Procedimiento y dispositivo para la determinación y medición de desviaciones en la forma y ondulaciones en piezas rotacionalmente simétricas.
Procedimiento para la determinación de desviaciones en la forma y/o ondulaciones de piezas de prueba rotacionalmente simétricas,
en el que
- la pieza de prueba se gira sobre su eje de simetría,
- un rayo de luz de medición se irradia desde una dirección prefijable sobre el perímetro de la pieza de prueba en un plano vertical al eje de rotación,
- las posiciones de incidencia del rayo de luz de medición reflectado en un detector sensible a la posición se registran y almacenan en respectiva correlación a una secuencia de posiciones de ángulos de rotación teóricamente equidistantes ei de la pieza de prueba al menos durante una rotación completa de la pieza de prueba,
- a continuación, se efectúa un filtrado de paso bajo de la curva de medición obtenida de esta forma para determinar las desviaciones del rayo de luz de medición reflectado debidas sólo a la excentricidad de la pieza de prueba en relación al eje de rotación.
- para la secuencia de posiciones de ángulos de rotación teóricamente equidistantes ei se determinan respectivamente los desplazamientos de ángulo dΦe dependientes de la excentricidad y se añaden a las posiciones de ángulos de rotación teóricamente equidistantes Φi,
- los valores de medición de las posiciones de ángulos de rotación teóricamente equidistantes ei se correlacionan con las posiciones de ángulos de rotación corregidas (ei + dΦe, i),
- los valores de interpolación de la curva de medición corregida de tal manera se determinan en una trama de ángulos de rotación realmente equidistante,
- se lleva acabo un análisis de Fourier de la curva de valores de interpolación, que indica directamente la ondulación dominante, y/o se lleva a cabo una filtración de paso alto de la curva de valores de interpolación, que indica la desviación en la forma de la pieza de prueba subsanada la excentricidad.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2007/002622.
Solicitante: INNOVENT E.V.
Nacionalidad solicitante: Alemania.
Dirección: PRUSSINGSTRASSE 27B 07745 JENA ALEMANIA.
Inventor/es: HERTZSCH,Albrecht, KRÖGER. Knut.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- G01B11/27 FISICA. › G01 METROLOGIA; ENSAYOS. › G01B MEDIDA DE LA LONGITUD, ESPESOR O DIMENSIONES LINEALES ANALOGAS; MEDIDA DE ANGULOS; MEDIDA DE AREAS; MEDIDA DE IRREGULARIDADES DE SUPERFICIES O CONTORNOS. › G01B 11/00 Disposiciones de medida caracterizadas por la utilización de medios ópticos (instrumentos de los tipos cubiertos por el grupo G01B 9/00 en sí G01B 9/00). › para ensayar la alineación de ejes.
- G01B11/30 G01B 11/00 […] › para la medida de la rugosidad o la irregularidad de superficies.
PDF original: ES-2381519_T3.pdf
Fragmento de la descripción:
Procedimiento y dispositivo para la determinación y medición de desviaciones en la forma y ondulaciones en piezas rotacionalmente simétricas.
La invención se refiere a un procedimiento y un dispositivo para la determinación y medición de desviaciones en la forma y ondulaciones en superficies técnicas rotacionalmente simétricas en dirección perimetral, que con poco esfuerzo de medición y gran estabilidad frente a molestas influencias medioambientales, registran y evalúan rápidamente de forma cuantitativa desviaciones en la forma y ondulaciones.
Superficies rotacionalmente simétricas (p.ej. en el caso del cilindro o de la esfera) se utilizan técnicamente en su mayoría como superficies de obturación estáticas o dinámicas o como superficies deslizantes o de rodadura. Las desviaciones de configuración de orden 1. y 2. (desviaciones en la forma y ondulaciones) tienen por consiguiente una influencia especialmente negativa sobre el comportamiento funcional de estas superficies. En consecuencia, para piezas de trabajo rotacionalmente simétricas regirán criterios de calidad especialmente elevados en lo que se refiere a desviaciones en la forma y ondulaciones.
