Método de mecanizado electroquímico con duración de impulso de mecanizado óptima.
Método para el mecanizado electroquímico de una pieza (2) de trabajo eléctricamente conductora usando un dispositivo (1) de mecanizado electroquímico que incluye un electrodo (3) de herramienta opuesto a la pieza (2) de trabajo a través de un hueco (4) de mecanizado que tiene un valor predeterminado lleno con electrolito (5),
comprendiendo el dispositivo de mecanizado electroquímico además medios (40) para suministrar impulsos de tensión de mecanizado a través del hueco (4) de mecanizado, en el que según el método se alterna una aplicación de un primer número de los impulsos de tensión de mecanizado de una duración óptima predeterminada a través del hueco de mecanizado con un segundo número de impulsos de tensión de medición a través del hueco de mecanizado con el fin de medir un valor real del hueco (4) de mecanizado, caracterizado porque la duración óptima de los impulsos de tensión de mecanizado se deriva a partir de un valor máximo de un coeficiente de localización (L) para el valor predeterminado del hueco de mecanizado, en el que el coeficiente de localización (L) viene dado por la razón de valores de densidad de corriente local J(π,si) como función del tiempo y el valor del hueco:**Fórmula**
donde:
s1 - es el valor del hueco correspondiente a la primera cavidad
s2 - es el valor del hueco correspondiente a la segunda cavidad.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/IB2002/001501.
Solicitante: KONINKLIJKE PHILIPS ELECTRONICS N.V..
Nacionalidad solicitante: Países Bajos.
Dirección: GROENEWOUDSEWEG 1 5621 BA EINDHOVEN PAISES BAJOS.
Inventor/es: AGAFONOV, IGOR, L., ZAITSEV,Alexandr, BEZROUKOV,Sergey, BELOGORSKY,Aleksandr L, SMIRNOV,Maxim, ZHITNIKOV,Vladimir.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B23H3/02 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23H TRABAJO DEL METAL POR ACCION DE UNA ALTA CONCENTRACION DE CORRIENTE ELECTRICA, SOBRE LA PIEZA DE TRABAJO UTILIZANDO UN ELECTRODO EN LUGAR DE UNA HERRAMIENTA; UTILIZACION COMBINADA DE ESTA FORMA DE TRABAJO CON OTRAS FORMAS DE TRABAJO DEL METAL (procesos para producción electrolítica o electroforética de revestimientos, galvanoplastia, aparatos a este efecto C25D; procedimientos para retirar electrolíticamente material de los objetos C25F; fabricación de circuitos impresos utilizando técnicas de precipitación para aplicar el material conductor de manera que forme el diseño del conductor deseado H05K 3/18). › B23H 3/00 Trabajo electromecánico, es decir, levantamiento de material al pasar la corriente eléctrica entre un electrodo y la pieza de trabajo en presencia de un electrolito. › Circuitos eléctricos especialmente adaptados a este efecto, p. ej. alimentación eléctrica, control, prevención de cortocircuitos.
PDF original: ES-2380919_T3.pdf
Fragmento de la descripción:
Método de mecanizado electroquímico con duración de impulso de mecanizado óptima La invención se refiere a un método para el mecanizado electroquímico de una pieza de trabajo eléctricamente conductora usando un dispositivo de mecanizado electroquímico que incluye un electrodo de herramienta opuesto a la pieza de trabajo a través de un hueco de mecanizado que tiene un valor predeterminado lleno con electrolito, comprendiendo el dispositivo de mecanizado electroquímico además medios para suministrar impulsos de tensión de mecanizado a través del hueco de mecanizado, en el que según el método se alterna una aplicación de un primer número de los impulsos de tensión de mecanizado de una duración óptima predeterminada a través del hueco de mecanizado con un segundo número de impulsos de tensión de medición a través del hueco de mecanizado con el fin de medir un valor real del hueco de mecanizado.
La invención también se refiere a una disposición para el mecanizado electroquímico de una pieza de trabajo eléctricamente conductora aplicando impulsos de mecanizado eléctrico entre la pieza de trabajo y un electrodo eléctricamente conductor mientras se suministra electrolito entre la pieza de trabajo y el electrodo, comprendiendo la disposición un electrodo, medios para colocar el electrodo y la pieza de trabajo en una relación espacial para mantener un valor predeterminado de un hueco de mecanizado entre el electrodo y la pieza de trabajo, medios para suministrar electrolito al interior del hueco, una fuente de suministro de energía que puede conectarse eléctricamente al electrodo y la pieza de trabajo para suministrar impulsos de tensión de mecanizado a la pieza de trabajo y al electrodo e impulsos de tensión de medición para medir un valor real del hueco de mecanizado, medios para generar una señal de control durante los impulsos de tensión de medición, y medios de control de procedimiento para accionar los medios para colocar el electrodo y la pieza de trabajo en una relación espacial basándose en la señal de control para mantener el valor predeterminado del hueco.
