PROCEDIMIENTO PARA LA LIMPIEZA DE UN TUBO DE CONTACTO DE UN SOPLETE PARA SOLDAR, ASÍ COMO SOPLETE PARA SOLDAR Y TUBO DE CONTACTO.
Procedimiento para la limpieza de un tubo de contacto (20) de un soplete para soldar (10),
mediante el cual se alimenta con energía eléctrica un alambre de aporte (13) que se desplaza a partir de un rollo de alambre (14) o de un tambor de alambre mediante un dispositivo de transporte de alambre (11) al soplete para soldar (10), caracterizado porque el alambre de aporte (13) se hace retroceder al menos una vez en dirección al rollo de alambre (14) o al tambor de alambre hasta tal punto que el extremo (27) del alambre de aporte (13) quede situado al menos en el interior de la longitud (36) del tubo de contacto (20) y porque el alambre de aporte (13) se hace avanzar a continuación nuevamente.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/AT2007/000037.
B23K9/29TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23K SOLDADURA SIN FUSION O DESOLDEO; SOLDADURA; REVESTIMIENTO O CHAPADO POR SOLDADURA O SOLDADURA SIN FUSION; CORTE POR CALENTAMIENTO LOCALIZADO, p. ej. CORTE CON SOPLETE; TRABAJO POR RAYOS LASER (fabricación de productos revestidos de metal por extrusión de metales B21C 23/22; realización de guarniciones o recubrimientos por moldeo B22D 19/08; moldeo por inmersión B22D 23/04; fabricación de capas compuestas por sinterización de polvos metálicos B22F 7/00; disposiciones sobre las máquinas para copiar o controlar B23Q; recubrimiento de metales o recubrimiento de materiales con metales, no previsto en otro lugar C23C; quemadores F23D). › B23K 9/00 Soldadura o corte por arco voltaico (soldadura eléctrica por escoria B23K 25/00; transformadores de soldadura H01F; generadores de soldadura H02K). › Dispositivos de soporte adaptados para servir de medios de protección.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia.
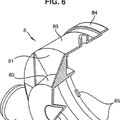
E07701283 14-11-2011 Procedimiento para la limpieza de un tubo de contacto de un soplete para soldar, así como soplete para soldar y tubo de contacto La invención se refiere a un procedimiento para la limpieza de un tubo de contacto de un soplete para soldar según el preámbulo de la reivindicación independiente 1 mediante el cual se alimenta con energía eléctrica un alambre de aporte desplazado de un rollo de alambre o de un tambor de alambre mediante un dispositivo de transporte de alambre al soplete para soldar. Además, la invención se refiere a una instalación de soldadura según el preámbulo de la reivindicación independiente 18 con una fuente de corriente y un soplete para soldar con tubo de contacto para la alimentación con energía eléctrica de un alambre de aporte desplazado de un rollo de alambre mediante un dispositivo de transporte de alambre al soplete para soldar. Un procedimiento de este tipo y una instalación de soldadura de este tipo se conocen por el documento US4280043. La invención se refiere a procedimientos de soldadura en los que un alambre de aporte se alimenta de un rollo de alambre o de un tambor de alambre a la zona del soplete para soldar. El arco voltaico se forma entre el alambre de aporte y las piezas de trabajo que han de ser unidas. Para el establecimiento de un contacto eléctrico del alambre de aporte, éste se hace pasar por un tubo de contacto dispuesto en el soplete para soldar, que está conectado con la fuente de corriente. Para este fin, el tubo de contacto presenta un taladro interior, a través del cual el alambre de aporte se transporta hacia la pieza de trabajo. La corriente de soldadura necesaria para mantener el arco voltaico entre el alambre de aporte y la pieza de trabajo fluye a través del tubo de contacto al alambre de aporte. Para conseguir una resistencia eléctrica baja es necesario adaptar el taladro interior en el tubo de contacto correspondientemente al diámetro del alambre de aporte y configurarlo sólo poco más grande. Por otro lado, la fricción del alambre de aporte en el taladro interior del tubo de contacto no debe ser demasiado grande, puesto que en caso contrario pueden producirse problemas durante el movimiento del alambre de aporte, además de poder producirse un desgaste por abrasión importante del alambre de aporte. Habitualmente, el diámetro del taladro interior del tubo de contacto se elegirá aprox. un 20 % más grande que el diámetro del alambre de