Las desviaciones en la forma durante procedimientos de trabajo mecanizados resultan por lo general de la deformación elástica de la unidad de trabajo (herramienta, portaherramientas etc.) , de la deformación elástica de la pieza de trabajo o errores en la pista de rodadura de la herramienta o de la pieza de trabajo durante el procedimiento. Las ondulaciones son producidas por oscilaciones de la herramienta o pieza de trabajo en el desalojo de viruta. La influencia de estas magnitudes perturbadoras sobre las desviaciones de configuración de orden 1. y 2. depende de manera compleja de una serie de parámetros tecnológicos del procedimiento de trabajo (p.ej. las condiciones de corte en el desalojo de viruta, del material de la pieza de trabajo, etc.) . Para evaluar la función de la superficie de la pieza de trabajo elaborada y para permitir un análisis del proceso de elaboración, es deseable una rápida medición de estas deviaciones de configuración.
Las desviaciones en la forma, así como las ondulaciones de superficies rotacionalmente simétricas se miden según el estado de la técnica de manera prioritaria con ayuda de aparatos de control de forma táctiles. En condiciones de laboratorio estos procedimientos de medición de rugosidad permiten registrar desviaciones de configuración con alta precisión. Estos dispositivos de medición requieren sin embargo, un ajuste costoso del objeto de prueba así como extensos tiempos de medición.
Como procedimientos de medición ópticos rápidos para el registro de perfiles de superficies de objetos de prueba rotacionalmente simétricos se conocen además procedimientos de autofoco y procedimientos de triangulación.
Los procedimientos de autofoco y los procedimientos de triangulación miden punto por punto las diferencias de altura en referencia a una pista de palpación ideal. En el procedimiento de triangulación se determina el poder de resolución vertical principalmente por el ángulo de incidencia del haz de luz de medición y la escala de reproducción del objetivo de medición. En caso de que en el proceso de triangulación se emplee como señal de medición únicamente la luz dispersa del objeto de prueba (p.ej. documento US 4, 373, 804) , se puede alcanzar un poder de resolución vertical de como máximo 0, 1 μm o 0.005% del área de medición, el cual es suficiente para la medición de la forma, pero que sin embargo, no permite un análisis preciso de las ondulaciones. Del mismo modo, el método no se puede aplicar en superficies reflejantes. Si el proceso de triangulación se basa en la medición del reflejo directo (p.ej. documento US 2002/0145740) , es realizable un poder de resolución vertical en el área de los nanómetros, sin embargo, delimitado el procedimiento sobre superficies reflejantes cuando se trata de una zona de medición vertical pequeña.
Los sensores de autofoco miden la altura de un punto de la superficie iluminado con respecto a una pista de referencia con alta resolución vertical con al mismo tiempo amplia zona de medición (compárese p.ej. documento EP 0271646 B1) , sin embargo, con superficies ásperas precisan tiempos de medición largos, puesto que la posición del punto de foco varía notablemente debido a la rugosidad de la superficie del objeto de prueba y es necesario regular el objetivo para cada punto de medición. La principal desventaja del proceso de triangulación y de autofoco es sin embargo, que los errores de la pista de rodadura influyen directamente en el resultado de medición y los procedimientos necesitan por consiguiente mesas giratorias de precisión para la rotación del objeto de prueba y un ajuste preciso del objeto de prueba. Deben evitarse además oscilaciones del sistema de medida y/o del objeto de prueba y de este modo, lograr resultados de medición precisos sólo en condiciones de laboratorio. De este modo, las desviaciones de la vía de medición provocadas por excentricidad e inclinación, p.ej. en mediciones de redondez de objetos de prueba cilíndricos, se minimizan con instrucciones de ajuste costosas (compárese documento US 4, 731, 934 ) . Este tipo de procedimientos no son adecuados para una rápida medición cercana al proceso y en proceso de las ondulaciones y desviaciones de forma. En el documento US 5, 926, 781 se presenta un algoritmo para la corrección de la excentricidad posterior de los datos de medición de alturas de perfil por procedimiento de aproximación. Aunque según este proceso el desplazamiento del punto central de la sección transversal respecto al centro de rotación se puede determinar bien, la posterior aproximación del perfil de alturas en dirección perimetral con palpación angular equidistante al punto central de la sección transversal únicamente puede aproximar el perfil de altura real, cuando la excentricidad y todos los errores de medición y de la pista de rodadura son pequeños. Por consiguiente, el procedimiento no se adecua igualmente para una aplicación en proceso.
