicaciones 8 a 12, caracterizado porque el cuerpo de moldeo (9, 29) se compone especialmente de plástico quebradizo.
14. Racor a presión según una de las reivindicaciones 8 a 13, caracterizado porque el racor a presión (1, 21) presenta en ambos lados frontales respectivamente una abertura para la inserción de tubos (2, 22) y porque a cada abertura está asignado un cuerpo de moldeo (9, 29) .
15. Racor a presión según una de las reivindicaciones 8 a 14, caracterizado porque en al menos una abertura del racor a presión (1, 21) está insertado un tubo (2, 22) , existiendo entre el borde de abertura del racor a presión (1, 21) y el tubo (2, 22) una ranura anular (13, 24) en la que engrana en parte el cuerpo de moldeo (9, 29) .
Patentes similares o relacionadas:
 Mordaza de presión, procedimiento para fabricar una unión de tubos inseparable, una pieza de empalme, un sistema de una mordaza de presión y una pieza de empalme, del 29 de Julio de 2020, de Viega Technology GmbH & Co. KG: Pieza de empalme para una unión de obturación metálica con al menos un tubo metálico,
- con un cuerpo base de pieza de empalme , que consta de metal, y
[…]
Mordaza de presión, procedimiento para fabricar una unión de tubos inseparable, una pieza de empalme, un sistema de una mordaza de presión y una pieza de empalme, del 29 de Julio de 2020, de Viega Technology GmbH & Co. KG: Pieza de empalme para una unión de obturación metálica con al menos un tubo metálico,
- con un cuerpo base de pieza de empalme , que consta de metal, y
[…]
Procedimiento para conectar una sección de conexión de un tubo flexible para medios líquidos o gaseosos a un conector, del 15 de Julio de 2020, de HENN GMBH & CO.KG: Procedimiento para conectar una sección de conexión de un tubo flexible para medios líquidos o gaseosos a un conector , presentando el conector un […]
Racor con revestimiento, sistema de tuberías y uso del racor o del sistema de tuberías, del 25 de Marzo de 2020, de Viega Technology GmbH & Co. KG: Racor para una unión tubular estanca, no desmontable, - con un cuerpo básico de racor para el alojamiento de al menos un tubo que va a empalmarse […]
Acoplamiento de fluido con conexión de bloqueo, del 8 de Enero de 2020, de Oetiker NY, Inc: Combinación de un componente de fluido y un conector que puede unirse de manera no extraíble con el componente , en la que el componente […]
Componente de válvula, del 20 de Noviembre de 2019, de WEH, ERWIN: Componente de válvula en forma de una válvula de retención o de una boquilla de conexión, en particular para el repostaje de vehículos de gas natural, para […]
Conectores a presión para tuberías que tienen anillos de seguridad, del 7 de Agosto de 2019, de VSH Fittings B.V: Un conector a presión para tuberías, que comprende: - una toma con un espacio de inserción con una abertura de inserción para que […]
 Pressfitting y disposición que contiene un pressfitting, del 31 de Mayo de 2019, de UPONOR INNOVATION AB: Disposición, que contiene:
- un pressfitting , con al menos un racor de conexión para encajar un tubo ,
- piezas de material sintético ,
- un casquillo […]
Pressfitting y disposición que contiene un pressfitting, del 31 de Mayo de 2019, de UPONOR INNOVATION AB: Disposición, que contiene:
- un pressfitting , con al menos un racor de conexión para encajar un tubo ,
- piezas de material sintético ,
- un casquillo […]
Racor en particular para tuberías de refrigeración, del 14 de Mayo de 2019, de RLS LLC: Un racor que comprende una pared de tubo metálico que forma tanto una porción cilíndrica de tubo como una porción de canal de junta tórica anular adyacente, […]