Procedimiento de protección por aluminización de piezas metálicas de turbomáquinas provisas de agujeros y cavidades.
Procedimiento de aluminización por depósito en fase vapor para la protección contra la oxidación a alta temperatura de una pieza metálica de turbomáquina que comprende agujeros y/o cavidades que comunican con el exterior,
procedimiento de acuerdo con el cual al menos un precursor gaseoso del depósito que hay que realizar, que comprende un compuesto del aluminio, es llevado en contacto con las superficies de la pieza dispuesta en el interior del recinto, caracterizado porque comprende las etapas consistentes en:
cargar la pieza metálica que hay que aluminizar en el interior de un recinto;
purgar con argón la atmósfera en el interior del recinto y disminuir la presión por bombeo de manera que se lleve la presión en el interior del recinto a un valor inferior a 5 kPa;
admitir en el interior del recinto un caudal continuo de argón de manera que se mantenga en el interior del recinto una presión como mucho igual a 25 kPa; y
mantener en el interior del recinto una temperatura comprendida entre 950 º C y 1200 º C.
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E02292399.
Solicitante: SNECMA.
Nacionalidad solicitante: Francia.
Dirección: 2, BOULEVARD DU GÉNÉRAL MARTIAL VALIN 75015 PARIS FRANCIA.
Inventor/es: FOURNES, JEAN-PAUL, Oberlaender,Guillaume, Richin,Catherine.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B21D47/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F). › Fabricación de elementos o de conjuntos estructurales rígidos, p. ej. de estructuras en nido de abeja.
- C23C10/06 QUIMICA; METALURGIA. › C23 REVESTIMIENTO DE MATERIALES METALICOS; REVESTIMIENTO DE MATERIALES CON MATERIALES METALICOS; TRATAMIENTO QUIMICO DE LA SUPERFICIE; TRATAMIENTO DE DIFUSION DE MATERIALES METALICOS; REVESTIMIENTO POR EVAPORACION EN VACIO, POR PULVERIZACION CATODICA, POR IMPLANTACION DE IONES O POR DEPOSICION QUIMICA EN FASE VAPOR, EN GENERAL; MEDIOS PARA IMPEDIR LA CORROSION DE MATERIALES METALICOS, LAS INCRUSTACIONES, EN GENERAL. › C23C REVESTIMIENTO DE MATERIALES METALICOS; REVESTIMIENTO DE MATERIALES CON MATERIALES METALICOS; TRATAMIENTO DE MATERIALES METALICOS POR DIFUSION EN LA SUPERFICIE, POR CONVERSION QUIMICA O SUSTITUCION; REVESTIMIENTO POR EVAPORACION EN VACIO, POR PULVERIZACION CATODICA, POR IMPLANTACION DE IONES O POR DEPOSICION QUIMICA EN FASE VAPOR, EN GENERAL (fabricación de productos revestidos de metal por extrusión B21C 23/22; revestimiento metálico por unión de objetos con capas preexistentes, ver las clases apropiadas, p. ej. B21D 39/00, B23K; metalización del vidrio C03C; metalización de piedras artificiales, cerámicas o piedras naturales C04B 41/00; esmaltado o vidriado de metales C23D; tratamiento de superficies metálicas o revestimiento de metales mediante electrolisis o electroforesis C25D; crecimiento de monocristales C30B; mediante metalización de textiles D06M 11/83; decoración de textiles por metalización localizada D06Q 1/04). › C23C 10/00 Difusión en estado sólido solamente de elementos metálicos o de silicio en la capa superficial de materiales metálicos. › por medio de gas.
- C23C16/04 C23C […] › C23C 16/00 Revestimiento químico por descomposición de compuestos gaseosos, no quedando productos de reacción del material de la superficie en el revestimiento, es decir, procesos de deposición química en fase vapor (pulverización catódica reactiva o evaporación reactiva en vacío C23C 14/00). › Revestimiento de partes determinadas de la superficie, p. ej. por medio de máscaras.
