DISPOSITIVO DE ENFRIAMIENTO Y/O LAVADO DE ALAMBRES Y/O DE CINTAS DE ACERO.
Dispositivo de enfriamiento y/o de lavado de al menos un alambre o una cinta de acero,
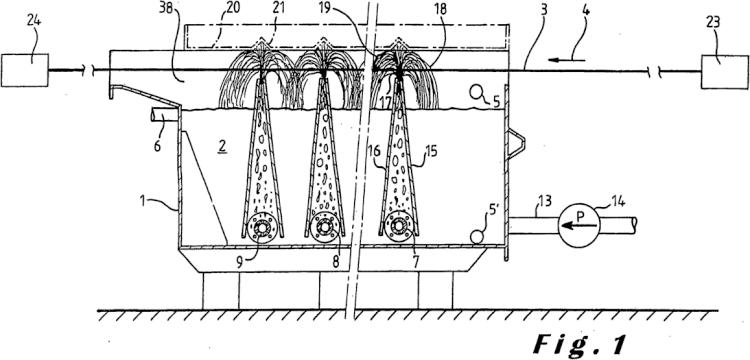
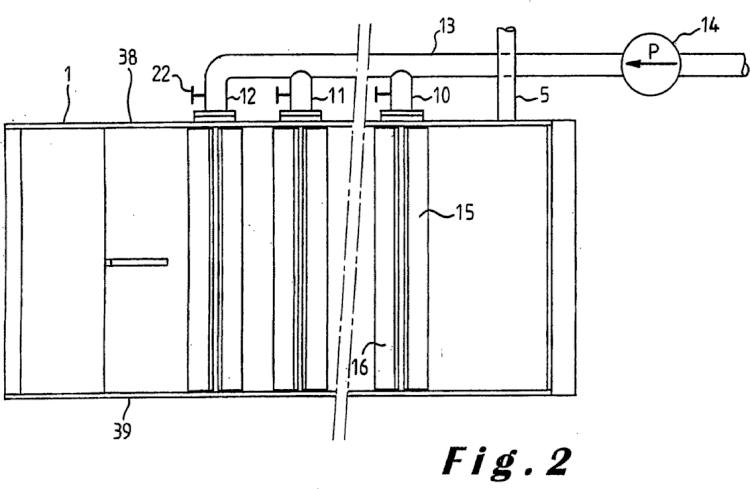
que comprende - medios de arrastre en paso continuo (23, 24) de al menos un alambre y/o una cinta de acero (3), caracterizado porque comprende, además - una cuba (1) que contiene un líquido de enfriamiento y/o de lavado y dispuesta por debajo de los citados al menos un alambre y/o una cinta que pasan de modo continuo (3), estando provista esta cuba de salidas a partir de las cuales fluyen de manera turbulenta un cierto número de sucesivas cortinas de líquido (17) a través de las cuales pasan de modo continuo los citados al menos un alambre y/o una cinta de acero, - medios de proyección (7-9, 13, 16) de las citadas cortinas de líquido a partir de las salidas de la cuba según un circulación turbulenta ascensional, comprendiendo estos medios de proyección medios de alimentación de burbujas de gas a presión en una parte inferior de la cuba (1) y medios de guía forzada (15, 16), hacia las citadas salidas, de las burbujas que arrastran el líquido hacia arriba en forma de cortinas de líquido con circulación turbulenta ascensional, y - medios de ajuste (22) del número de cortinas sucesivas que hay que atravesar por los citados al menos un alambre y/o una cinta en función del enfriamiento y/o del lavado que haya que conseguir
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/BE2003/000101.
Solicitante: FIB BELGIUM S.A.
Nacionalidad solicitante: Bélgica.
Dirección: AVENUE LANDAS 4 1480 TUBIZE BELGICA.
Inventor/es: BAUDEN,Jacques.
Fecha de Publicación: .
Fecha Solicitud PCT: 5 de Junio de 2003.
