Máquina reajustable, especialmente máquina de mecanización, y procedimiento correspondiente.
Procedimiento para el reajuste de una máquina, especialmente de una máquina de mecanización para mecanizar piezas de trabajo compuestas preferentemente al menos en parte de madera,
de materiales derivados de la madera o de plástico, comprendiendo la máquina al menos una unidad de mecanización (1) con al menos elemento de ajuste (2) ajustable manualmente, presentando el procedimiento las siguientes etapas:
- transferir un valor teórico de la posición del elemento de ajuste (2) de un ordenador principal (5) a un campo de visualización (3),
- visualizar dicho valor teórico y un valor real de la posición del elemento de ajuste (2) en el campo de visualización (3), y
- ajustar manualmente el elemento de ajuste (2) hasta que coincidan el valor real y el valor teórico, caracterizado porque se impide la entrada de piezas de trabajo en la máquina mediante un bloqueo y la máquina sólo se vuelve a habilitar para el funcionamiento cuando el valor real de la posición del elemento de ajuste (2) se corresponda con el valor teórico.
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E08014505.
Solicitante: HOMAG HOLZBEARBEITUNGSSYSTEME AG.
Nacionalidad solicitante: Alemania.
Dirección: HOMAGSTRASSE 3-5 72296 SCHOPFLOCH ALEMANIA.
Inventor/es: RATHGEBER, PETER.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B23Q17/22 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23Q PARTES CONSTITUTIVAS, DISPOSITIVOS O ACCESORIOS DE MAQUINAS HERRAMIENTAS, p. ej. DISPOSITIVOS PARA COPIAR O CONTROLAR (herramientas del tipo utilizado en tornos o máquinas de agujerear B23B 27/00 ); MAQUINAS HERRAMIENTAS DE UTILIZACION GENERAL, CARACTERIZADAS POR LA ESTRUCTURA DE CIERTAS PARTES CONSTITUTIVAS O DISPOSITIVOS; COMBINACIONES O ASOCIACIONES DE MAQUINAS PARA TRABAJAR EL METAL NO DESTINADAS A UN TRABAJO EN PARTICULAR. › B23Q 17/00 Dispositivos para indicar o medir sobre las máquinas herramientas (para el control automático o la regulación del movimiento de avance, de la velocidad de corte o de la posición de la herramienta o de la pieza B23Q 15/00). › para indicar o medir la posición existente o deseada de la herramienta o la pieza de trabajo.
PDF original: ES-2381837_T3.pdf
Fragmento de la descripción:
Máquina reajustable, especialmente máquina de mecanización, y procedimiento correspondiente
CAMPO TÉCNICO
La presente invención se refiere a una máquina reajustable, especialmente a una máquina de mecanizaciónpara la mecanización de piezas de trabajo compuestas preferentemente de madera, de materiales derivados de lamadera o de plásticos, así como a un procedimiento correspondiente para el reajuste de una máquina de este tipo.
ESTADO DE LA TÉCNICA
Las máquinas, cuyas unidades de mecanización pueden reajustarse manualmente, se conocen en lasvariantes más diversas, por ejemplo como máquinas de mecanización para la mecanización de maderas.
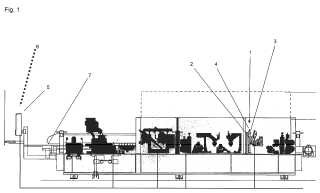
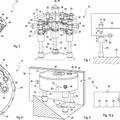
Una máquina de mecanización de este tipo tiene además al menos una unidad de mecanización para lamecanización de piezas de trabajo. Cada unidad de mecanización comprende generalmente un alojamiento parauna herramienta, un motor de accionamiento y un engranaje. La herramienta alojada en el portaherramientas puede ser desplazable en diferentes direcciones y pivotante en diferentes posiciones angulares. Para ello, están previstosdiferentes elementos de ajuste, por ejemplo en forma de husillos de ajuste. Puede estar previsto un primer husillo deajuste para deslizar la unidad de mecanización en su conjunto sobre un carro en la dirección horizontal; un segundohusillo de ajuste para deslizar la unidad de mecanización verticalmente en su conjunto; y un tercer husillo de ajustepara modificar la posición angular del portaherramientas. En este caso, la situación y la posición de la unidad demecanización pueden modificarse a través de tres elementos de ajuste. En función de los procesos de trabajo quehan de realizarse, también es posible la configuración de unidades de mecanización con más de tres husillos deajuste para desplazar la unidad de mecanización y/o para pivotar la herramienta en diferentes planos.