- C23C16/12 C23C 16/00 […] › Deposición solamente de aluminio.
- F01D5/18 MECANICA; ILUMINACION; CALEFACCION; ARMAMENTO; VOLADURA. › F01 MAQUINAS O MOTORES EN GENERAL; PLANTAS MOTRICES EN GENERAL; MAQUINAS DE VAPOR. › F01D MAQUINAS O MOTORES DE DESPLAZAMIENTO NO POSITIVO, p. ej., TURBINAS DE VAPOR (motores de combustión F02; máquinas o motores de líquidos F03, F04; bombas de desplazamiento no positivo F04D). › F01D 5/00 Alabes; Organos de soporte de álabes (alojamiento de los inyectores F01D 9/02 ); Calentamiento, aislamiento térmico, refrigeración, o dispositivos antivibración en los álabes o en los órganos soporte. › Alabes huecos; Dispositivos de calentamiento, aislamiento térmico o enfriamiento de los álabes.
- F01D5/28 F01D 5/00 […] › Empleo de materiales específicos; Medidas contra la erosión o la corrosión.
- F02C7/00 F […] › F02 MOTORES DE COMBUSTION; PLANTAS MOTRICES DE GASES CALIENTES O DE PRODUCTOS DE COMBUSTION. › F02C PLANTAS MOTRICES DE TURBINAS DE GAS; TOMAS DE AIRE PARA PLANTAS DE PROPULSION A REACCION; CONTROL DE LA ALIMENTACION DE COMBUSTIBLE EN PLANTAS DE PROPULSION A REACCION QUE CONSUMEN AIRE (estructura de turbinas F01D; plantas de propulsión a reacción F02K; estructura de compresores o ventiladores F04; aparatos de combustión en los que la combustión tiene lugar en un lecho fluidizado de combustible u otras partículas F23C 10/00; elaboración de productos de combustión a alta presión o gran velocidad F23R; utilización de turbinas de gas en plantas de refrigeración por compresión F25B 11/00; utilización de turbinas de gas en vehículos, véanse las clases apropiadas relativas a vehículos). › Características, partes constitutivas, detalles o accesorios, no cubiertos por, o con un interés distinto que, los grupos F02C 1/00 - F02C 6/00; Tomas de aire para plantas motrices de propulsión a reacción (control F02C 9/00).
PDF original: ES-2380328_T3.pdf
Fragmento de la descripción:
Procedimiento de protección por aluminización de piezas metálicas de turbomáquinas provistas de agujeros y cavidades
Antecedentes de la invención
La invención concierne a la protección contra la oxidación a alta temperatura de piezas metálicas que presentan agujeros y cavidades.
El ámbito de aplicación de la invención es el de la protección de piezas de turbomáquinas, tales como piezas de turbinas, especialmente álabes, que presentan cavidades internas para la circulación de aire de enfriamiento, siendo conducido éste por agujeros o pasos de alimentación que atraviesan generalmente los pies de los álabes y siendo evacuado por agujeros de salida de aire que se abren en la superficie externa de los álabes.
A pesar de la utilización de superaleaciones metálicas, generalmente a base de níquel o cobalto, es necesario dotar a tales piezas de un revestimiento de protección contra la oxidación capaz de protegerlas contra la oxidación a las altas temperaturas cada vez más elevadas a las cuales se desea hacer funcionar las turbomáquinas con el fin de optimizar su rendimiento.