El mecanizado electroquímico es un procedimiento en el que se disuelve una pieza de trabajo eléctricamente conductora en la ubicación de un electrodo mientras se suministra electrolito y corriente eléctrica. Con este fin, se pone el electrodo en la proximidad de la pieza de trabajo y, mientras se alimenta electrolito al interior del hueco entre la pieza de trabajo y el electrolito se pasa una corriente potente a través de la pieza de trabajo y el electrodo mediante el electrolito, siendo la pieza de trabajo positiva con respecto al electrodo. La corriente se aplica en forma de impulsos de mecanizado que tienen una amplitud y duración dadas. En los intervalos entre los impulsos de mecanizado se renueva el electrolito. En las condiciones de trabajo la pieza de trabajo está disolviéndose, aumentando por tanto el valor del hueco entre la pieza de trabajo y el electrodo. Para compensar esto, el electrodo y la pieza de trabajo se mueven uno hacia el otro con una velocidad de alimentación dada, como resultado de lo cual el electrodo forma una cavidad o eventualmente un orificio en la superficie de la pieza de trabajo, teniendo la forma de la cavidad u orificio la forma correspondiente a la forma del electrodo. Este procedimiento puede usarse, por ejemplo, para realizar cavidades u orificios intrincados en, o para conformar, metales o aleaciones endurecidos. La precisión de copiado con la que la forma de la cavidad o el orificio en la pieza de trabajo corresponde a la forma del electrodo es importante para la calidad del resultado.
Se conoce un método para el mecanizado electroquímico a partir de la publicación de solicitud de patente WO 99/51382. Según el método conocido, en los intervalos entre los impulsos de mecanizado se aplican deliberadamente impulsos de pasivación para depositar capas de pasivación sobre la pieza de trabajo. Seleccionando una amplitud y duración apropiadas de los impulsos de pasivación puede controlarse la distribución espacial de la capa de pasivación. Es preferible obtener una capa de pasivación con un grosor superior en las superficies laterales de la cavidad obtenida con respecto al grosor de la capa de pasivación en la superficie frontal de la cavidad. En este caso, la velocidad de disolución en la superficie frontal será superior con respecto a las superficies laterales, lo que conduce a una mejor precisión de copiado.
El inconveniente del método conocido para mejorar la precisión de copiado es la dificultad asociada con la selección de los valores para las características de impulsos de pasivación así como dimensiones del hueco con respecto a las superficies tanto frontal como laterales de la cavidad para obtener una capa de pasivación distribuida de manera no uniforme. La formación de la capa de pasivación se ve influida por la intensidad del campo eléctrico local. Debido a las faltas de homogeneidad de campo provocadas por la curvatura del electrodo así como por las precipitaciones sobre la superficie del cátodo no es posible crear la condición de funcionamiento para una precisión de copiado óptima.
Se conoce otro método para el mecanizado electroquímico a partir del documento GB 2 074 326. El método conocido está dispuesto para determinar un valor real del hueco interrumpiendo una secuencia adecuada de impulsos de mecanizado y, en primer lugar, midiendo la resistencia eléctrica a través del hueco entre un electrodo de herramienta y la pieza de trabajo, en segundo lugar, desplazando el electrodo de herramienta con respecto a la pieza de trabajo una distancia conocida y midiendo un nuevo valor de dicha resistencia eléctrica y, finalmente, calculando un valor inicial del hueco o un nuevo valor del hueco basándose en esas mediciones.
El método conocido a partir del documento GB 2 074 326 tiene una desventaja porque un hueco lleno de electrolito es aproximadamente como un resistor homogéneo. Esto puede no ser siempre verdad debido a la cavitación debida a los impulsos de mecanizado. Además, el método conocido no comprende medios para mejorar la precisión de copiado durante el mecanizado electroquímico.
Un objeto de la invención es proporcionar un método de mecanizado electroquímico con una precisión de copiado adicionalmente mejorada, en el que puede optimizarse el control del procedimiento. Para ello, el método del tipo definido en el párrafo de introducción se caracteriza porque se deriva la duración óptima de los impulsos de tensión de mecanizado a partir de un valor máximo de un coeficiente de localización para el valor predeterminado del hueco de mecanizado. Para ello, la disposición del tipo definido en el párrafo de introducción se caracteriza porque los medios de control de procedimiento están dispuestos para derivar una duración óptima de los impulsos de tensión de mecanizado a partir de un valor máximo de un coeficiente de localización para el valor predeterminado del hueco de mecanizado.