aporte. La presente invención puede usarse en todos los procesos de soldadura en los que se usa un alambre de aporte como electrodo fundente. El tubo de contacto del soplete para soldar está sometido a grandes solicitaciones durante el proceso de soldadura. Por un lado, se dice que el tubo de contacto se ensancha, puesto que debido a la fricción del alambre de aporte, una electroerosión por chispas o por arcos voltaicos secundarios en el taladro interior del tubo de contacto aumenta el diámetro. Esto se debe a una solicitación mecánica del taladro interior del tubo de contacto, que habitualmente está hecho de un material que tiene una buena conductividad, en particular de cobre. Por consiguiente, el establecimiento de un contacto del alambre de aporte empeora cada vez más a lo largo del tiempo y el proceso de soldadura se vuelve inestable. Pueden llegar a formarse arcos voltaicos secundarios, que solicitan aún más el tubo de contacto y que reducen su vida útil. El ensanchamiento del tubo de contacto aumenta por las partículas en el alambre de aporte que son arrastradas por el mismo. Otro problema es el llamado estrangulamiento del tubo de contacto. El material desgastado por abrasión que se forma por el transporte del alambre de aporte se deposita en el taladro interior del tubo de contacto y reduce sucesivamente el diámetro del taladro del tubo de contacto. El estrangulamiento del taladro interior del tubo de contacto se contrarresta, dado el caso, mediante un aumento de la fuerza con la que se transporta el alambre de aporte, lo cual tiene, no obstante, un efecto negativo en la calidad del cordón de soldadura y produce un desgaste por abrasión adicional acelerando, por lo tanto, el estrangulamiento del taladro interior del tubo de contacto. El tubo de contacto representa, por lo tanto, una pieza de desgaste del soplete para soldar, que debe cambiarse en intervalos de tiempos relativamente cortos. Para el desmontaje del tubo de contacto desgastado y el montaje de un nuevo tubo de contacto debe apagarse la instalación de soldadura, por lo que no está disponible para la producción. Por lo tanto, en particular en el caso de instalaciones de soldadura por robot, uno de los objetivos más importantes es conseguir una vida útil lo más elevada posible de los tubos de contacto y unos intervalos lo más largos posibles entre los intercambios de los tubos de contacto. El objetivo de la presente invención es, por lo tanto, crear un procedimiento de limpieza arriba indicado, mediante el cual los tubos de contacto pueden usarse durante un tiempo más largo. El procedimiento debe poderse realizarse de la forma más sencilla y rápida posible y debe influir lo menos posible en el proceso de soldadura. Finalmente, el procedimiento de limpieza debe poderse realizar de la forma más económica posible y más sencilla posible. Otro objetivo de la presente invención es la creación de una instalación de soldadura arriba indicada, con la que pueda aumentarse el tiempo de servicio de los tubos de contacto en comparación con las instalaciones de soldadura 2 convencionales. El objetivo según la invención se consigue en cuanto al procedimiento porque el alambre de aporte se hace retroceder al menos una vez en dirección al rollo de alambre hasta tal punto que el extremo del alambre de aporte quede situado en el interior del tubo de contacto y porque a continuación se vuelve a hacer avanzar el alambre de aporte. El procedimiento de limpieza se caracteriza por al menos un retroceso del alambre de aporte y un posterior avance, llegando el retroceso en comparación con los retrocesos del alambre de aporte debidos al proceso mucho más lejos, es decir, al menos al interior del tubo de contacto. Gracias a este retroceso del alambre de aporte se desprende el material desgastado por abrasión que se acumula en el interior del tubo de contacto y se arrastra en parte y se transporta a un lugar detrás del tubo de contacto, evacuándose el material desgastado por abrasión en el posterior avance mediante el alambre de aporte a través del taladro interior del tubo de contacto hacia el exterior. El retroceso y el posterior avance del alambre de aporte pueden implementarse mediante un control correspondiente del dispositivo de transporte de alambre de forma especialmente sencilla, también en instalaciones de soldadura existentes. Según el grado de ensuciamiento del