Clasificación Internacional de Patentes:
- C21D1/667 QUIMICA; METALURGIA. › C21 METALURGIA DEL HIERRO. › C21D MODIFICACION DE LA ESTRUCTURA FISICA DE LOS METALES FERROSOS; DISPOSITIVOS GENERALES PARA EL TRATAMIENTO TERMICO DE METALES O ALEACIONES FERROSOS O NO FERROSOS; PROCESOS DE MALEABILIZACION, p.ej. POR DESCARBURACION O REVENIDO (cementación por procesos de difusión C23C; tratamiento de la superficie de materiales metálicos utilizando al menos un proceso cubierto por la clase C23 y al menos un proceso cubierto por la presente subclase, C23F 17/00; solidificación unidireccional de materiales eutécticos o separación unidireccional de materiales eutectoides C30B). › C21D 1/00 Métodos o dispositivos generales para tratamientos térmicos, p. ej. recocido, endurecido, temple o revenido. › para el temple por pulverización.
- C21D9/573 C21D […] › C21D 9/00 Tratamiento térmico, p. ej. recocido, endurecido, revenido, temple, adaptado para artículos particulares; Sus hornos. › con enfriamiento.
- C21D9/573B
- C23G3/02 C […] › C23 REVESTIMIENTO DE MATERIALES METALICOS; REVESTIMIENTO DE MATERIALES CON MATERIALES METALICOS; TRATAMIENTO QUIMICO DE LA SUPERFICIE; TRATAMIENTO DE DIFUSION DE MATERIALES METALICOS; REVESTIMIENTO POR EVAPORACION EN VACIO, POR PULVERIZACION CATODICA, POR IMPLANTACION DE IONES O POR DEPOSICION QUIMICA EN FASE VAPOR, EN GENERAL; MEDIOS PARA IMPEDIR LA CORROSION DE MATERIALES METALICOS, LAS INCRUSTACIONES, EN GENERAL. › C23G LIMPIEZA O DESENGRASADO DE MATERIALES METALICOS POR METODOS QUIMICOS NO ELECTROLITICOS (composiciones de pulimento C09G; detergentes en general C11D). › C23G 3/00 Aparatos para limpieza o decapado de materiales metálicos (por medio de solventes orgánicos C23G 5/04). › para limpieza de alambres, cintas, filamentos metálicos en continuo.
Clasificación PCT:
Clasificación antigua:
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
PDF original: ES-2358037_T3.pdf
Fragmento de la descripción:
La presente invención es relativa a un dispositivo de enfriamiento y/o de lavado de al menos un alambre y/o una cinta de acero.
Desde hace mucho tiempo se conocen baños de enfriamiento de alambres destinados a un temple de los alambres de acero con miras a obtener una transformación de éste.
Se puede citar, por ejemplo, el patentado de los alambres de acero que comprende un temple isotermo, es decir un enfriamiento rápido de alambres llevados a la temperatura austenítica hasta una zona de formación perlítica en la que los alambres son mantenidos de manera más o menos isoterma para asegurar la descomposición sensiblemente completa de la austenita y un destensionado del acero.
Se conocen procedimientos que utilizan baños de plomo o de sal fundida en los cuales se sumergen los alambres que hay que enfriar. Estos procedimientos, muy eficaces, están proscritos actualmente por razones de toxicidad y de peligro para el medio ambiente.
Se conocen también procedimientos que utilizan baños acuosos. En el transcurso de la inmersión en un baño de agua de este tipo, de circulación laminar, no turbulenta, se forma una película de vapor todo alrededor de los alambres que hay que enfriar, que ralentiza el enfriamiento (véase por ejemplo el documento EP-A-0 216 434).
Para controlar de manera adecuada la intensidad y la velocidad del enfriamiento, así como un mantenimiento lo más isotérmico posible de los alambres durante su transformación perlítica, se ha propuesto también hacer pasar los alambres a través de varios baños de agua de circulación laminar, cada vez con formación de una película de vapor alrededor de los alambres que hay que enfriar, y entre diferentes baños acuosos, en alternancia, un enfriamiento por aire, durante el cual la película de vapor desaparece (véase por ejemplo el documento EP-B-0 524 689). Un procedimiento de este tipo presenta el inconveniente de ser técnicamente muy difícil de aplicar y de calcular para determinar correctamente cuándo los alambres de acero han alcanzado la temperatura deseada.
