Tornillo de cierre de material metálico.
Tornillo de cierre de material metálico para un conducto de líquido,
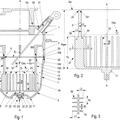
en particular para un conducto de aceite o recipiente de aceite, con una caña cilíndrica (36) que contiene una rosca exterior (22) en una placa de cima (12), en la que está previsto, en el centro, un taladro ciego (28) de sección transversal poligonal como órgano de alojamiento para una herramienta, en el que la caña (36) está configurada como tubo truncado (14) provisto con la rosca exterior (22) así como desde la superficie frontal (16) de la caña parte un taladro ciego coaxial (18) al taladro ciego (28) de la placa de cima (12), y en el que una sección de fases (24) que presenta un contorno de pata, hacia el tubo, inclinada desde la placa de cima (12), hacia el eje, y que se estrecha en dirección desde la placa de cima hacia fuera está prevista como transición hacia la caña (36), caracterizado por que
el contorno de pata (25), hacia el tubo, de la sección de fases es la línea inicial interior para la rosca exterior (22) que se extiende radialmente sobre este contorno, y por que el tornillo de cierre está configurado en una sola pieza.
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E10011923.
Solicitante: FLAIG, HARTMUT.
Nacionalidad solicitante: Alemania.
Dirección: Mühlstrasse 1 78554 Aldingen ALEMANIA.
Inventor/es: FLAIG, HARTMUT.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B23H3/02 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23H TRABAJO DEL METAL POR ACCION DE UNA ALTA CONCENTRACION DE CORRIENTE ELECTRICA, SOBRE LA PIEZA DE TRABAJO UTILIZANDO UN ELECTRODO EN LUGAR DE UNA HERRAMIENTA; UTILIZACION COMBINADA DE ESTA FORMA DE TRABAJO CON OTRAS FORMAS DE TRABAJO DEL METAL (procesos para producción electrolítica o electroforética de revestimientos, galvanoplastia, aparatos a este efecto C25D; procedimientos para retirar electrolíticamente material de los objetos C25F; fabricación de circuitos impresos utilizando técnicas de precipitación para aplicar el material conductor de manera que forme el diseño del conductor deseado H05K 3/18). › B23H 3/00 Trabajo electromecánico, es decir, levantamiento de material al pasar la corriente eléctrica entre un electrodo y la pieza de trabajo en presencia de un electrolito. › Circuitos eléctricos especialmente adaptados a este efecto, p. ej. alimentación eléctrica, control, prevención de cortocircuitos.
- F01M11/04 MECANICA; ILUMINACION; CALEFACCION; ARMAMENTO; VOLADURA. › F01 MAQUINAS O MOTORES EN GENERAL; PLANTAS MOTRICES EN GENERAL; MAQUINAS DE VAPOR. › F01M LUBRIFICACION DE MAQUINAS O MOTORES EN GENERAL; LUBRIFICACION DE LOS MOTORES DE COMBUSTION INTERNA; VENTILACION DEL CARTER. › F01M 11/00 Partes constitutivas, detalles o accesorios no cubiertos por, o de un interés distinto que, los grupos F01M 1/00 - F01M 9/00. › Llenado o vaciado del lubrificante de las máquinas o motores.
PDF original: ES-2547409_T3.pdf
Fragmento de la descripción:
Tornillo de cierre de material metálico La invención se refiere a un tornillo de cierre de material metálico para un conducto de líquido - en particular para un conducto de aceite o un recipiente de aceite - con una caña cilíndrica, que contiene una rosca exterior, en una placa de cima, en la que está previsto, en el centro, un taladro ciego de sección transversal poligonal como órgano de alojamiento para una herramienta, de acuerdo con el preámbulo de la reivindicación 1. Se conoce a partir del documento EP-A-0 451 344 un tornillo de cierre de plástico provisto con taladro ciego.
El documento GB-A-1 274 754 muestra un tornillo de cierre metálico.
Se conoce a partir del documento JP 57 151246 U un tornillo de cierre, que presenta un taladro ciego sobre un lado opuesto al orificio de accionamiento. La fabricación de un tornillo de este tipo es comparativamente costosa. El tornillo conocido presenta en la cabeza una sección de fases, en la que termina la rosca exterior. El tornillo conocido no se puede enroscar hasta el apoyo del lado inferior de la cabeza en una rosca interior, con lo que se pueden plantear problemas en la fabricación de una unión hermética.