Procedimientos en los cuales los errores de la pista de rodadura apenas influyen en los resultados de medición durante la palpación del perfil, son procedimientos de medición de ángulo. Un haz de luz de medición ilumina la superficie del objeto de prueba con un ángulo de incidencia definido Gi (compárese fig. 1) . El haz de luz reflejado por la superficie del objeto de prueba es registrable en un nivel S y la desviación X del haz de luz reflejado respecto a una posición calibrada cero S0 puede ser registrada y valorada. La posición cero de un receptor que se encuentra en el nivel S caracteriza el ángulo de reflexión Gr de una superficie plana ideal F0, que se encuentra en posición horizontal en la pista de palpación y cuyos normales de superficie corresponden a los gradientes de la pista de palpación. Un desplazamiento lateral X respecto de la posición cero en el receptor de posición resulta siempre que el gradiente local del perfil de superficie real iluminado de Fr difiere del gradiente de la pista de palpación. Este desplazamiento es proporcional a la tangente del ángulo de diferencia LGr, n, a partir de la cual se puede calcular según la ley de reflexión el ángulo de inclinación local d<n. Para determinar el perfil de alturas de un objeto de prueba con ayuda de una medición de ángulos, se palpa la superficie del objeto de prueba Fr con una amplitud de intervalo de palpación dx y con integración de las inclinaciones de las superficies locales d<n se calcula el perfil del objeto de prueba. Con aprovechamiento lógico de la ley de palanca, se puede reforzar en el caso de un largo recorrido luminoso del haz de luz reflectado, el ángulo de inclinación local de la superficie iluminada múltiples veces frente a errores en la pista de rodadura (p.ej. desplazamiento de altura respecto a la pista de palpación) . De este modo, el procedimiento es también insensible frente a oscilaciones verticales del objeto prueba (véanse p.ej. los documentos DE 3503858 A1, DE 202004009727 U1) y permite, además, la determinación de la rugosidad, cuando el comportamiento de dispersión del haz de luz reflectado se mide p.ej. con una línea CCD resuelta en ángulo (documento US 4, 859, 062) .
En la medición de la redondez por medio de una mesa giratoria para la determinación del perfil de la superficie de un objeto de prueba cilíndrico en dirección perimetral, la influencia de la excentricidad así como de oscilaciones verticales en la determinación de la altura del perfil según el procedimiento de medición... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento para la determinación de desviaciones en la forma y/o ondulaciones de piezas de prueba rotacionalmente simétricas, en el que
- la pieza de prueba se gira sobre su eje de simetría,
- un rayo de luz de medición se irradia desde una dirección prefijable sobre el perímetro de la pieza de prueba en un plano vertical al eje de rotación,
- las posiciones de incidencia del rayo de luz de medición reflectado en un detector sensible a la posición se registran y almacenan en respectiva correlación a una secuencia de posiciones de ángulos de rotación teóricamente equidistantes ei de la pieza de prueba al menos durante una rotación completa de la pieza de prueba,
- a continuación, se efectúa un filtrado de paso bajo de la curva de medición obtenida de esta forma para determinar las desviaciones del rayo de luz de medición reflectado debidas sólo a la excentricidad de la pieza de prueba en relación al eje de rotación.
