Método para manufacturar de forma continua acero laminado en frío.
Método para manufacturar acero laminado en frío de forma continua,
que incluye los siguientes pasos: proporcionar bobinas (100) de acero (400); desbobinar y soldar las bobinas (100) de acero (400) en una instalación para desbobinado y soldadura (21), donde las bobinas (100) de acero (400) se aplanan en un dispositivo desbobinador (211) y se sueldan en un dispositivo soldador (212); pasar el acero (400), aplanado y soldado, por un conjunto de rodillos tensores (221) que se encuentran en un primer acumulador de tiras (22); trasladar el acero (400) del primer acumulador de tiras (22) a un dispositivo de laminado en frío (23) donde se lamina en frío el acero (400), lo que da como resultado acero laminado en frío con un grosor predeterminado; trasladar el acero laminado en frío del dispositivo de laminado en frío (23) a un dispositivo desengrasante (24) para eliminar la grasa del acero blanco laminado en frío; trasladar el acero laminado en frío del dispositivo desengrasante (24) a un segundo acumulador de tiras (25) que cuenta con un conjunto de rodillos tensores (251); trasladar el acero laminado en frío del segundo acumulador de tiras (25) a una instalación para el recocido y el decapado (26), donde se recuece el acero laminado en frío y se electroliza y lava con ácido después de recocerlo para eliminar escamas del acero laminado en frío; trasladar el acero laminado en frío de la instalación para el recocido y el decapado (26) a un tercer acumulador de tiras (27) que cuenta con un conjunto de rodillos tensores (271), caracterizado porque las bobinas (100) de acero (400) son bobinas de acero blanco y se fabrican mediante laminado en caliente de acero fundido y, a continuación, recociendo y decapando el acero fundido; y porque el método incluye además: trasladar el acero laminado en frío desde el tercer acumulador de tiras (27) a un dispositivo de laminado por temple (28) para añadir brillo al acero laminado en frío; trasladar el acero laminado en frío desde el dispositivo de laminado por temple (28) hasta un dispositivo de tensonivelado (29) para nivelar el acero laminado en frío;
trasladar el acero laminado en frío desde el dispositivo de tensonivelado (29) a un cuarto acumulador de tiras (31) que cuenta con un conjunto de rodillos tensores (311); y trasladar el acero laminado en frío desde el cuarto acumulador de tiras (31) a una instalación de rebobinado y desbarbado (32) para desbarbar y rebobinar el acero laminado en frío.
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E07254712.
Solicitante: YIEH UNITED STEEL CORP.
Nacionalidad solicitante: Taiwan, Provincia de China.
Dirección: 600, SHING LOONG ST., JIA HSING LI, KANGSHAN JENN KAOHSIUNG HSIEN TAIWAN.
Inventor/es: Lin,I-Shou, Hsu,Wen-Chein, Huang,Chen-Hui.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B21B1/28 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21B LAMINADO DE METALES (operaciones auxiliares en relación con el trabajo de los metales previstos en la clase B21, ver B21C; curvado por pasado entre rodillos B21D; fabricación de objetos particulares, p. ej. tornillos, ruedas, anillos, cilindros o bolas, por laminado B21H; soldadura por presión por medio de un laminado B23K 20/04). › B21B 1/00 Métodos de laminado o laminadores para la fabricación de productos semiacabados de sección llena o de perfilados (B21B 17/00 - B21B 23/00 tienen prioridad; si dependen de la composición del material a laminar B21B 3/00; alargamiento de bandas de metal trabajadas en circuito cerrado, por laminación simultánea en varios puestos de laminado B21B 5/00; laminadores considerados en conjunto B21B 13/00; colada continua en moldes de paredes que se desplazan B22D 11/06 ); Secuencia de operaciones en los trenes de laminación; Instalaciones de una fábrica de laminación, p. ej. agrupamiento de cajas; Sucesión de pasadas o de alternancias de pasadas. › por laminado en frío.