Se conocen también dispositivos de enfriamiento de alambres de acero que comprenden pulverizadores a partir de los cuales pueden aplicarse chorros de agua a alta presión a los alambres que hay que tratar (véase el documento BE-A-832391). Este dispositivo bastante complejo no permite una regulación fina de la temperatura de enfriamiento, necesita la utilización de una bomba de circulación a alta presión y de un circuito de canalizaciones, depósitos y pulverizadores que son susceptibles de problemas de obturación.
Se conocen también baños acuosos que tiene por objeto el lavado de alambres de acero por ejemplo antes y/o después de un baño de decapado con ácido.
Hay que significar que todos estos baños de líquido de acuerdo con el estado anterior de la técnica necesitan un sistema de bombeo de líquido que consume mucha energía.
La presente invención tiene por objetivo poner a punto un dispositivo simple y poco caro que permita superar los inconvenientes antes citados.
Se resuelve este problema de acuerdo con la invención por un dispositivo de enfriamiento y/o de lavado de al menos un alambre y/o una cinta de acero, que comprende
- medios de arrastre en paso continuo (23, 24) de al menos un alambre y/o cinta de acero (3),
- una cuba (1) que contiene un líquido de enfriamiento y/o de lavado y dispuesta por debajo del citado al menos un alambre y/o una cinta (3) que pasan de modo continuo, estando provista esta cuba de salidas a partir de las cuales fluyen de manera turbulenta un cierto número de sucesivas cortinas de líquido (17) a través de las cuales pasan de modo continuo los citados al menos un alambre y/o una cinta de acero,
- medios de proyección (7-9, 13, 16) de las citadas cortinas de líquido a partir de las salidas de la cuba según una circulación turbulenta ascensional, comprendiendo estos medios de proyección medios de alimentación de burbujas de gas a presión en una parte inferior de la cuba (1) y medios de guía forzada (15, 16), hacia las citadas salidas, de las burbujas que arrastran el líquido hacia arriba en forma de cortinas de líquido con circulación turbulenta ascensional, y
- medios de ajuste (22) del número de cortinas sucesivas que hay que atravesar por los citados al menos un alambre y/o una cinta en función del enfriamiento y/o del lavado que haya que conseguir
Este dispositivo ofrece la ventaja de que el contacto entre el líquido de enfriamiento y el alambre o la cinta es directo, sin posibilidad de formación de una película de vapor alrededor del alambre o de la cinta, película en la que el intercambio térmico es netamente menos favorable. Dada la velocidad de paso continuo de la película combinada con la velocidad de circulación de cada cortina transversalmente a la dirección de paso del alambre, el líquido de enfriamiento no tiene tiempo de formar alrededor del alambre una película de vapor y el intercambio térmico líquido-alambre de acero permanece excelente. Simultáneamente, el procedimiento ofrece la ventaja de poder detener el enfriamiento a cualquier temperatura deseada por una simple determinación del número de cortinas necesario. Esto es particularmente importante en el caso de un patentado de alambres de acero, en donde hay que evitar un temple demasiado rápido que dé lugar a la aparición de martensita en el acero, lo que hay que evitar en la mayor parte de los casos. A tal efecto, basta una simple regulación del número de cortinas que hay que atravesar en función de la velocidad de paso del alambre y de la circulación del líquido de enfriamiento, así como del diámetro del alambre que hay que enfriar. Esta regulación es simple puesto que basta detener las cortinas en exceso o poner en marcha las cortinas necesarias para alcanzar la temperatura deseada. Esta misma regulación es conveniente para el lavado, y el número de cortinas que hay que poner en servicio se determina de la misma manera, muy fácilmente.
