Herramienta de tratamiento de superficie de un tubo.
Herramienta de tratamiento de la superficie interior de un cuerpo de base de un tubo,
definiendo la herramienta(30) un eje central (Y-Y) y comprendiendo un tramo axial de martilleo (56) provisto por lo menos de un primerelemento de martilleo (72) radialmente móvil con respecto al eje central (Y-Y) de la herramienta y libre en rotaciónalrededor de un eje propio (Z-Z) que se extiende paralelamente al eje central de la herramienta, caracterizadoporque la herramienta comprende un tramo axial de mandrilado (54) provisto de por lo menos una cuchilla demandrilado (64) radialmente móvil con respecto al eje central (Y-Y) de la herramienta.
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E10184052.
Solicitante: SAINT-GOBAIN PAM.
Nacionalidad solicitante: Francia.
Dirección: 91, AVENUE DE LA LIBÉRATION 54000 NANCY FRANCIA.
Inventor/es: COHEN,MARC, GUYONNET,LAURENCE, MUTIS,ROGER.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B23P9/04 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23P OTROS PROCEDIMIENTOS PARA EL TRABAJO DEL METAL NO PREVISTOS EN OTRO LUGAR; OPERACIONES MIXTAS; MAQUINAS HERRAMIENTAS UNIVERSALES (dispositivos para el copiado o el control B23Q). › B23P 9/00 Tratamiento o acabado mecánico de superficies, con o sin calibrado, con el fin primordial de resistir mejor al desgaste o a los golpes, p. ej. tratamiento de aletas de turbina o de palieres para tornarlos lisos o rugosos (tratamiento cubierto por una sola de las otras subclases, ver la subclase en cuestión, p. ej. B24C, C21D 7/00, C22F 1/00 ); Características, no previstas en otro lugar, de tales superficies cuando su tratamiento no está precisado. › Tratamiento o acabado por martillado o por presión repetida.
PDF original: ES-2396444_T3.pdf
Fragmento de la descripción:
Herramienta de tratamiento de superficie de un tubo.
La invención se refiere a una herramienta de tratamiento de superficie interior de un cuerpo de base de un tubo según el preámbulo de la reivindicación 1. Una herramienta de este tipo es conocida a partir del documento GB 493 476. El estado de la técnica comprende los documentos siguientes: US nº 2.959.798; FR 2 686 821; US nº 4.771.811;
US nº 2.724.672 y EP 1 518 637. La presente invención se aplica a un tubo, del tipo que comprende:
- un cuerpo de base en metal, que define una superficie exterior del cuerpo de base y una superficie interior de cuerpo de base, y
- un revestimiento interior aplicado sobre la superficie interior del cuerpo de base.
Se conocen en el estado de la técnica unos tubos de transporte de agua potable, utilizados en particular en el campo de la aducción de agua.
Estos tubos comprenden un cuerpo de base en metal sobre cuya superficie interior se aplica un revestimiento interior apto para el contacto con productos alimenticios. Los revestimientos utilizados generalmente requieren una preparación de la superficie interior del cuerpo de base con el fin de que el revestimiento se pueda adherir. Los procedimientos de preparación de la superficie interior son habitualmente o bien el granallado solo, o bien el amolado o incluso una combinación de un mandrilado y un granallado.
Estos procedimientos de preparación de la superficie interior del cuerpo de base son costosos. Esto es particularmente válido para el granallado debido al tiempo y al coste correspondientes al reciclaje de las granallas.
Por otra parte, estos procedimientos de preparación de la superficie necesitan a veces la utilización de un primario con el fin de obtener la adherencia requerida del revestimiento.
La invención tiene por objetivo reducir los costes de fabricación del tubo. Con este fin, la invención tiene por objeto una herramienta del tipo indicado anteriormente, caracterizada porque la herramienta comprende las características de la reivindicación 1.
Por otra parte, la herramienta de tratamiento de superficie puede comprender la característica de la reivindicación 2.