- C21D8/02 QUIMICA; METALURGIA. › C21 METALURGIA DEL HIERRO. › C21D MODIFICACION DE LA ESTRUCTURA FISICA DE LOS METALES FERROSOS; DISPOSITIVOS GENERALES PARA EL TRATAMIENTO TERMICO DE METALES O ALEACIONES FERROSOS O NO FERROSOS; PROCESOS DE MALEABILIZACION, p.ej. POR DESCARBURACION O REVENIDO (cementación por procesos de difusión C23C; tratamiento de la superficie de materiales metálicos utilizando al menos un proceso cubierto por la clase C23 y al menos un proceso cubierto por la presente subclase, C23F 17/00; solidificación unidireccional de materiales eutécticos o separación unidireccional de materiales eutectoides C30B). › C21D 8/00 Modificación de las propiedades físicas por deformación en combinación con, o seguida por, un tratamiento térmico (endurecido de objetos o de materiales formados por forja o laminado sin otro calentamiento que el necesario para dar la forma C21D 1/02). › durante la fabricación de productos planos o de bandas (C21D 8/12 tiene prioridad).
- C23G3/02 C […] › C23 REVESTIMIENTO DE MATERIALES METALICOS; REVESTIMIENTO DE MATERIALES CON MATERIALES METALICOS; TRATAMIENTO QUIMICO DE LA SUPERFICIE; TRATAMIENTO DE DIFUSION DE MATERIALES METALICOS; REVESTIMIENTO POR EVAPORACION EN VACIO, POR PULVERIZACION CATODICA, POR IMPLANTACION DE IONES O POR DEPOSICION QUIMICA EN FASE VAPOR, EN GENERAL; MEDIOS PARA IMPEDIR LA CORROSION DE MATERIALES METALICOS, LAS INCRUSTACIONES, EN GENERAL. › C23G LIMPIEZA O DESENGRASADO DE MATERIALES METALICOS POR METODOS QUIMICOS NO ELECTROLITICOS (composiciones de pulimento C09G; detergentes en general C11D). › C23G 3/00 Aparatos para limpieza o decapado de materiales metálicos (por medio de solventes orgánicos C23G 5/04). › para limpieza de alambres, cintas, filamentos metálicos en continuo.
PDF original: ES-2384734_T3.pdf
Fragmento de la descripción:
Método para manufacturar de forma continua acero laminado en frío
La presente invención se refiere a un método para fabricar de forma continua acero laminado en frío, en concreto, un método para fabricar continuamente acero laminado en frío a partir de acero blanco. [0002] Un proceso convencional para fabricar acero inoxidable incluye esencialmente su fundición, laminado en caliente y laminado en frío. Un bloque de acero obtenido de la fundición se lamina en caliente para obtener una bobina de acero negro que, a continuación, se recuece y se decapa para obtener una bobina de acero blanco. La bobina de acero blanco puede procesarse además mediante laminado en frío, recocido, decapado, laminación por temple, tensonivelado, etc. para obtener un producto de bobina de acero. El producto obtenido por laminación en frío, recocido y decapado se conoce como bobina de acero 2D y el producto obtenido mediante una laminación por temple adicional y tensonivelado de la bobina de acero 2D se conoce como bobina de acero 2B. [0003] Con referencia a la Figura 1, un proceso convencional para manufacturar acero laminado en frío se lleva a cabo utilizando una línea de producción con varias etapas incluyendo una instalación de preparación de la bobina de acero 11, una instalación de laminado en frío 12, una instalación de recocido y decapado 13, una instalación de laminación por temple 1 y una instalación de tensonivelado 15 que son independientes entre ellas. [0004] La instalación de preparación de la bobina de acero 11 se utiliza para desenrollar una bobina de acero blanco 100 en una tira de acero blanco 400 que está soldada con partes de la guía contando cada una de ellas con una longitud de 8-10 metros en dos extremos de la misma y, a continuación, se enrolla en una bobina de acero 200. La bobina de acero 200 se transporta a la instalación de laminado en frío 12. [0005] La bobina de acero 200 se desenrolla para formar una tira de acero 400, que pasa a través de la instalación de laminado en frío 12. La instalación de laminado en frío 12 es un laminador en frío de 20 cilindros y se utiliza para laminar en frío la tira de acero 400 para obtener un grosor predeterminado. La tira de acero 400 tras el laminado en frío se enrolla en una bobina de acero 200 que se transporta a la instalación de recocido y decapado 13. [0006] La bobina de acero 200 se desenrolla para formar una tira de acero 400 que pasa a través de la instalación de recocido y decapado 13 en la que la tira de acero 400 se recuece y se decapa para eliminar las escamas de la tira de acero 400. La tira de acero 400, tras su decapado, se enrolla en una bobina de acero 200 que es la bobina de acero 2D. [0007] La bobina de acero 2D 200 puede ser transportada además a la instalación de laminación por temple 14. La bobina de acero 200 está desenrolladla formando una tira de acero 400 que pasa a través de la instalación de laminación por