De acuerdo con la invención, el líquido de enfriamiento es proyectado a presión a la manera de un géiser continuo y por tanto muy turbulento. Ventajosamente, las cortinas de circulación turbulenta ascensional presentan una cresta y, a partir de la citada cresta y al menos en un lado de cada cortina de circulación turbulenta ascensional, una caída de líquido de circulación turbulenta a través de la cual pasan además los citados al menos un alambre y/o una cinta de acero. Así pues, durante la realización de un géiser de este tipo, el alambre puede atravesar tres corrientes sucesivas de líquido de circulación turbulenta, una ascensional y las otras dos descendentes, lo que hace muy eficaz el enfriamiento o el lavado que se obtiene.
De acuerdo con la invención, los medios de proyección del dispositivo comprenden medios de alimentación de burbujas de gas a presión en una parte inferior de la cuba y medios de guía forzada, hacia las citadas salidas, de las burbujas que arrastran el líquido hacia arriba en forma de cortinas de líquido de circulación turbulenta ascensional. Se utilizará preferentemente un gas inerte con respecto al acero y en particular aire. Las burbujas de aire a presión arrastran el líquido de enfriamiento y hacen simultáneamente su circulación turbulenta, lo que favorece el intercambio térmico directo deseado. Además, la proyección hacia arriba por burbujas de aire no necesita un gasto de energía caro y permite evitar cualquier sistema de bombeo del líquido de enfriamiento.
El líquido de enfriamiento y/o de lavado puede ser un líquido cualquiera apropiado, agua, plomo, sal líquidos, un polímero, aceite y en particular agua, porque todos los inconvenientes encontrados por la utilización del agua en la técnica anterior pueden ser superados por el procedimiento de acuerdo con la invención.
Así pues, el dispositivo se presenta en forma de un dispositivo simple y fácil de controlar y de ajustar y permite consumir únicamente materiales no contaminantes y poco caros, es decir aire comprimido y agua de enfriamiento.
Otras particularidades relativas al dispositivo de acuerdo con la invención están indicadas en las reivindicaciones dadas más adelante.
Otros detalles de la invención se deducirán de la descripción dada a continuación, a título no limitativo y refiriéndose a los dibujos anejos.
La figura 1 representa una vista en corte longitudinal de un dispositivo de enfriamiento y/o de lavado de... [Seguir leyendo]
Reivindicaciones:
1. Dispositivo de enfriamiento y/o de lavado de al menos un alambre o una cinta de acero, que comprende
- medios de arrastre en paso continuo (23, 24) de al menos un alambre y/o una cinta de acero (3),
caracterizado porque comprende, además
- una cuba (1) que contiene un líquido de enfriamiento y/o de lavado y dispuesta por debajo de los citados al menos un alambre y/o una cinta que pasan de modo continuo (3), estando provista esta cuba de salidas a partir de las cuales fluyen de manera turbulenta un cierto número de sucesivas cortinas de líquido (17) a través de las cuales pasan de modo continuo los citados al menos un alambre y/o una cinta de acero,
- medios de proyección (7-9, 13, 16) de las citadas cortinas de líquido a partir de las salidas de la cuba según un circulación turbulenta ascensional, comprendiendo estos medios de proyección medios de alimentación de burbujas de gas a presión en una parte inferior de la cuba (1) y medios de guía forzada (15, 16), hacia las citadas salidas, de las burbujas que arrastran el líquido hacia arriba en forma de cortinas de líquido con circulación turbulenta ascensional, y
- medios de ajuste (22) del número de cortinas sucesivas que hay que atravesar por los citados al menos un alambre y/o una cinta en función del enfriamiento y/o del lavado que haya que conseguir.
2. Dispositivo de acuerdo con la reivindicación 1, caracterizado porque los medios de proyección de cortinas de líquido están dispuestos de modo que haya, al menos en un lado de cada cortina después de su ascensión, una caída de líquido (18, 19) que atraviese los citados al menos un alambre y/o una cinta de acero que pasan de modo continuo.
3. Dispositivo de acuerdo con la reivindicación 2, caracterizado porque los medios de proyección de cortinas de líquido están dispuestos uno con respecto a otro para que las caídas que provienen de al menos dos cortinas vecinas se entrecrucen.