Según la medida técnica según la invención y basándose en un conocimiento fundamental del procedimiento electroquímico en el hueco, para cada valor predeterminado del hueco hay una única duración de impulso óptima, correspondiente a la precisión de copiado local óptima. Se entiende que, por ejemplo en caso de que las cavidades adyacentes tengan diferentes profundidades respectivas, puede lograrse la precisión de copiado máxima en caso de que las eficacias de disolución local varíen sustancialmente. Tal condición de funcionamiento óptima es válida para un determinado valor del hueco. Alternando los impulsos de mecanizado con impulsos de medición es posible obtener una información precisa sobre las dimensiones del hueco en línea durante el mecanizado electroquímico. En caso de que la medición de las dimensiones del hueco muestre un valor que se desvía de un valor preestablecido, es posible alterar las condiciones de funcionamiento llevando el hueco de vuelta al valor predeterminado o seleccionando otra duración de impulso de mecanizado, correspondiente a la duración de impulso óptima para el valor real medido del hueco. Es importante mencionar que, en caso de que la medición del valor del hueco se desvíe de manera positiva del valor predeterminado, es preferible establecer el sistema de vuelta a las condiciones de funcionamiento óptimas reduciendo el valor del hueco de vuelta al valor predeterminado.
La invención se basa además en el conocimiento de que en caso de cavidades adyacentes el coeficiente de localización máximo, correspondiente a una razón de velocidades de disolución locales, da como resultado la precisión... [Seguir leyendo]
Reivindicaciones:
1. Método para el mecanizado electroquímico de una pieza (2) de trabajo eléctricamente conductora usando un dispositivo (1) de mecanizado electroquímico que incluye un electrodo (3) de herramienta opuesto a la pieza (2) de trabajo a través de un hueco (4) de mecanizado que tiene un valor predeterminado lleno con electrolito (5) , comprendiendo el dispositivo de mecanizado electroquímico además medios (40) para suministrar impulsos de tensión de mecanizado a través del hueco (4) de mecanizado, en el que según el método se alterna una aplicación de un primer número de los impulsos de tensión de mecanizado de una duración óptima predeterminada a través del hueco de mecanizado con un segundo número de impulsos de tensión de medición a través del hueco de mecanizado con el fin de medir un valor real del hueco (4) de mecanizado, caracterizado porque la duración óptima de los impulsos de tensión de mecanizado se deriva a partir de un valor máximo de un coeficiente de localización (L) para el valor predeterminado del hueco de mecanizado, en el que el coeficiente de localización (L) viene dado por la razón de valores de densidad de corriente local J (", si) como función del tiempo y el valor del hueco:
donde:
s1 - es el valor del hueco correspondiente a la primera cavidad s2 - es el valor del hueco correspondiente a la segunda cavidad.
2. Método según la reivindicación 1, caracterizado porque una duración de los impulsos de tensión de medición es mayor que la duración de los impulsos de tensión de mecanizado, seleccionándose la duración de los impulsos de tensión de medición al menos suficiente para que un impulso de densidad de corriente a través del hueco de mecanizado alcance un máximo global.
3. Método según la reivindicación 2, caracterizado porque se determina un valor de un tiempo transcurrido correspondiente al máximo global del impulso de densidad de corriente y porque se deriva el valor real del hueco de mecanizado a partir de dicho valor.
4. Método según la reivindicación 3, caracterizado porque se corrige el valor del hueco de mecanizado en caso de que el valor real del hueco de mecanizado se desvíe del valor predeterminado del hueco de mecanizado.
5. Método según cualquiera de las reivindicaciones anteriores, caracterizado porque se establece un intervalo entre los impulsos de tensión de mecanizado a un valor suficiente para la renovación del electrolito en el hueco de mecanizado.
6. Método según la reivindicación 5, caracterizado porque se deriva el valor del intervalo entre los impulsos de tensión de mecanizado a partir de un parámetro de sistema incluyendo un valor de amplitud del impulso de densidad de corriente a través del hueco de mecanizado y un tiempo transcurrido para que el impulso de densidad de corriente alcance el valor de amplitud.