La invención se comprenderá mejor con la lectura de la descripción siguiente, dada únicamente a título de ejemplo y haciendo referencia a los dibujos adjuntos, en los que:
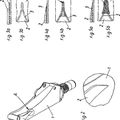
- la figura 1 es una vista en sección longitudinal de un cuerpo de base de un tubo en el estado bruto;
- la figura 2 es una vista del cuerpo de base de tubo de la figura 1 durante una etapa de preparación de superficie utilizando una herramienta de tratamiento de superficie según la invención;
- la figura 3 es una vista del cuerpo de base durante una etapa de revestimiento del procedimiento según la invención;
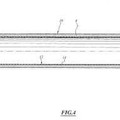
- la figura 4 es una vista en sección longitudinal del tubo acabado según la invención; y
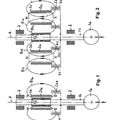
- la figura 5 es una vista en sección longitudinal de una herramienta de tratamiento de superficie utilizada para la preparación de la superficie del cuerpo de base.
En la figura 4 está representado un tubo según la invención designado por la referencia general 2.
Este tubo 2 se extiende según un eje central X-X y presenta un primer extremo que tiene un terminal liso 4, así como un segundo extremo que comprende un terminal para encajado 6.
El tubo 2 está constituido por un cuerpo de base 8, fabricado por ejemplo en fundición y, en particular, en fundición con grafito esferoidal. Este cuerpo de base 8 define una superficie exterior 10 de cuerpo de base y una superficie interior 12 de cuerpo de base.
La superficie exterior 10 es en el caso del tubo 2 una superficie libre, pero se puede revestir también con un revestimiento exterior.
El tubo 2 comprende además un revestimiento interior 14 aplicado en la superficie interior 12. El revestimiento interior 14 está realizado en un material que posee todos los permisos sanitarios europeos, de tal modo que el tubo 2 está adaptado para transportar agua potable, en particular en el campo de la aducción de agua.
Según la invención, el revestimiento interior 14 comprende un material termoplástico que puede ser a base de poliolefinas o a base de poliamida. De una manera preferida, el revestimiento interior 14 está constituido por un material termoplástico y por un material acrílico. Gracias a estos materiales, el revestimiento interior 14 se adhiere bien a la superficie interior 12.
El material de poliamida puede ser, por ejemplo, una poliamida 11 o 12 (NYLON®) .
El material termoplástico puede comprender, por ejemplo, polietileno funcionalizado por copolimerización con un acrílico.
La utilización de este revestimiento interior 14 permite fabricar el cuerpo de base 8 con un espesor de pared e particularmente pequeño. El espesor de pared e es por ejemplo como media inferior a 4 mm. El espesor del revestimiento 14 es, por ejemplo, inferior a 1 mm.
En las figuras 1 a 3 están representadas unas etapas del procedimiento de fabricación del tubo 2 según la invención.
En una primera etapa, se fabrica el cuerpo de base 8, por ejemplo por colada de un metal fundido o de una aleación metálica fundida y en particular por colada centrífuga. El cuerpo de base 8 bruto obtenido comprende una superficie interior bruta 22 que está provista de asperezas 20 que sobresalen radialmente hacia el interior con respecto al eje X-X. Por otra parte, la superficie interior bruta 22 está recubierta de una capa de óxidos de hierro, no representada, que es nefasta para la adherencia del revestimiento interior 14.
Durante una segunda etapa mostrada en la figura 2, se quitan las asperezas 20 de la superficie interior bruta 22 por un mandrilado parcial de esta superficie 22, obteniendo así una superficie mecanizada 26.
La superficie mecanizada 26 comprende unas partes libres, no oxidadas, unas partes que tienen una capa de óxido de fuerte adherencia y unas partes con capa de óxido de poca adherencia. Las partes con capa de óxido de poca adherencia que subsisten sobre la superficie mecanizada 26 son retiradas a continuación durante una tercera etapa por martilleo de la superficie interior mecanizada 26, obteniendo la superficie interior martilleada 12 acabada.