tubo de contacto pueden ser previstos varios retrocesos/avances del alambre de aporte para la limpieza del tubo de contacto. Puesto que el retroceso y el avance del alambre de aporte con fines de limpieza del tubo de contacto pueden realizarse de forma especialmente rápida, sólo se influye muy poco en el proceso de soldadura. En el último avance del alambre de aporte, éste se vuelve a desplazar preferiblemente a la posición de partida y el proceso de soldadura prosigue correspondientemente desde esta posición del alambre de aporte. Según otra característica de la invención está previsto que el alambre de aporte se haga retroceder al menos a lo largo de toda la longitud del tubo de contacto. De este modo pueden transportarse todas las partículas desgastadas por abrasión adheridas al alambre de aporte hasta un lugar detrás del tubo de contacto y retirarse posteriormente mediante medidas correspondientes. Entre estas medidas adicionales se encuentra por ejemplo la alimentación de aire, en particular de aire comprimido, a la zona del extremo del alambre de aporte en la posición retirada. Gracias al aire se evacua mediante soplado el material desgastado por abrasión adherido, pero también el acumulado en el extremo del tubo de contacto, por lo que ya no bloquea el tubo de contacto. También es posible aspirar la zona del extremo del alambre de aporte en la posición retirada, por lo que el material desgastado por abrasión puede retirarse y acumularse de forma selectiva. No obstante, el material desgastado por abrasión se transporta preferiblemente mediante el posterior avance a través del taladro interior del tubo de contacto del interior del soplete para soldar al exterior. Otra ventaja puede conseguirse porque el extremo del alambre de aporte se funde antes del retroceso con fines de limpieza. Gracias a esta fusión, el extremo libre del alambre de aporte se funde formando un casquete esférico de un diámetro más grande, que durante el retroceso del alambre de aporte actúa como émbolo en el interior del taladro... [Seguir leyendo]
Reivindicaciones:
1.- Procedimiento para la limpieza de un tubo de contacto (20) de un soplete para soldar (10), mediante el cual se alimenta con energía eléctrica un alambre de aporte (13) que se desplaza a partir de un rollo de alambre (14) o de un tambor de alambre mediante un dispositivo de transporte de alambre (11) al soplete para soldar (10), caracterizado porque el alambre de aporte (13) se hace retroceder al menos una vez en dirección al rollo de alambre (14) o al tambor de alambre hasta tal punto que el extremo (27) del alambre de aporte (13) quede situado al menos en el interior de la longitud (36) del tubo de contacto (20) y porque el alambre de aporte (13) se hace avanzar a continuación nuevamente. 2.- Procedimiento de limpieza según la reivindicación 1, caracterizado porque, en el último avance del alambre de aporte (13), éste se vuelve a mover a la posición de partida. 3.- Procedimiento de limpieza según la reivindicación 1 ó 2, caracterizado porque el alambre de aporte (13) se hace retroceder al menos a lo largo de toda la longitud (36) del tubo de contacto (20). 4.- Procedimiento de limpieza según una de las reivindicaciones 1 a 3, caracterizado porque se alimenta aire a la zona del extremo (27) del alambre de aporte (13) en la posición retirada del mismo. 5.- Procedimiento de limpieza según una de las reivindicaciones 1 a 3, caracterizado porque se aspira la zona del extremo (27) del alambre de aporte (13) en la posición retirada del mismo. 6.- Procedimiento de limpieza según una de las reivindicaciones 1 a 4, caracterizado porque el extremo (27) del alambre de aporte (13) se funde antes del retroceso con fines de limpieza. 7.- Procedimiento de limpieza según la reivindicación 6, caracterizado porque el extremo (27) del alambre de aporte (13) se funde mediante la aplicación de una corriente de soldadura determinada y/o de una tensión de soldadura determinada durante un tiempo determinado en función del material del alambre de aporte (13) usado. 8.- Procedimiento de limpieza según una de las reivindicaciones 1 a 7, caracterizado porque el extremo (27) del alambre de aporte (13) se deforma mecánicamente antes del retroceso con fines de limpieza. 9.- Procedimiento de limpieza según la reivindicación 8, caracterizado porque el extremo (27) del alambre de aporte (13) se corta antes del retroceso con fines de limpieza. 