temple 14. La instalación de laminación por temple 14 se utiliza para añadir brillo a la tira de acero 400. La tira de acero 400 tras laminación por temple se enrolla en una bobina de acero 200 que se transporta a la instalación de tensonivelado 15. [0008] La bobina de acero 200 se desenrolla para formar una tira de acero 400 que pasa a través de la instalación de tensonivelado 15 en la que la cinta de acero 400 se tensonivela y se desbarba y se enrolla para obtener un producto de bobina de acero 300 (esto es, la bobina de acero 2B) . [0009] Puesto que las instalaciones 11, 12, 13, 14, 15 para realizar el proceso convencional de manufactura de acero laminado en frío son independientes, se requieren múltiples operaciones de embalaje, como operaciones de bobinado intermedias, y el transporte de las bobinas de una instalación a la otra. Además, también es costoso en términos de consumo de energía debido a las múltiples operaciones de transporte del producto intermedio (bobinas) entre las instalaciones. Además, el almacenamiento del producto intermedio ocupa espacio. [0010] Para superar las desventajas encontradas en la línea de producción convencional en varias etapas, es deseable en el estado de la técnica desarrollar una línea de producción continua para manufacturar acero laminado en frío. [0011] La patente de EE.UU. nº 6.478.899 revela un método y una instalación para realizar tiras de acero inoxidable laminadas en frío que consiste en ejecutar de forma continua sobre una única línea de producción todos los pasos del proceso para fabricar una tira de acero inoxidable laminado en frío a partir de una pieza fundida de una tira delgada directamente a partir del metal líquido, es decir, a partir del paso de la fundición a través de los pasos de finalización al empaquetado de la tira en forma de bobina. Sin embargo, dado que el método y la instalación divulgados en ella comienzan directamente a partir de la fundición de una tira de acero inoxidable directamente del metal líquido, las unidades de operación y los pasos involucrados son relativamente complicados. Por lo tanto, la técnica divulgada no es práctica para su uso en el sector. [0012] La Patente de EE.UU nº 6.546.771 divulga un método para manufacturar tiras de acero inoxidable que comprende el laminado en frío de tiras que en un proceso precedente han sido fabricadas a través de fundición de las tiras y/o han sido laminadas en caliente. De conformidad con varios requisitos específicos del producto final, el acero inoxidable pasará una o dos veces a través de la línea del laminador. Además, la línea del laminador o sus partes también pueden utilizarse para procesos destinados a fabricar tiras con varias características específicas que son de especial importancia para algunas aplicaciones. Dado que ciertas partes de la línea del laminador deberían detenerse en vista de los requisitos específicos del producto final, la tasa de utilización de la línea del laminador es relativamente baja. [0013] Todavía es deseable en el estado de la técnica proporcionar un método mejorado para la manufactura continua de acero laminado en frío. [0014] Por lo tanto, el objeto de la presente invención es proporcionar un método para la manufactura continua de acero laminado en frío para superar las desventajas arriba indicadas del estado de la técnica anterior. [0015] Por lo tanto, la invención proporciona un método para manufacturar de forma continua de acero laminado en frío como se indica en la reivindicación 1. [0016] Las características preferidas de la invención se exponen en las reivindicaciones 2 a 8. [0017] Otras características y ventajas de la presente invención serán evidentes en la siguiente descripción detallada de la realización preferida con referencia a los dibujos que se acompañan, de los cuales:
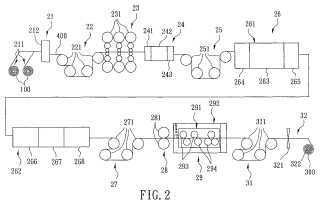
La Figura 1 es un diagrama esquemático de un proceso convencional para manufacturar acero laminado en frío realizado mediante una línea de producción de varias etapas; La Figura 2 es un diagrama esquemático de una realización preferida de un método para manufacturar de forma continua acero laminado en frío de conformidad con esta invención; y La Figura 3 es un gráfico de barras que muestra una comparación entre la eficacia de la producción de la realización preferida y la de la técnica anterior de la Figura 1.
Con referencia a la Figura 2, la realización preferida de un método para manufacturar de forma continua acero laminado en frío de conformidad con esta invención incluye los pasos de:
1) proporcionar bobinas de acero blanco: Se proporcionan bobinas 100 de acero blanco 400 que se fabrican mediante laminación en caliente de acero fundido seguido de recocido y decapado del acero fundido.