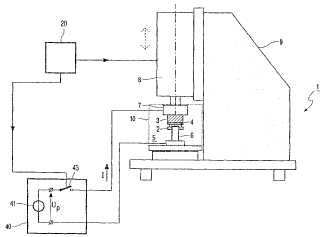
7. Disposición (1) para el mecanizado electroquímico de una pieza (2) de trabajo eléctricamente conductora aplicando impulsos de mecanizado eléctrico entre la pieza (2) de trabajo y un electrodo (3) eléctricamente conductor mientras se suministra electrolito (5) entre la pieza (2) de trabajo y el electrodo (3) , comprendiendo la disposición:
- un electrodo (3) ;
- medios (6, 7, 8, 9) para colocar el electrodo (3) y la pieza (2) de trabajo en una relación espacial para mantener un valor predeterminado de un hueco (4) de mecanizado entre el electrodo y la pieza de trabajo;
- medios (10) para suministrar electrolito (5) al interior del hueco (4) ;
- una fuente (40) de suministro de energía, que puede conectarse eléctricamente al electrodo (3) y a la pieza (2) de trabajo para suministrar impulsos de tensión de mecanizado a la pieza de trabajo y al electrodo e impulsos de tensión de medición para medir un valor real del hueco de mecanizado;
- medios (23) para generar una señal de control durante los impulsos de tensión de medición;
- medios (20) de control de procedimiento para accionar los medios (7, 25) para colocar el electrodo (3) y la pieza (2) de trabajo en una relación espacial basándose en la señal de control para mantener el valor predeterminado del hueco (4) ;
caracterizada porque los medios (20) de control de procedimiento están dispuestos para derivar una duración óptima de los impulsos de tensión de mecanizado a partir de un valor máximo de un coeficiente de localización (L) para el valor predeterminado del hueco de mecanizado, en la que el coeficiente de localización (L) viene dado por la razón de valores de densidad de corriente local J (", si) como función del tiempo y el valor del hueco:
donde: s1 - es el valor del hueco correspondiente a la primera cavidad s2 - es el valor del hueco correspondiente a la segunda cavidad.
8. Disposición (1) según la reivindicación 7, caracterizada porque los medios (20) de control de procedimiento comprenden medios (26, 43) de control de suministro de energía y medios (24) de cálculo para calcular un valor real del hueco (4) , basándose en la señal de control.
9. Disposición (1) según la reivindicación 8, caracterizada porque una relación entre el hueco (4) , la duración de impulso óptima y un tiempo transcurrido para que un impulso de densidad de corriente alcance un máximo global está disponible para los medios de cálculo en una tabla de calibración de consulta.
Patentes similares o relacionadas:
Tornillo de cierre de material metálico, del 17 de Junio de 2015, de FLAIG, HARTMUT: Tornillo de cierre de material metálico para un conducto de líquido, en particular para un conducto de aceite o recipiente de aceite, con una caña cilíndrica que […]
Método para realizar una eliminación automática de deposiciones catódicas durante un mecanizado electroquímico bipolar, del 30 de Mayo de 2013, de KONINKLIJKE PHILIPS ELECTRONICS N.V.: Método para el mecanizado electroquímico de una pieza de trabajo eléctricamente conductora en unelectrolito por medio de la aplicación de impulsos […]
METODO DE Y DISPOSICION PARA MAQUINADO ELECTROQUIMICO., del 1 de Septiembre de 2003, de KONINKLIJKE PHILIPS ELECTRONICS N.V.: La invención se refiere a un procedimiento que permite mecanizar por electrolisis una pieza conductora en un electrolito, gracias a impulsos eléctricos aplicados […]
PROCEDIMIENTO PARA LA MECANIZACION ELECTROQUIMICA DE MATERIAL., del 16 de Junio de 2003, de MAX-PLANCK-GESELLSCHAFT ZUR FIRDERUNG DER WISSENSCHAFTEN E.V.: Procedimiento para la mecanización de una pieza de trabajo a través de una reacción electroquímica deseada, donde al menos aquella parte de la pieza de […]
METODO DE MECANIZACION ELECTROQUIMICA MEDIANTE PULSOS BIPOLARES., del 16 de Febrero de 2001, de PHILIPS ELECTRONICS N.V. PHILIPS NORDEN AB: SE PRESENTA UN METODO PARA PROCESAR ELECTROQUIMICAMENTE UNA PIEZA DE TRABAJO ELECTRICAMENTE CONDUCTORA EN UN ELECTROLITO MEDIANTE LA APLICACION DE IMPULSOS ELECTRICOS […]
SISTEMA DE MECANIZACION ELECTROQUIMICO CONTROLADO POR ORDENADOR., del , de DONCASTERS, TURBO PRODUCTION DIVISION: SE EXPONEN TECNICAS DE MECANIZADO ELECTROQUIMICAS (ECM) QUE UTILIZAN SUPERVISION PARAMETRICA EN TIEMPO REAL, ALARMAS Y CONTROL DE REALIMENTACION, […]
PROCEDIMIENTO PARA LA REGULACION DE LA CORRIENTE EN UN PROCESO DE MECANIZACION ELECTROQUIMICA, del 1 de Julio de 1996, de FREMBGEN, FRITZ-HERBERT: LA REGULACION DE LA CORRIENTE EN PROCESOS DE DESBARBADO ELECTROQUIMICO DE UNA PIEZA DE TRABAJO SE REALIZA DE TAL FORMA QUE DURANTE UN PRIMER PERIODO DE MECANIZADO […]