Por la posibilidad de ajuste de las unidades de mecanización, con estas máquinas de mecanización semecanizan en diferentes procesos de trabajo diferentes piezas de trabajo con diferentes formatos. Por ejemplo, sepuede mecanizar primero cierto número de piezas de trabajo con un espesor de canto de 1 mm, y a continuación, unnúmero de piezas de trabajo con un espesor de canto de 3 mm. Al principio de un nuevo proceso de trabajo ha dereajustarse la máquina de mecanización, es decir, que las unidades de mecanización con las herramientas empleadas en la misma tienen que ponerse en la posición de trabajo adecuada para los requisitos cambiados.
El reajuste de las máquinas de mecanización se realiza mediante el ajuste manual de los husillos deajustes. Para este fin, por ejemplo, para cada husillo de ajuste puede estar previsto un volante correspondiente, mediante el cual el usuario puede manipular el ajuste del husillo de ajuste. Para ello, cada husillo de ajuste estádotado de una rueda contadora mecánica de nonio o un mecanismo contador de nonio que indica exactamente elajuste real del husillo de ajuste.
Para reajustar la máquina de mecanización para un nuevo proceso de trabajo, el usuario tiene que ajustaral menos algunos de los husillos de ajuste a través de los volantes para adaptar la posición y la situación angular dela unidad de mecanización a los nuevos requisitos. Para este fin, necesita información relativa a las medidas de laspiezas de trabajo que han de ser mecanizadas en un proceso de trabajo determinado, por ejemplo el espesor decanto. Esta información, o bien la tiene apuntada el usuario en una hoja, o bien la consulta en la pantalla de unordenador central. A partir de la información relativa a las medidas de las piezas de trabajo que han de ser mecanizadas en el nuevo proceso de trabajo, el usuario tiene que deducir cuáles de los varios husillos de ajusteexistentes en la máquina tiene que ajustar, realizando a continuación el ajuste de los husillos de ajustecorrespondientes mediante los volantes. Este procedimiento es bastante susceptible a errores. Puede ocurrirfácilmente que, al reajustar un husillo de ajuste, el usuario realice un ajuste incorrecto o que incluso olvide ajustar unhusillo de ajuste. Por lo tanto, después del reajuste, las primeras piezas fabricadas, en primer lugar, tienen quecontrolarse en este sentido, lo que resulta engorroso. En el peor caso, un ajuste incorrecto de la máquina demecanización incluso puede provocar la destrucción de la pieza de trabajo y/o de la herramienta.
También surgen problemas si en la máquina de mecanización se monta una herramienta nueva o reafiladaque tenga otros valores característicos que la herramienta empleada anteriormente que por ejemplo ya no tenía filo. También en este caso es necesario modificar el ajuste de determinados husillos de ajuste. En este caso, el ajustecorrecto de los husillos de ajuste frecuentemente se determina de forma empírica probando y, dado el caso, se introduce en el ordenador central.
El documento EP1279465A1 da a conocer una molduradora y un procedimiento para ajustar al menos uno de los husillos de la molduradora, en la que los husillos de una molduradora han de ajustarse a las medidas de laspiezas de trabajo, así como al perfil que ha de realizarse en dicha pieza de trabajo. Los datos de perfil y los datos deherramienta medidos están depositados en una memoria. A partir de los datos, un programa calcula los valores deajuste para los husillos para producir el perfil deseado. Los elementos de ajuste están acoplados con aparatos devisualización que visualizan las posiciones de los husillos con respecto a un punto de referencia en el lado de lamáquina. Los aparatos de visualización están conectados a una memoria de datos en la que se pueden depositar y consultar los datos de posición del husillo.
El documento EP1674201A1 se refiere a un dispositivo de ajuste para ajustar las medidas de elementos deuna máquina de mecanización que puede ajustarse mediante medios de ajuste. El dispositivo de ajuste presenta uncontrol y un elemento de ajuste, siendo capaz el elemento de ajuste de actuar sobre el medio de ajuste del elemento a través de un elemento de unión. El dispositivo de ajuste está conectado a través de una interfaz a un controlcentral de la máquina de mecanización pudiendo ser controlado por éste.
REPRESENTACIÓN DE LA INVENCIÓN
La invención se basa en el problema técnico de proporcionar un procedimiento y un dispositivo quepermitan un reajuste menos susceptible a los errores de la máquina, con un tiempo de reajuste reducido.