2) desbobinado y soldadura El acero blanco se somete a desbobinado y soldadura en una instalación de desbobinado y soldadura 21 en la que las bobinas 100 de acero blanco 400 son aplanadas en un dispositivo de desbobinado 211 y son soldadas en un dispositivo soldador 212. El dispositivo desbobinador 211 incluye dos desbobinadores tipo mandril en voladizo. El dispositivo soldador 212 incluye un primer arco eléctrico para soldar una tira de acero con un grosor de más de 1, 5 mm, preferentemente 1, 5
– 6 mm, y un segundo arco eléctrico para soldar una tira de acero con un grosor inferior a 1, 5 mm.
3) el paso a través de un primer acumulador de tiras: El acero blanco soldado y aplanado 400 pasa a través de un conjunto de rodillos de tensión 221 dispuestos en un primer acumulador de tiras 22.
4) laminación en frío: El acero blanco 400 se mueve desde el primer acumulador de tiras 22 a un dispositivo de laminación en frío 23 para laminar en frío el acero blanco 400 para obtener un acero laminado... [Seguir leyendo]
Reivindicaciones:
1. Método para manufacturar acero laminado en frío de forma continua, que incluye los siguientes pasos: proporcionar bobinas (100) de acero (400) ; desbobinar y soldar las bobinas (100) de acero (400) en una instalación para desbobinado y soldadura (21) , donde las bobinas (100) de acero (400) se aplanan en un dispositivo desbobinador (211) y se sueldan en un dispositivo soldador (212) ; pasar el acero (400) , aplanado y soldado, por un conjunto de rodillos tensores (221) que se encuentran en un primer acumulador de tiras (22) ; trasladar el acero (400) del primer acumulador de tiras (22) a un dispositivo de laminado en frío (23) donde se lamina en frío el acero (400) , lo que da como resultado acero laminado en frío con un grosor predeterminado; trasladar el acero laminado en frío del dispositivo de laminado en frío (23) a un dispositivo desengrasante (24) para eliminar la grasa del acero blanco laminado en frío; trasladar el acero laminado en frío del dispositivo desengrasante (24) a un segundo acumulador de tiras (25) que cuenta con un conjunto de rodillos tensores (251) ; trasladar el acero laminado en frío del segundo acumulador de tiras (25) a una instalación para el recocido y el decapado (26) , donde se recuece el acero laminado en frío y se electroliza y lava con ácido después de recocerlo para eliminar escamas del acero laminado en frío; trasladar el acero laminado en frío de la instalación para el recocido y el decapado (26) a un tercer acumulador de tiras (27) que cuenta con un conjunto de rodillos tensores (271) , caracterizado porque las bobinas (100) de acero (400) son bobinas de acero blanco y se fabrican mediante laminado en caliente de acero fundido y, a continuación, recociendo y decapando el acero fundido; y porque el método incluye además: trasladar el acero laminado en frío desde el tercer acumulador de tiras (27) a un dispositivo de laminado por temple (28) para añadir brillo al acero laminado en frío; trasladar el acero laminado en frío desde el dispositivo de laminado por temple (28) hasta un dispositivo de tensonivelado (29) para nivelar el acero laminado en frío;
trasladar el acero laminado en frío desde el dispositivo de tensonivelado (29) a un cuarto acumulador de tiras (31) que cuenta con un conjunto de rodillos tensores (311) ; y trasladar el acero laminado en frío desde el cuarto acumulador de tiras (31) a una instalación de rebobinado y desbarbado (32) para desbarbar y rebobinar el acero laminado en frío.
2. El método reivindicado en la Reivindicación 1, caracterizado porque el acero (400) está laminado en frío con una proporción de laminado que oscila entre el 50% y el 70% y con un grosor de aproximadamente 0, 3 mm.
3. El método reivindicado en la Reivindicación 1, caracterizado porque el dispositivo desengrasante (24) incluye una zona de pulverización de una solución de base (241) para pulverizar una solución de base sobre el acero laminado en frío, una zona de lavado con agua (242) para lavar el acero laminado en frío utilizando agua y una zona de secado (243) para secar el acero laminado en frío tras el lavado.