Los tornillos de cierre de este tipo se emplean sobre todo en automóviles y, por lo tanto, deben generarse en grandes números de piezas. En este caso, se ha considerado desde hace mucho tempo como favorable que su fabricación sea realizada en al menos tres fases de fabricación. El cometido de la invención es modificarlo para mejorarlo.
A la solución de este cometido conducen las enseñanzas de la reivindicación independiente; las reivindicaciones dependientes indican desarrollos favorables. Además, están en el marco de la invención todas las combinaciones de al menos dos características publicadas en la descripción, en el dibujo y/o en las reivindicaciones.
De acuerdo con la invención, la caña está configurada como tubo truncado provisto con la rosca exterior y desde la superficie frontal de la caña del tornillo de cierre parte un taladro ciego - concebido nuevo - coaxial al taladro ciego habitual de la placa de cima. Es especialmente importante que en una sección de fases inclinada desde la placa de cima hacia el eje - en un ángulo de la sección longitudinal con preferencia de 30º -así como que se ensancha hacia la cima como transición hacia el tubo truncado, el contorno de pata, hacia el tubo, de esta sección de fases sea al mismo tiempo la línea inicial interior - constructiva - para la rosca exterior que se extiende radialmente más allá de este contorno. Por lo demás, se prefiere un diámetro del contorno de pata de la sección de fases de 19, 5 mm.
Se ha revelado que es favorable que el fondo del taladro ciego del tubo truncado presente una sección transversal inclinada desde su superficie de pared hacia el eje longitudinal del tornillo; de manera más ventajosa, el fondo de la superficie de pared debe tener aproximadamente 8 mm, en particular 7, 8 mm.
La configuración del tornillo de cierre de acuerdo con la invención comprende también que al borde de tubo libre del tubo truncado esté asociado al menos un borde de fases - y con preferencia a ambos lados, respectivamente, un borde de fases inclinado fuera de este borde de tubo hacia la placa de cima, de manera que el borde de fases dispuesto en el exterior debe pasar a la rosca exterior.
Está en el marco de la invención sobre todo un procedimiento para la fabricación de este tornillo de cierre, en el que se genera una pieza bruta con un tubo truncado cilíndrico que se conecta formado integralmente en una placa de cima, cuyo diámetro interior y cuyo diámetro exterior se forman más cortos que los diámetros previstos, correspondientes a éstos, del tornillo de cierre; el tubo truncado de la pieza bruta es ensanchado bajo la generación simultanea de presión sobre la superficie de la pared interior desde su taladro ciego. De acuerdo con otra característica de la invención, se introduce en el taladro ciego del tubo truncado de la pieza bruta una estampa de presión como herramienta de mandril y se ensancha radialmente a través de esta herramienta la pared del tubo truncado.
A este respecto, se ha revelado como favorable que la superficie exterior del tubo truncado sea presionada radialmente sobre el contorno de pata de la sección de fases de la pieza bruta que se conecta en la plata de pata - inclinada en la sección transversal hacia el eje -; la rosca exterior debe formarse en la superficie exterior del tubo truncado ensanchado, de manera ventajosa en la zona del tubo truncado determinada, hacia el eje, por cada contorno de pata de la sección de fases. Esta conformación se realiza de una manera más ventajosa después de la fabricación de la forma descrita anteriormente del tornillo de cierre a través de un proceso separado de laminación de la rosca.
No obstante, también está en el marco de la invención un procedimiento, en cuyo desarrollo la superficie exterior del tubo truncado es presionada, durante su ensanchamiento, contra una superficie de formación circundante con negativo de rosca.
Con preferencia, el procedimiento se caracteriza por que la pieza bruta (34) es generada con un tubo truncado cilíndrico (36) , que se conecta formado integralmente en una placa de cima (12) , cuyo diámetro interior (e1) y cuyo diámetro exterior (f1) se forman más cortos que los diámetros (e, f) previstos del tornillo de cierre (10) y por que el tubo truncado (36) de la pieza bruta es ensanchado bajo la generación presión sobre la superficie de la pared interior (19a) desde su taladro ciego (18a) .
En un desarrollo de la invención está previsto que en el taladro ciego (18a) del truncado (36) de la pieza bruta (34) sea introducida una sección (52) de una estampa de presión (50) , que sobresale en la sección transversal sobre su diámetro interior (e1) como herramienta de mandril y el tubo truncado sea ensanchado radialmente a través de esta herramienta.