Este problema técnico se resuelve mediante un procedimiento con las características de la reivindicación 1y un dispositivo con las características de la reivindicación 6.
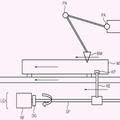
El procedimiento según la invención sirve para el reajuste de una máquina, especialmente de una máquina de mecanización para mecanizar piezas de trabajo compuestas preferentemente al menos en parte de madera, demateriales derivados de la madera o de plástico. La máquina comprende al menos una unidad de mecanización conal menos un elemento de ajuste ajustable manualmente. En el procedimiento, en primer lugar, un valor teórico de laposición del elemento de ajuste se transfiere de un ordenador principal a un campo de visualización. Dicho valorteórico, así como un valor real de la posición del elemento de ajuste se visualizan en el campo de visualización.Entonces, el elemento de ajuste se ajusta manualmente hasta que coincidan los valores teórico y real.
Por lo tanto, para cada elemento de ajuste se prevé un campo de visualización que está conectado alordenador principal y que dispone respectivamente de una visualización teórica y una visualización real. Si han demecanizarse piezas de trabajo con medidas cambiadas teniendo que reajustarse correspondientemente la máquinade mecanización, se activa un programa correspondiente en el ordenador principal. Este programa provoca también la visualización de valores teóricos para cada husillo de ajuste en la visualización de posición correspondiente.Ahora, el usuario ajusta aquellos husillos de ajuste en los que el valor teórico no se corresponda con el valor teórico.
Por lo tanto, la información necesaria para el reajuste (manual) de la máquina de mecanización es transferida por el ordenador principal a las distintas visualizaciones de posición y se le indica al usuario como valoresteóricos. Por lo tanto, el usuario ya no tiene que decidir él mismo qué husillos de ajuste han de ajustarse para elreajuste de la máquina para un nuevo proceso de trabajo y a qué valores han de ajustarse, sino que estainformación se le... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento para el reajuste de una máquina, especialmente de una máquina de mecanización paramecanizar piezas de trabajo compuestas preferentemente al menos en parte de madera, de materiales derivados dela madera o de plástico, comprendiendo la máquina al menos una unidad de mecanización (1) con al menoselemento de ajuste (2) ajustable manualmente, presentando el procedimiento las siguientes etapas:
- transferir un valor teórico de la posición del elemento de ajuste (2) de un ordenador principal (5) a un campode visualización (3) ,
- visualizar dicho valor teórico y un valor real de la posición del elemento de ajuste (2) en el campo devisualización (3) , y
- ajustar manualmente el elemento de ajuste (2) hasta que coincidan el valor real y el valor teórico,
caracterizado porque se impide la entrada de piezas de trabajo en la máquina mediante un bloqueo y la máquina sólo se vuelve ahabilitar para el funcionamiento cuando el valor real de la posición del elemento de ajuste (2) se corresponda con elvalor teórico.
2. Procedimiento para el reajuste de una máquina según la reivindicación 1, en el que se emite una señalcuando el valor real de la posición del elemento de ajuste (2) no se corresponde con el valor teórico.
3. Procedimiento para el reajuste de una máquina según una de las reivindicaciones 1 ó 2, en el que el valor teórico es transferido por el ordenador principal (5) al campo de visualización (3) , a través de una conexión inalámbrica (6) .
4. Procedimiento para el reajuste de una máquina según una de las reivindicaciones 1 a 3, en el que lamáquina presenta varios elementos de ajuste (2) con campos de visualización (3) correspondientes, y para elreajuste de la máquina, los valores teóricos para los elementos de ajuste (2) se transfieren a los campos devisualización (3) correspondientes y se visualizan en los mismos.
5. Procedimiento para el reajuste de una máquina según una de las reivindicaciones 1 a 4, en el que en ladefinición de los valores teóricos por el ordenador principal (5) se considera también información relativa a laherramienta prevista en la unidad de mecanización (1) .
6. Máquina reajustable, especialmente una máquina de mecanización para mecanizar piezas de trabajocompuestas preferentemente al menos en parte de madera, de materiales derivados de la madera o de plástico, presentando la máquina al menos una unidad de mecanización (1) con al menos un elemento de ajuste (2) ajustablemanualmente, estando previsto un campo de visualización (3) para visualizar un valor teórico y un valor real de laposición del elemento de ajuste (2) , existiendo además medios (6) para transferir un valor teórico de la posición delelemento de ajuste (2) de un ordenador principal (5) al campo de visualización (3) , presentando la unidad demecanización un ajuste manual (4) para el elemento de ajuste (2) , mediante el cual se puede ajustar el elemento deajuste (2) hasta que coincidan el valor real y el valor teórico, caracterizada por un bloqueo (7) para impedir la entradade piezas de trabajo en la máquina y medios para habilitar la máquina para el funcionamiento cuando el valor real dela posición del elemento de ajuste (2) se corresponda con el valor teórico.