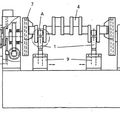
Las segunda y tercera etapas se efectúan por medio de una herramienta de tratamiento de superficie 30.
Durante o después del mandrilado y el martilleo, se retiran residuos de mandrilado y de martilleo del interior del cuerpo de base 10, por ejemplo por aspiración o por soplado.
En la figura 3 está representada la etapa de aplicación del revestimiento interior 14 sobre el cuerpo de base 8.
Con este fin, el cuerpo de base 8 se calienta más allá de la temperatura de fusión del revestimiento, por ejemplo a una temperatura comprendida entre 220 y 300ºC y, más particularmente, a una temperatura de 250ºC.
Una vez que el cuerpo de base 8 ha alcanzado la temperatura de fusión, se introduce un cabezal de proyección 32 según un desplazamiento paralelo al eje X-X en el cuerpo de base 8 y proyecta unas partículas sólidas de revestimiento 34 radialmente hacia el exterior contra la superficie interior 12 del cuerpo de base 8. Cuando las partículas 34 entran en contacto con la superficie interior 12, se funden y mojan esta superficie 12 formando una capa de revestimiento líquida 35. A continuación, el cuerpo de base 8 y la capa de revestimiento liquida 35 se enfrían a la temperatura ambiente, y la capa de revestimiento interior 14 se obtiene por solidificación.
Se debe observar que entre la etapa de martilleo y la etapa de aplicación de las partículas de revestimiento 34 no se trata la superficie 12 y, en particular, no necesita la aplicación de un primario de enganche.
En la figura 5 está representada la herramienta de tratamiento 30 de superficie utilizada para tratar la superficie interior del cuerpo de base 8.
La herramienta de tratamiento de superficie 30 comprende un cuerpo de base 52 sustancialmente cilíndrico.
La herramienta 30 define un eje central Y-Y, que es coaxial al eje X-X durante la operación de tratamiento.
La herramienta de tratamiento de superficie 30 está provista de un primer tramo axial 54 de mandrilado, y de un segundo tramo axial de martilleo 56, así como de un tramo axial de fijación 58. El tramo de mandrilado 54 forma un primer extremo axial de la herramienta 30 y el tramo de fijación 58 forma un segundo extremo axial de esta herramienta 30.
El tramo de mandrilado 54 comprende varios alojamientos 60. Cada alojamiento 60 está radialmente abierto y delimita dos superficies de tope 62 dirigidas radialmente hacia el interior.... [Seguir leyendo]
Reivindicaciones:
1. Herramienta de tratamiento de la superficie interior de un cuerpo de base de un tubo, definiendo la herramienta (30) un eje central (Y-Y) y comprendiendo un tramo axial de martilleo (56) provisto por lo menos de un primer
elemento de martilleo (72) radialmente móvil con respecto al eje central (Y-Y) de la herramienta y libre en rotación alrededor de un eje propio (Z-Z) que se extiende paralelamente al eje central de la herramienta, caracterizado porque la herramienta comprende un tramo axial de mandrilado (54) provisto de por lo menos una cuchilla de mandrilado (64) radialmente móvil con respecto al eje central (Y-Y) de la herramienta.
2. Herramienta según la reivindicación 1, caracterizado porque el tramo axial de martilleo (56) comprende un segundo elemento de martilleo (72) radialmente móvil con respecto al eje central y libre en rotación alrededor de un eje propio que se extiende paralelamente al eje central (Y-Y) de la herramienta.