10.- Procedimiento de limpieza según una de las reivindicaciones 1 a 9, caracterizado porque el alambre de aporte (13) se hace retroceder varias veces hasta tal punto que el extremo (27) del alambre de aporte (13) quede situado al menos en el interior de la longitud (36) del tubo de contacto (20) y vuelve a moverse hacia adelante. 11.- Procedimiento de limpieza según una de las reivindicaciones 1 a 10, caracterizado porque el alambre de aporte (13) se hace retroceder y avanzar al menos una vez al comienzo de un proceso de soldadura. 12.- Procedimiento de limpieza según una de las reivindicaciones 1 a 11, caracterizado porque el alambre de aporte (13) se hace retroceder y avanzar al menos una vez al final de un proceso de soldadura. 13.- Procedimiento de limpieza según una de las reivindicaciones 1 a 12, caracterizado porque el alambre de aporte (13) se hace retroceder y avanzar al menos una vez durante un proceso de soldadura. 14.- Procedimiento de limpieza según la reivindicación 13, caracterizado porque el alambre de aporte (13) se hace retroceder y avanzar nuevamente en función de la corriente de soldadura medida y/o en función de la tensión de soldadura medida. 15.- Procedimiento de limpieza según la reivindicación 13, caracterizado porque el alambre de aporte (13) se hace retroceder y avanzar nuevamente en función de la corriente medida o de la tensión del dispositivo de transporte de alambre (14) del alambre de aporte (13). 16.- Procedimiento de limpieza según la reivindicación 13, caracterizado porque el alambre de aporte (13) se hace retroceder y nuevamente avanzar al menos una vez después de un número fijamente predeterminado de avances/retrocesos del alambre de aporte (13) debidos al proceso. 17.- Procedimiento de limpieza según una de las reivindicaciones 1 a 16, caracterizado porque el soplete para soldar (10) se posiciona en una estación de limpieza y en ésta el alambre de aporte (13) realiza al menos un retroceso y posteriormente un avance. 18.- Instalación de soldadura (1) con una fuente de corriente (2) y un soplete para soldar (10) con tubo de contacto (20) para alimentar con energía eléctrica un alambre de aporte (13) desplazado de un rollo de alambre (14) mediante un 8 E07701283 14-11-2011 dispositivo de transporte de alambre (11) al soplete para soldar (10), caracterizada porque está previsto un dispositivo (4) para controlar el dispositivo de transporte de alambre (11) para al menos un retroceso único del alambre de aporte (13) hasta tal punto que el extremo del alambre de aporte (13) esté dispuesto al menos en el interior de la longitud (36) del tubo de contacto (20) y para el posterior avance con fines de limpieza del tubo de contacto (20). 19.- Instalación de soldadura (1) según la reivindicación 18, caracterizada porque está previsto un dispositivo para alimentar aire al soplete para soldar (10) durante el retroceso/avance con fines de limpieza del alambre de aporte (13). 20.- Instalación de soldadura (1) según la reivindicación 18 ó 19, caracterizada porque está previsto un dispositivo para aspirar el soplete para soldar (10) durante el retroceso/avance del alambre de aporte (13) con fines de limpieza. 21.- Instalación de soldadura (1) según una de las reivindicaciones 18 a 20, caracterizada porque está previsto un dispositivo para fundir el extremo (27) del alambre de aporte (13) antes del retroceso/avance del alambre de aporte (13) con fines de limpieza. 22.- Instalación de soldadura (1) según una de las reivindicaciones 18 a 21, caracterizada porque está previsto un dispositivo para el mecanizado mecánico, en particular el corte, del extremo (27) del alambre de aporte (13) antes del retroceso/avance del alambre de aporte (13) con fines de limpieza. 23.- Instalación de soldadura (1) según una de las reivindicaciones 18 a 22, caracterizada porque el dispositivo (4) para controlar el dispositivo de transporte de alambre (11) está conectado con un dispositivo para la medición de la corriente de soldadura y/o de la tensión de soldadura. 24.- Instalación de soldadura (1) según una de las reivindicaciones 18 a 23, caracterizada porque el dispositivo (4) para controlar el dispositivo de transporte de alambre (11) está conectado con un dispositivo para la medición de la corriente y/o de la tensión del dispositivo de transporte de alambre (11). 