4. El método reivindicado en la Reivindicación 1, caracterizado porque la instalación para el recocido y el decapado (26) incluye un dispositivo de recocido (261) que cuenta con una zona de calentamiento (263) que funciona a una temperatura que oscila entre los 1000 ºC y los 1200 ºC, una zona de precalentamiento (264) que está situada al principio de la zona de calentamiento (263) y en la que el acero laminado en frío se precalienta mediante calor por radiación generado por la zona de calentamiento (263) y una zona de enfriamiento (265) que está dispuesta al final de la zona de calentamiento (263) y en la que el acero laminado en frío se enfría a una temperatura no superior a 80 ºC.
5. El método reivindicado en la Reivindicación 1, caracterizado porque el dispositivo de desbobinado (211) incluye dos desbobinadores tipo mandril en voladizo.
6. El método reivindicado en la Reivindicación 1, caracterizado porque el dispositivo soldador (212) incluye un primer soldador con arco eléctrico para soldar una tira de acero con un grosor superior a 1, 5 mm y un segundo soldador con arco eléctrico para soldar una tira de acero con un grosor inferior a 1, 5 mm. 7. El método reivindicado en la Reivindicación 1, caracterizado porque la 5 instalación para el recocido y el decapado (26) incluye un dispositivo para el decapado (262) que cuenta con un depósito de electrolización (266) que contiene una solución de sulfato de sodio para eliminar las escamas de óxido de hierro del acero laminado en frío, un depósito de lavado con ácido (267) que contiene ácido nítrico y ácido hidrofluórico para eliminar escamas de óxido Fe10 Cr-Ni del acero laminado en frío y una zona de lavado en agua (268) para lavar el acero laminado en frío. 8. El método reivindicado en la Reivindicación 1, caracterizado porque el dispositivo de tensonivelado (29) incluye un dispositivo de lavado y secado 15 (292) para lavar y secar el acero laminado en frío tras la nivelación.
TÉCNICA ANTERIOR
coste del equipo coste de personal tasa de explotación rendimiento productividad coste global de producción
Patentes similares o relacionadas:
Procedimiento para la fabricación de una lámina de acero recuperada que tiene una matriz austenítica, del 15 de Julio de 2020, de Arcelormittal: Procedimiento de fabricación de una lámina de acero recuperada que tiene una matriz austenítica que presenta al menos una propiedad mecánica (M) […]
Procedimiento de tratamiento termomecánico, del 8 de Julio de 2020, de Voestalpine Grobblech GmbH: Procedimiento de tratamiento termomecanico para la produccion de una chapa gruesa a partir de un material de partida para el aumento de la tenacidad, […]
Acero inoxidable ferrítico-austenítico de excelente resistencia a la corrosión y trabajabilidad, del 1 de Julio de 2020, de Nippon Steel & Sumikin Stainless Steel Corporation: Un acero inoxidable ferrítico-austenítico de excelente trabajabilidad, caracterizado por que consiste en, en % en masa, C: 0,002 a 0,1%, Si: 0,05 a 2%, Mn: […]
Lámina de acero inoxidable para separadores de pila de combustible, y método de producción para la misma, del 17 de Junio de 2020, de JFE STEEL CORPORATION: Lámina de acero inoxidable para separadores de pila de combustible, que comprende: una composición química que contiene, en % en masa, C: del […]
Método para la conformación en caliente de un componente de acero, del 17 de Junio de 2020, de VOLKSWAGEN AKTIENGESELLSCHAFT: Método de conformación en caliente de un componente de acero , que se calienta en una etapa de tratamiento térmico (II) a un intervalo de […]
Procedimiento para la fabricación de un acero de embalaje nitrurado, del 3 de Junio de 2020, de ThyssenKrupp Rasselstein GmbH: Procedimiento para la fabricación de un acero de embalaje nitrurado a partir de un producto de acero laminado en caliente con un contenido de carbono del 0,04 al 0,12 […]
Plancha de acero de buena resistencia a la fatiga y crecimiento de grietas y método de fabricación de la misma, del 3 de Junio de 2020, de BAOSHAN IRON & STEEL CO., LTD: Plancha de acero que tiene excelente resistencia al crecimiento de grietas por fatiga, siendo los componentes de la plancha de acero en porcentaje en peso: C: 0,040-0,070%, […]
Chapa de acero inoxidable ferrítico de alta pureza con excelente resistencia a la corrosión y con propiedad anti-reflectante, del 20 de Mayo de 2020, de Nippon Steel & Sumikin Stainless Steel Corporation: Chapa de acero inoxidable ferrítico de alta pureza con excelente resistencia a la corrosión y propiedad antireflectante, que consiste en, en % en masa, […]