Patentes similares o relacionadas:
Procedimiento y dispositivo para el endurecimiento por choque de los radios de transición de un cigüeñal, del 8 de Julio de 2020, de MASCHINENFABRIK ALFING KESSLER GMBH: Dispositivo para el endurecimiento por choque de los radios de transición de un cigüeñal , en particular de los radios de transición […]
Dispositivo de martilleo para la influencia en piezas de trabajo y procedimiento correspondiente, del 4 de Junio de 2019, de ECOROLL AG, WERKZEUGTECHNIK: Dispositivo de martilleo para la influencia en zonas periféricas de piezas de trabajo , con (a) un útil de percusión para […]
HERRAMIENTA DE BRUÑIDO CON BOLA ASISTIDA POR VIBRACIONES ULTRASÓNICAS, del 27 de Septiembre de 2018, de UNIVERSITAT POLITECNICA DE CATALUNYA: La herramienta de bruñido con bola asistida por vibraciones ultrasónicas comprende un cabezal de bruñido que incluye una bola bruñidora […]
Procedimiento para la elevación de la tenacidad a la rotura de la capa marginal de un corte de metal duro de una broca, del 22 de Octubre de 2014, de HILTI AKTIENGESELLSCHAFT: Procedimiento para la elevación de la tenacidad a rotura de la capa marginal de un corte de metal duro de una broca para la mecanización de perforación […]
 Tubería y su procedimiento asociado, del 25 de Febrero de 2013, de SAINT-GOBAIN PAM: Tubería, del tipo que comprende:
- un cuerpo de base de metal, que define una superficie exterior del cuerpo de base y una superficieinterior de cuerpo […]
Tubería y su procedimiento asociado, del 25 de Febrero de 2013, de SAINT-GOBAIN PAM: Tubería, del tipo que comprende:
- un cuerpo de base de metal, que define una superficie exterior del cuerpo de base y una superficieinterior de cuerpo […]
 PROCEDIMIENTO PARA EL MICROFORJADO EN FRIO DE CUALESQUIERA SUPERFICIES TRIDIMENSIONALES DE FORMA LIBRE, del 29 de Julio de 2010, de LOCKER, CHRISTIAN: Procedimiento electromagnético para el tratamiento, el pulido y el endurecimiento en frío de la superficie de herramientas, partes de máquinas y otras […]
PROCEDIMIENTO PARA EL MICROFORJADO EN FRIO DE CUALESQUIERA SUPERFICIES TRIDIMENSIONALES DE FORMA LIBRE, del 29 de Julio de 2010, de LOCKER, CHRISTIAN: Procedimiento electromagnético para el tratamiento, el pulido y el endurecimiento en frío de la superficie de herramientas, partes de máquinas y otras […]
 GRUA CON CHAPA DE REFUERZO, del 12 de Mayo de 2010, de PALFINGER AG: Grúa, especialmente grúa de carga transportable en camiones, que está provista en al menos una zona sometida a cargas altas con una chapa de refuerzo , que está soldada […]
GRUA CON CHAPA DE REFUERZO, del 12 de Mayo de 2010, de PALFINGER AG: Grúa, especialmente grúa de carga transportable en camiones, que está provista en al menos una zona sometida a cargas altas con una chapa de refuerzo , que está soldada […]
 PROCEDIMIENTO PARA AUMENTAR LA RESISTENCIA A LA FATIGA POR VIBRACIONES, EN ESPECIAL LA RESISTENCIA A LA FLEXION ALTERNADA Y A LA RESISTENCIA A LA TORSION ALTERNADA DE CIGUEALES, del 16 de Mayo de 2008, de MASCHINENFABRIK ALFING KESSLER GMBH: Procedimiento para aumentar el límite de fatiga por vibraciones, en especial la resistencia a la flexión alternada y la resistencia a la torsión […]
PROCEDIMIENTO PARA AUMENTAR LA RESISTENCIA A LA FATIGA POR VIBRACIONES, EN ESPECIAL LA RESISTENCIA A LA FLEXION ALTERNADA Y A LA RESISTENCIA A LA TORSION ALTERNADA DE CIGUEALES, del 16 de Mayo de 2008, de MASCHINENFABRIK ALFING KESSLER GMBH: Procedimiento para aumentar el límite de fatiga por vibraciones, en especial la resistencia a la flexión alternada y la resistencia a la torsión […]