25.- Instalación de soldadura (1) según una de las reivindicaciones 18 a 24, caracterizada porque en el tubo de contacto (20) está previsto al menos un orificio radial (29). 26.- Instalación de soldadura (1) según la reivindicación 25, caracterizada porque el al menos un orificio radial (29) está dispuesto en el extremo (34) del tubo de contacto (20) que está opuesto al orificio de salida (25) del alambre de aporte (13). 27.- Instalación de soldadura (1) según la reivindicación 25 ó 26, caracterizada porque en el tubo de contacto (20) están previstos varios orificios (29) distribuidos a lo largo de la circunferencia. 9 E07701283 14-11-2011 E07701283 14-11-2011 11 E07701283 14-11-2011 12 E07701283 14-11-2011 13 E07701283 14-11-2011 14 E07701283 14-11-2011 E07701283 14-11-2011
Patentes similares o relacionadas:
RECINTO DE LAVADO DEL PICO DE VACIADO DE UNA CUBA DE ALMACENADO Y DE ENFRIADO DE LECHE, del 30 de Diciembre de 2010, de SERAP INDUSTRIES: Recinto de lavado del pico de vaciado de una cuba de almacenado y de enfriado de leche, estando este pico equipado, por el lado de la cuba (C), con una válvula (V) […]
DISPOSITIVO DE LIMPIEZA DE UN TUBO DE PARED LISA, del 28 de Diciembre de 2010, de R.MARCHAL & CIE: Dispositivo de limpieza de un tubo cilíndrico o cónico de pared lisa, situado en posición horizontal o inclinada, que comprende un cuerpo […]
Dispositivo de alimentación de alambre de soldadura y gas de proceso a un dispositivo de soldadura, del 29 de Abril de 2020, de ALEXANDER BINZEL SCHWEISSTECHNIK GMBH & CO. KG: Dispositivo de alimentación de alambre de soldadura y gas de proceso a un dispositivo de soldadura, que comprende una tobera de alimentación de alambre dotada […]
Sistema de aprendizaje de soldeo, del 20 de Noviembre de 2019, de LINCOLN GLOBAL, INC.: Sistema para enseñar a soldadores, que comprende:
(a) un componente de generación de datos, en el que el componente de generación de datos incluye […]
Soplete de soldadura y dispositivo que utiliza dicho soplete, del 15 de Abril de 2019, de Trafimet Group S.p.A: Soplete de soldadura que comprende un cuerpo principal y una parte final adecuada para alimentarse a través de dicho cuerpo principal […]
Procedimiento y dispositivo para soldar metal bajo protección de gas utilizando un electrodo de alambre no fusible y un electrodo fusible, del 4 de Abril de 2018, de MHIW B.V: Procedimiento para soldar metal bajo protección de gas, en el que durante la soldadura para la generación de una costura de soldadura a lo largo de una vía de soldadura entre […]
Aparato de soldadura que tiene un pulsador de alambre, del 23 de Agosto de 2017, de AZZ WSI LLC: Un aparato de soldadura que comprende
una fuente de alambre que tiene alambre de soldadura;
un accionamiento de alimentación […]
Cabeza de soldadura electrodo móvil y procedimiento de soldadura correspondiente, del 7 de Junio de 2017, de Weiss, Daniel: Cabeza de soldadura que comprende un electrodo resistente al calor, que conduce la corriente de soldadura, en la que el proceso de soldadura se realiza a través de un […]
Utilizamos cookies para mejorar nuestros servicios y mostrarle publicidad relevante. Si continua navegando, consideramos que acepta su uso. Puede obtener más información aquí. .
 RECINTO DE LAVADO DEL PICO DE VACIADO DE UNA CUBA DE ALMACENADO Y DE ENFRIADO DE LECHE, del 30 de Diciembre de 2010, de SERAP INDUSTRIES: Recinto de lavado del pico de vaciado de una cuba de almacenado y de enfriado de leche, estando este pico equipado, por el lado de la cuba (C), con una válvula (V) […]
RECINTO DE LAVADO DEL PICO DE VACIADO DE UNA CUBA DE ALMACENADO Y DE ENFRIADO DE LECHE, del 30 de Diciembre de 2010, de SERAP INDUSTRIES: Recinto de lavado del pico de vaciado de una cuba de almacenado y de enfriado de leche, estando este pico equipado, por el lado de la cuba (C), con una válvula (V) […]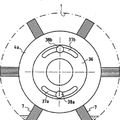 DISPOSITIVO DE LIMPIEZA DE UN TUBO DE PARED LISA, del 28 de Diciembre de 2010, de R.MARCHAL & CIE: Dispositivo de limpieza de un tubo cilíndrico o cónico de pared lisa, situado en posición horizontal o inclinada, que comprende un cuerpo […]
DISPOSITIVO DE LIMPIEZA DE UN TUBO DE PARED LISA, del 28 de Diciembre de 2010, de R.MARCHAL & CIE: Dispositivo de limpieza de un tubo cilíndrico o cónico de pared lisa, situado en posición horizontal o inclinada, que comprende un cuerpo […]