En un desarrollo de la invención está previsto que la superficie exterior (38) del tubo truncado (36) sea presionada radialmente hacia fuera sobre el contorno de pata (25) de una sección de fases (24) inclinada hacia el eje en la sección transversal, que se conecta en la placa de cima (12) .
En un desarrollo de la invención está previsto que en la superficie exterior del tubo (38) del tubo truncado (36) ensanchado se conforme una rosca exterior (22) .
Con preferencia, está previsto que la rosca exterior (22) sea conformada en la zona del tubo truncado (36) determinada, hacia el eje, por el contorno de pata (25) de la sección de fases (24) .
Además, está previsto con preferencia que la rosca exterior (22) sea conformada en la superficie exterior (38) del tubo truncado (36) por medio de laminación de la rosca.
En un desarrollo de la invención está previsto que la superficie exterior (38) del tubo truncado (36) sea presionada contra una herramienta de formación que lo rodea.
Es especialmente importante la pieza bruta utilizada por el procedimiento para la fabricación del tornillo de cierre; en esta pieza bruta se conecta en la placa de cima un tubo truncado cilíndrico de un diámetro exterior y de un diámetro interior del taladro ciego, cuyas medidas son más cortas que las del diámetro exterior y del diámetro del taladro del tornillo de cierre propiamente dicho; el diámetro del taladro ciego debe medir aproximadamente 12 mm así como el diámetro exterior del tubo truncado debe medir aproximadamente 19 mm, con preferencias 19, 2 mm. La diferencia de la medida con respecto al producto final se compensa a través del proceso de ensanchamiento.
Con preferencia, está prevista una pieza bruta para la fabricación de un tornillo de cierre (10) , que se caracteriza por que en la placa de cima (12) de la pieza bruta (34) se conecta un tubo truncado cilíndrico (36) de un diámetro exterior (f1) así como de un diámetro (e1) del taladro ciego (18a) , cuyas medidas son más cortas que las de diámetros exteriores (f) y diámetros del taladro (e) del tornillo de cierre (10) .
En un desarrollo de la pieza bruta está previsto con ventaja que el diámetro exterior (f1) del tubo truncado (36) en la pieza bruta (34) sea más corto que el diámetro de la pata (g) de la sección de fases (24) en el tornillo de cierre (10) .
Con preferencia está previsto de manera ventajosa que la sección de fases (24) de la pieza bruta (34) forme con el eje longitudinal (A) de la pieza bruta un ángulo (w) , que mide con preferencia aproximadamente 30º.
La pieza bruta se caracteriza con preferencia por un diámetro ( (e1) del taladro ciego (18a) de aproximadamente 12 mm así como por un diámetro exterior (f1) del tubo... [Seguir leyendo]
Reivindicaciones:
1. Tornillo de cierre de material metálico para un conducto de líquido, en particular para un conducto de aceite o recipiente de aceite, con una caña cilíndrica (36) que contiene una rosca exterior (22) en una placa de cima (12) , en 5 la que está previsto, en el centro, un taladro ciego (28) de sección transversal poligonal como órgano de alojamiento para una herramienta, en el que la caña (36) está configurada como tubo truncado (14) provisto con la rosca exterior (22) así como desde la superficie frontal (16) de la caña parte un taladro ciego coaxial (18) al taladro ciego (28) de la placa de cima (12) , y en el que una sección de fases (24) que presenta un contorno de pata, hacia el tubo, inclinada desde la placa de cima (12) , hacia el eje, y que se estrecha en dirección desde la placa de cima hacia fuera está prevista como transición hacia la caña (36) , caracterizado por que el contorno de pata (25) , hacia el tubo, de la sección de fases es la línea inicial interior para la rosca exterior (22) que se extiende radialmente sobre este contorno, y por que el tornillo de cierre está configurado en una sola pieza.
2. Tornillo de cierre de acuerdo con la reivindicación 1, caracterizado por que la sección de fases (24) que se 15 ensancha hacia la cima del tornillo de cierre (10) forma con el eje longitudinal del tornillo (A) , en la sección longitudinal, un ángulo (w) , que mide con preferencia aproximadamente 30º.
3. Tornillo de cierre de acuerdo con la reivindicación 1 ó 2, caracterizado por un diámetro (g) del contorno de pata (25) de la sección de fases (25) de 19, 5 mm.