- para la secuencia de posiciones de ángulos de rotación teóricamente equidistantes ei se determinan respectivamente los desplazamientos de ángulo d<e dependientes de la excentricidad y se añaden a las posiciones de ángulos de rotación teóricamente equidistantes ei,
- los valores de medición de las posiciones de ángulos de rotación teóricamente equidistantes ei se correlacionan con las posiciones de ángulos de rotación corregidas (ei + d<e, i) ,
- los valores de interpolación de la curva de medición corregida de tal manera se determinan en una trama de ángulos de rotación realmente equidistante,
- se lleva acabo un análisis de Fourier de la curva de valores de interpolación, que indica directamente la ondulación dominante, y/o se lleva a cabo una filtración de paso alto de la curva de valores de interpolación, que indica la desviación en la forma de la pieza de prueba subsanada la excentricidad.
2. Procedimiento según la reivindicación 1, caracterizado por el hecho de que el rayo de luz de medición se detecta en una rotación uniforme de la pieza de prueba durante al menos dos rotaciones completas y antes del filtrado de paso bajo se lleva a cabo un análisis de autocorrelación de las señales del detector sensible a la posición con el objetivo de la asignación del número de los puntos de medición a una zona perimetral definida de la pieza de prueba.
3. Procedimiento según la reivindicación 1, caracterizado por el hecho de que el rayo de luz de medición es detectado por un PSD como detector sensible a la posición con rotación uniforme de la pieza de prueba durante al menos dos rotaciones completas, para cada zona de la superficie de la pieza de prueba se registran y almacenan en relación a la posición, respectivamente la señal de suma como también la señal de diferencia del PSD y, antes del filtrado de paso bajo se lleva a cabo un análisis de autocorrelación de las señales del detector sensible a la posición con el objetivo de la asignación del número de puntos de medición a una zona perimetral definida de la pieza de prueba, así como una normalización de las señales por formación de cocientes a partir de señal de diferencia/señal de suma.
4. Procedimiento según una de las reivindicaciones 1 hasta 3, caracterizado por el hecho de que la rotación de la pieza de prueba se lleva a cabo en intervalos de ángulo preseleccionables equidistantes.
5. Procedimiento según una de las reivindicaciones 1 hasta 4, caracterizado por el hecho de que mediante un programa de ordenador se lleva a cabo una determinación cuantitativa de las alturas de perfil zn según
con D, como diámetro de la pieza de prueba en la zona perimetral de medición y N como el número de los intervalos angulares por rotación y d<j como el valor de inclinación de perfil <j subsanada la influencia de la excentricidad en el punto j.
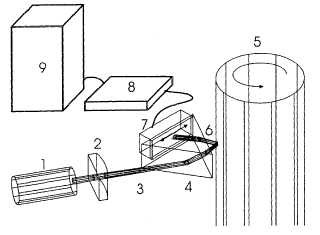
6. Dispositivo para la realización del procedimiento según la reivindicación 1, consistente en una fuente luminosa (1) , que enfoca un rayo de luz de medición (3) con ayuda de una óptica (2) sobre una superficie de pieza de prueba rotacionalmente simétrica (5) que puede ser puesta en movimiento de rotación, perpendicular al eje de rotación (P) y en un ángulo a la normal ideal de superficie ( n0) , caracterizado por el hecho de que antes de la superficie de prueba (5) , se utiliza un prisma (4) para registrar las posiciones de incidencia del haz de luz de medición reflectado (6) sobre un detector sensible a la posición (7) en correspondiente asignación a una secuencia de posiciones de ángulos de rotación teóricamente equidistantes ei, de la pieza de prueba, al menos durante una rotación completa de la pieza de prueba, el 5 cual está situado de forma desplazable en la trayectoria del rayo de luz de tal forma, que el rayo de luz de medición incidente (3) , así como también el rayo de luz de medición reflectado (6) por la superficie de la pieza de prueba (5) es captado por el prisma y el rayo de luz de medición reflectado (6) es dirigido a un detector sensible a la posición (7) situado frente a la tercera superficie de prisma (43) , cuyas señales de salida registra una unidad de captación de datos de medición (8) , que refuerza, digitaliza y almacena los valores de medición, y que los transmite a una unidad de evaluación (9) , la cual determina por filtrado de paso bajo desviaciones del rayo de luz reflectado codicionadas sólo por la excentricidad de la pieza de prueba en relación con el eje de rotación y por interpolación valores de ángulo de rotación corregidos.