Un procedimiento de protección utilizado habitualmente es la aluminización por depósito en fase de vapor. Esteprocedimiento es bien conocido; en particular podrá referirse al documento FR 1 433 497. Éste consiste en colocar una o varias piezas que hay que proteger dentro de un recinto en el cual circula una mezcla gaseosa que comprende un compuesto del aluminio, tal como un halogenuro, y un gas de dilución o gas portador. El halogenuro es producido por reacción entre un halógeno, por ejemplo cloro o flúor, y un donante metálico que contiene aluminio, por ejemplo una aleación metálica de aluminio con uno o varios constituyentes metálicos del material de las piezas que hay que proteger. El gas de dilución asegura la dilución y el arrastre de la mezcla gaseosa para llevar el halogenuro en contacto con las piezas de manera que se forme el depósito deseado en la superficie de éstas. El gas de dilución utilizado habitualmente es el argón. En el documento FR 1 433 497 antes citado se menciona igualmente el hidrógeno, pero su utilización es muy difícil en la práctica en razón de su peligrosidad.
El procedimiento clásico de aluminización por depósito en fase de vapor permite, ciertamente, la formación de un revestimiento de protección satisfactorio en la superficie externa de las piezas, pero no se forma ningún revestimiento sobre las paredes internas de los agujeros y cavidades. Ahora bien, a pesar de la circulación de aire de enfriamiento, la temperatura de estas paredes internas puede alcanzar al menos localmente valores tales que pueden producirse fenómenos de oxidación interna. La solicitante ha observado que esta oxidación puede traducirse en un desescamado del material constitutivo de las piezas y que escamas arrancadas de las paredes internas por el flujo de aire pueden obstruir parcialmente agujeros de salida de aire. Se obtiene, una irregularidad de la película protectora formada sobre la pared externa por el aire que se escapa a través de los agujeros de salida de aire, y la aparición de puntos calientes que provocan degradaciones locales de las piezas.
Además, hay tendencia a formarse una acumulación de depósito alrededor de los orificios exteriores de los agujeros. Esto se traduce en la presencia de estrangulamientos que pueden afectar de modo importante a la circulación del aire de enfriamiento, creando pérdidas de carga y favoreciendo la aparición de zonas de estancamiento de aire. Puede considerarse un remecanizado de los agujeros, pero éste es delicado de realizar, porque debe ser muy preciso y debe evitar degradar el revestimiento de protección en la proximidad de los orificios, y constituye una operación suplementaria costosa.
La solicitante ha observado también que sobreespesores importantes de depósito, en particular alrededor de los orificios de entrada de aire a nivel de los pies de álabes, presentan un riesgo no despreciable de fisuración no solamente del revestimiento, sino también del material metálico de los álabes.
En efecto, contrariamente al material de los álabes, el revestimiento está sujeto a fisuración causada por el ciclo térmico al cual son sometidos los álabes. Cuando el revestimiento es grueso, una fisura que se produzca a través del revestimiento tiene tendencia a propagarse al material subyacente (lo que no es el caso con un revestimiento de pequeño espesor) .
Ahora bien, la fisuración del material de los álabes a nivel de sus pies puede llegar hasta una destrucción de los álabes, por tanto tener consecuencias potencialmente dramáticas.
Objeto y resumen de la invención La invención tiene por objetivo proponer un procedimiento que permita realizar una protección por aluminización, tanto de las paredes externas, como de las paredes internas, de pieza metálica de turbomáquina provista de agujeros y/o cavidades que comunican con el exterior, con el fin de evitar los problemas anteriores.
Este objetivo se consigue gracias a un procedimiento de acuerdo con la reivindicación 1.
El alargamiento del recorrido libre medio de las moléculas de gas portador, permite una penetración más fácil en los agujeros y/o cavidades de la pieza y por tanto permite llevar moléculas de precursor gaseoso más en profundidad en contacto con superficies internas de la pieza. Esto permite a la vez formar un revestimiento de protección sobre superficies internas y limitar la formación de sobreespesores de depósito a nivel de los orificios de los agujeros y/o cavidades.
Ventajosamente, la pieza está realizada con agujeros que, al menos en su porción próxima al orificio exterior, presentan un diámetro creciente hacia el exterior. La forma progresivamente ensanchada de los agujeros permite compensar un espesor de revestimiento decreciente a partir del orificio exterior para obtener un agujero de diámetro sensiblemente constante deseado después de la aluminización.