7. Máquina reajustable según la reivindicación 6, que presenta además medios para emitir una señal cuandoel valor real de la posición del elemento de ajuste (2) no se corresponde con el valor teórico.
8. Máquina reajustable según una de las reivindicaciones 6 ó 7, que dispone de una conexión inalámbrica (6) entre el ordenador principal (5) y el campo de visualización (3) para transferir el valor teórico.
9. Máquina reajustable según una de las reivindicaciones 6 a 8, que presenta varios elementos de ajuste (2) con campos de visualización (3) correspondientes, y para el reajuste de la máquina transfiere los valores teóricospara los elementos de ajuste (2) a los campos de visualización (3) correspondientes y los visualiza en los mismos.
Patentes similares o relacionadas:
 Dispositivo de alineación para herramientas de torneado, del 29 de Julio de 2020, de GÜHRING KG: Dispositivo de alineación para disponer sobre una herramienta de torneado, , en particular sobre un vástago de herramienta o una punta […]
Dispositivo de alineación para herramientas de torneado, del 29 de Julio de 2020, de GÜHRING KG: Dispositivo de alineación para disponer sobre una herramienta de torneado, , en particular sobre un vástago de herramienta o una punta […]
Dispositivo de mandril y método, del 18 de Marzo de 2020, de In-Situ Oilfield Services Limited: Un dispositivo de mandril que tiene al menos dos mandíbulas para agarrar un objeto (T), y un mecanismo de ajuste configurado para ajustar el centro rotacional […]
Procedimiento para el mecanizado de los bordes de piezas de trabajo en forma de placa, del 19 de Febrero de 2020, de IMA Schelling Deutschland GmbH: Procedimiento para el mecanizado de los bordes de piezas de trabajo en forma de placa, donde las piezas de trabajo se suministran en un circuito […]
Aparato seguidor del contorno y sistemas y métodos relacionados, del 1 de Enero de 2020, de FLOW INTERNATIONAL CORPORATION: Un conjunto de cardan para una máquina multieje para ayudar al mantenimiento de una relación espacial entre una herramienta de la máquina multieje y una […]
Accesorio de centrado de útiles sobre una máquina de mecanizado, procedimiento de centrado y dispositivo de ayuda para el centrado que incluye tal accesorio, del 20 de Noviembre de 2019, de Wibemo S.A: Accesorio de centrado de un útil (O) o de un husillo porta-útiles sobre un eje de rotación X-X` de un cañón giratorio de una máquina de mecanizado, caracterizado […]
Módulo de mecanización, conjunto de accesorio para módulo de mecanización, y procedimiento de puesta en marcha de un módulo de mecanización, del 9 de Octubre de 2019, de Watch Out SA: Conjunto de accesorios para módulo de mecanización por arrancado de virutas, que comprende: por lo menos un portaherramientas provisto de una […]
Procedimiento y dispositivo para detectar y corregir una ubicación espacial de una pieza de trabajo sostenida en un dispositivo de posicionamiento, del 4 de Septiembre de 2019, de JENOPTIK AUTOMATISIERUNGSTECHNIK GMBH: Procedimiento para detectar y corregir una ubicación espacial de una pieza de trabajo no simétrica en rotación sostenida en un dispositivo de posicionamiento […]
 Dispositivo y procedimiento para la sincronización del movimiento de un medio de mecanizado automático con el movimiento de una pieza de trabajo, del 31 de Julio de 2019, de SIEMENS AKTIENGESELLSCHAFT: Dispositivo para la sincronización del movimiento de un medio de mecanizado automático (BM) con el movimiento de una pieza de trabajo (WS) transportada durante el mecanizado […]
Dispositivo y procedimiento para la sincronización del movimiento de un medio de mecanizado automático con el movimiento de una pieza de trabajo, del 31 de Julio de 2019, de SIEMENS AKTIENGESELLSCHAFT: Dispositivo para la sincronización del movimiento de un medio de mecanizado automático (BM) con el movimiento de una pieza de trabajo (WS) transportada durante el mecanizado […]