7. Dispositivo según la reivindicación 6, caracterizado por el hecho de que el detector sensible a la posición (7) está 15 dispuesto directamente sobre la superficie del prisma, sobre la cual incide el rayo de luz de medición reflectado (6) .
8. Dispositivo según la reivindicación 7, caracterizado por el hecho de que la expansión lateral del detector sensible a la posición (7) está fijada como mucho a una expansión igual, preferiblemente más pequeña que la lateral de la superficie del prisma, sobre la que se encuentra.
9. Dispositivo según la reivindicación 6, caracterizado por el hecho de que como detector sensible a la posición (7) se utiliza un PSD, cuya señal de suma y también de diferencia para cada zona de la superficie de la pieza de prueba se dirige a la unidad de captación de datos de medición subsiguiente (8) y se almacena allí de forma separada.
Patentes similares o relacionadas:
RUGOSÍMETRO SIN CONTACTO PARA LA MEDICIÓN DE RUGOSIDAD, del 31 de Julio de 2020, de ELEJOSTE GONZÁLEZ, Asier Miguel: 1. Rugosímetro sin contacto sobre una superficie, caracterizado porque dicho rugosímetro comprende: - un emisor configurado para emitir un haz de radiación electromagnética […]
Método y dispositivo de medida de planicidad de un producto metálico, del 3 de Junio de 2020, de Primetals Technologies Austria GmbH: Metodo de medida de planicidad de un producto metalico, en forma o bien de una banda o bien de una placa de una linea de tratamiento metalurgico, dicho producto […]
RUGOSÍMETRO SIN CONTACTO Y MÉTODO PARA LA MEDICIÓN DE RUGOSIDAD, del 23 de Enero de 2020, de ELEJOSTE GONZÁLEZ, Asier Miguel: La invención consiste en un rugosímetro capaz de medir la rugosidad de una superficie sobre la cual no está en contacto, que comprende un emisor configurado […]
RUGOSÍMETRO SIN CONTACTO Y MÉTODO PARA LA MEDICIÓN DE RUGOSIDAD, del 20 de Enero de 2020, de ELEJOSTE GONZÁLEZ, Asier Miguel: Rugosímetro sin contacto y método para la medición de rugosidad. La invención consiste en un rugosímetro capaz de medir la rugosidad de una superficie sobre la cual […]
Método para mecanizado e inspección de piezas de trabajo, del 13 de Noviembre de 2019, de Agie Charmilles SA: Método para mecanizado de piezas de trabajo e inspección de una superficie de pieza de trabajo procesada en una máquina herramienta , comprendiendo el método […]
 Procedimiento y sistema para inspeccionar superficies, del 30 de Octubre de 2019, de ISRA VISION SYSTEMS AG: Procedimiento para inspeccionar superficies de un cuerpo tridimensional , en el que se desplazan al menos una cámara y al menos un dispositivo de […]
Procedimiento y sistema para inspeccionar superficies, del 30 de Octubre de 2019, de ISRA VISION SYSTEMS AG: Procedimiento para inspeccionar superficies de un cuerpo tridimensional , en el que se desplazan al menos una cámara y al menos un dispositivo de […]
Método de inspección de forma, aparato de inspección de forma, y programa, del 21 de Agosto de 2019, de NIPPON STEEL CORPORATION: Un método de inspección de forma que comprende: una etapa de generación de imagen de sección luminosa, en la que se aplica luz de láser lineal […]
Aparato de perfilado de productos automatizado y sistema de rebanado de productos utilizando el mismo, del 11 de Abril de 2019, de FORMAX, INC: Un aparato para adquirir un perfil de un producto alimentario para su uso en un procesamiento posterior del producto alimentario , que comprende: a) un área […]