Breve descripción de los dibujos La invención se comprenderá mejor con la lectura de la descripción hecha seguidamente, a título indicativo pero no limitativo, refiriéndose a los dibujos anejos, en los cuales:
- la figura 1 es una vista esquemática en alzado de un álabe de turbina provisto de un circuito interno de enfriamiento;
- la figura 2 es una vista esquemática en corte según el plano II-II de la figura 1;
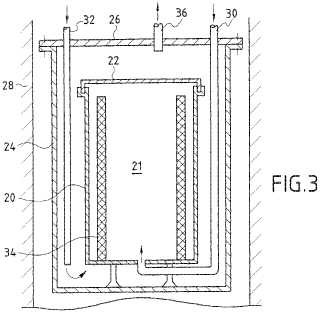
- la figura 3 es una vista muy esquemática de una instalación que permite la puesta en práctica de un procedimiento de acuerdo con la invención; y
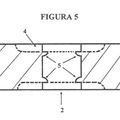
- las figuras 4 a 6 muestran de modo esquemático un revestimiento formado por aluminización en la proximidad del orificio de un agujero de salida de aire de un álabe tal como el de las figuras 1 y 2, respectivamente con un procedimiento de la técnica anterior, con un procedimiento de acuerdo con la invención y con una variante de un procedimiento de acuerdo con la invención.
Descripción detallada de modos de realización En lo que sigue se describen modos de realización de la invención en el caso de la aplicación del procedimiento a la formación de revestimiento de protección para un álabe de turbina de gas que presenta agujeros y cavidades internas en el interior del cual puede circular aire de enfriamiento. Se verá inmediatamente que el procedimiento conviene para cualquier pieza metálica de turbomáquina que presente agujeros y/o cavidades que comuniquen con el exterior.
Un álabe 10 de turbina de gas está mostrado esquemáticamente en las figuras 1 y 2.
De modo clásico, el álabe 10, realizado en superaleación a base de níquel o cobalto, comprende cavidades internas 12, 14, 15, 16 que se extienden en la altura del álabe y que permiten la circulación de aire de enfriamiento.
La cavidad 12 situada en el lado del borde de ataque es alimentada por un paso formado en el pie de álabe 11. El aire que llega a la cavidad 12 se escapa por agujeros 13 a nivel del borde de ataque del álabe y forma una película de aire protectora sobre la superficie exterior del borde de ataque.
Las cavidades 14, 15, 16 son recorridas en serie por el aire admitido en la cavidad 14 a través de un paso formado en el pie de álabe.
Este aire se escapa a través de los agujeros de salida de aire 17 que desembocan en el intradós del álabe en la proximidad del borde de fuga y se abren en la cavidad 16. Otros agujeros de salida de aire pueden estar formados en el lado del intradós, que desemboquen en la cavidad... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento de aluminización por depósito en fase vapor para la protección contra la oxidación a alta temperatura de una pieza metálica de turbomáquina que comprende agujeros y/o cavidades que comunican con el exterior, procedimiento de acuerdo con el cual al menos un precursor gaseoso del depósito que hay que realizar, que comprende un compuesto del aluminio, es llevado en contacto con las superficies de la pieza dispuesta en el interior del recinto, caracterizado porque comprende las etapas consistentes en:
cargar la pieza metálica que hay que aluminizar en el interior de un recinto;
purgar con argón la atmósfera en el interior del recinto y disminuir la presión por bombeo de manera que se lleve la presión en el interior del recinto a un valor inferior a 5 kPa;
admitir en el interior del recinto un caudal continuo de argón de manera que se mantenga en el interior del recinto una presión como mucho igual a 25 kPa; y mantener en el interior del recinto una temperatura comprendida entre 950 º C y 1200 º C.