4. Dispositivo de acuerdo con una de las reivindicaciones 1 a 3, caracterizado porque comprende, además, por encima de los citados al menos un alambre y/o cinta que pasan de modo continuo, medios deflectores (20, 21) que transforman la circulación turbulenta ascensional de las citadas cortinas de líquido hacia al menos un lado de cada cortina con el fin de formar a partir de estos al menos una caída de líquido de circulación turbulenta a través de la cual pasan al menos un alambre y/o una cinta de acero.
5. Dispositivo de acuerdo con una de las reivindicaciones 1 a 4, caracterizado porque los medios de guía forzada están constituidos por dos placas (15, 16) soportadas de parte a parte en la cuba (1) de manera que forman entre sí, en una extremidad superior situada por encima del nivel del líquido de enfriamiento y/o de lavado, una primera separación estrecha, uniforme y dispuesta perpendicularmente a los citados al menos un alambre y/o una cinta que hay que tratar y, en una segunda extremidad inferior situada hacia el fondo de la cuba, una segunda separación superior a la primera, llevando los medios de alimentación de burbujas de gas (7-9, 13, 14) a éstas entre las dos placas (15, 16) en la citada extremidad inferior de éstas.
6. Dispositivo de acuerdo con una de las reivindicaciones 1 a 5, caracterizado porque cada medio de proyección de una cortina de líquido de enfriamiento y/o de lavado comprende un medio de alimentación de burbujas de gas (7-9) propio y porque comprende, como medio de ajuste, medios (22) que permiten abrir o cerrar a elección el medio de alimentación de burbujas de gas de cada medio de proyección.
Patentes similares o relacionadas:
DISPOSITIVO Y PROCEDIMIENTO DE ENFRIA- MIENTO PARA ENFRIAR UN ALAMBRE E INSTALACIÓN DE PROCESADO DE ALAMBRE CORRESPONDIENTE, del 22 de Mayo de 2020, de DRUIDS PROCESS TECHNOLOGY, S.L: Dispositivo de enfriamiento para enfriar un alambre que comprende una primera cámara y una segunda cámara de enfriamiento a través de la cual […]
Procedimiento y dispositivo de enfriamiento de un sustrato metálico, del 18 de Marzo de 2020, de Arcelormittal: Procedimiento de enfriamiento de un sustrato metálico que discurre en una dirección longitudinal (A), comprendiendo dicho procedimiento expulsar al menos un primer […]
Enfriamiento forzado con agua de alambres de acero grueso, del 4 de Marzo de 2020, de NV BEKAERT SA: Un método de enfriamiento controlado de uno o múltiples alambres de acero previamente calentados y sustancialmente rectos en un intervalo de temperaturas predeterminado, comprendiendo […]
Procedimiento e instalación de tratamiento térmico continuo de una banda de acero, del 2 de Octubre de 2019, de FIVES STEIN: Procedimiento de tratamiento térmico continuo de una banda de acero según el cual: - la banda pasa a través de cámaras sucesivas de tratamiento térmico, […]
Horno de recocido continuo, del 24 de Julio de 2019, de CHUGAI RO CO., LTD.: Un horno de recocido continuo que comprende una porción de sellado de entrada que permite la introducción de un material sujeto alargado, […]
Horno de recocido y método para recocer un cordón de acero, del 24 de Abril de 2019, de Sandvik Materials Technology Deutschland GmbH: Un horno de recocido para recocer un cordón de acero con un primer aparato de calentamiento para calentar el cordón durante el funcionamiento del horno de recocido […]
Varilla de alambre de alta resistencia con excelente capacidad de trefilado y proceso para producir la misma, del 13 de Febrero de 2019, de NIPPON STEEL CORPORATION: Una varilla de alambre de acero de alta resistencia excelente en capacidad de estirado en bruto, que comprende, en % en peso: C: de 0,70 a 1,10%, […]
Horno de recocido continuo, del 11 de Octubre de 2018, de CHUGAI RO CO., LTD.: Un horno de recocido continuo que comprende una zona de calentamiento para calentar un material objeto y una zona de enfriamiento […]