2.
4. Tornillo de cierre de acuerdo con una de las reivindicaciones 1 a 3, caracterizado por que el fondo (20) del taladro ciego (18) del tubo truncado (14) presenta una sección transversal inclinada desde su superficie de pared (19) hacia el eje longitudinal del tornillo (A) .
5. Tornillo de cierre de acuerdo con la reivindicación 4, caracterizado por una profundidad (c) de la superficie de pared (19) de aproximadamente 8 mm, en particular de 7, 8 mm.
6. Tornillo de cierre de acuerdo con una de las reivindicaciones 1 a 5, caracterizado por que al borde del tubo (16) está asociado al menos un borde de fases (15 o bien 17) inclinado fuera de éste hacia la cima.
3.
7. Tornillo de cierre de acuerdo con la reivindicación 6, caracterizado por que al borde de tubo (16) está asociado a ambos lados, respectivamente, un borde de fases (15, 17) inclinado fuera de la pared del tubo hacia la cima.
8. Tornillo de cierre de acuerdo con la reivindicación 7, caracterizado por que el borde exterior de fases (17) pasa 35 a la rosca exterior (22) .
9. Utilización de un tornillo de cierre de acuerdo con una de las reivindicaciones anteriores con un taladro ciego (18) que parte desde la superficie frontal (16) de la caña como tornillo de cierre para un conducto de aceite o un recipiente de aceite.
Patentes similares o relacionadas:
Dispositivo de lubricación al vacío para volante de inercia, del 3 de Junio de 2020, de Energiestro: Dispositivo de lubricación de un aparato giratorio al vacío, tal como un volante de inercia , constando dicho aparato de un eje giratorio con […]
Contenedor doble flexible para cambio de aceite, del 11 de Marzo de 2020, de Ocean Team Group A/S: Un método para cambiar el aceite en la caja de engranajes de una turbina eólica; en donde la turbina eólica comprende una torre , un rotor, una góndola […]
 Sistema de tanques para la estructura de carcasa de máquina de un motor de combustión interna, del 28 de Agosto de 2019, de NEANDER MOTORS AG: Sistema de tanques para la estructura de carcasa de máquina
de un motor de combustión interna, que presenta dos tanques interiores y exteriores […]
Sistema de tanques para la estructura de carcasa de máquina de un motor de combustión interna, del 28 de Agosto de 2019, de NEANDER MOTORS AG: Sistema de tanques para la estructura de carcasa de máquina
de un motor de combustión interna, que presenta dos tanques interiores y exteriores […]
Cierre automático de llenado para un sistema de lubricación, del 7 de Agosto de 2019, de GRACO MINNESOTA INC.: Un sistema de lubricación que comprende: un depósito de lubricante ; una entrada al depósito de lubricante ; una placa de diafragma dispuesta en […]
 Tornillo de drenaje de aceite, del 29 de Mayo de 2019, de SIEMENS AKTIENGESELLSCHAFT: Tornillo de drenaje de aceite con una sección roscada determinada para atornillar el tornillo de drenaje de aceite en una carcasa de mecanismo de transmisión […]
Tornillo de drenaje de aceite, del 29 de Mayo de 2019, de SIEMENS AKTIENGESELLSCHAFT: Tornillo de drenaje de aceite con una sección roscada determinada para atornillar el tornillo de drenaje de aceite en una carcasa de mecanismo de transmisión […]
Tornillo de cierre para aberturas en motores de vehículos de motor así como unidad de carcasa de un motor de vehículo de motor, del 27 de Mayo de 2019, de POLYTEC PLASTICS Germany GmbH & Co. KG: Unidad de carcasa de un motor de vehículo de motor, en especial una carcasa de aceite, con una pared de carcasa con abertura, en especial una abertura de purgado de aceite, […]
Disposición de sellado, del 8 de Mayo de 2019, de FLAIG, HARTMUT: Disposición de sellado con un tornillo de sellado, que comprende un vástago que presenta una rosca exterior para atornillarla con una rosca interior […]
Tapón de extremo para una conexión hidráulica, del 11 de Marzo de 2019, de Molloy, Gregory: Tapón de extremo adaptado para su montaje con, y su desmontaje de, un extremo abierto de una conexión hidráulica , presentando la conexión hidráulica un cuerpo tubular […]