2. Procedimiento de acuerdo con la reivindicación 1, caracterizado porque se disponen en el interior del recinto un donante y un activador, siendo el citado donante una aleación de cromo-aluminio con 30% a 35% de aluminio y siendo el citado activador AlF3, siendo la temperatura interior del recinto igual aproximadamente a 1150 º C durante una duración de 3 horas y siendo mantenida la presión en el interior del recinto por el caudal continuo de argón a 13 kPa.
3. Procedimiento de cuerdo con una de las reivindicaciones 1 y 2, caracterizado porque la pieza está realizada con agujeros que, al menos en su porción próxima al orificio exterior, presentan un diámetro creciente hacia el exterior.
Patentes similares o relacionadas:
Subestructuras eficientes, del 4 de Diciembre de 2019, de THE BOEING COMPANY: Un componente que comprende: una parte que comprende una estructura similar a un panal , dicha parte formada de al menos un material […]
Panel de piso frontal, del 7 de Agosto de 2019, de NIPPON STEEL CORPORATION: Panel de piso frontal de un metal de una carrocería de automóvil que tiene un túnel (104a) de piso conformado para su orientación en una dirección longitudinal de la […]
Formación de un codo en una ondulación, del 5 de Junio de 2019, de GAZTRANSPORT ET TECHNIGAZ: Dispositivo de formación de chapa destinado a formar un codo en una ondulación, constando el dispositivo de formación de: un bastidor inferior que presenta una […]
Elemento de refuerzo para un vehículo, procedimiento de producción del mismo y ensamblaje de la puerta, del 10 de Abril de 2019, de Arcelormittal: Elemento de refuerzo para reforzar la estructura de una puerta de un vehículo, extendiéndose dicho elemento de refuerzo a lo largo de una dirección principal y que comprende […]
Panal, en particular panal deformable, para componentes ligeros, así como bloque de panal para la fabricación del panal y procedimiento de fabricación correspondiente, del 28 de Noviembre de 2018, de EURO-COMPOSITES S.A.: Panal para componentes ligeros, en particular panal deformable, por ejemplo, para componentes ligeros con una superficie curvada, que comprende […]
 Panel metálico con estructura celular para usar en un absorbedor de energía de impacto y procedimiento de fabricación relacionado, del 4 de Septiembre de 2013, de Impero, Pasquale: Un panel metálico celular compuesto por una pluralidad de celdas y configurado para absorber energía deimpacto en el plano / superficie […]
Panel metálico con estructura celular para usar en un absorbedor de energía de impacto y procedimiento de fabricación relacionado, del 4 de Septiembre de 2013, de Impero, Pasquale: Un panel metálico celular compuesto por una pluralidad de celdas y configurado para absorber energía deimpacto en el plano / superficie […]
PROCEDIMIENTO DE FABRICACIÓN DE UNA ESTRUCTURA PROVISTA DE RANURAS, del 5 de Marzo de 2012, de SONACA S.A.: Procedimiento de fabricación de al menos una estructura metálica que comprende una pared exterior lisa , una pared interior y […]
 PROCEDIMIENTO PARA OBTENER, MEDIANTE ESTAMPACION, UN SISTEMA DE FIJACION Y RETENCION DE PLETINAS PARA REJAS Y SIMILARES, del 16 de Diciembre de 2008, de MUÑOZ ARROYO,JUAN CARLOS: El objeto de esta patente de invención es un procedimiento para obtener, mediante estampación, un sistema de fijación y retención de pletinas para […]
PROCEDIMIENTO PARA OBTENER, MEDIANTE ESTAMPACION, UN SISTEMA DE FIJACION Y RETENCION DE PLETINAS PARA REJAS Y SIMILARES, del 16 de Diciembre de 2008, de MUÑOZ ARROYO,JUAN CARLOS: El objeto de esta patente de invención es un procedimiento para obtener, mediante estampación, un sistema de fijación y retención de pletinas para […]