EQUIPO AUTOMÁTICO PARA LA SOLDADURA DE MAMPAROS CORRUGADOS DE BUQUES.
Equipo automático para soldadura de mamparos corrugados (26) de buques,
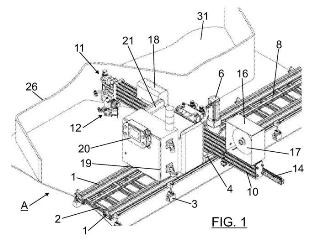
que comprende raíles (1) que van montados sobre el piso (31) del buque y a lo largo de los cuales puede desplazarse un carro (4) en el que va montado un mástil horizontal (11), en dirección perpendicular a los raíles (1) y con facultad de desplazamiento longitudinal, cuyo mástil es portador de una pistola (12) de soldadura, de un detector de velocidad de desplazamiento sobre la superficie del mamparo corrugado (26), de un detector de posición respecto de dicha superficie y de un detector de posición respecto del piso (32) del buque. El equipo incluye además una unidad de control (19) en la que se introducen los parámetros de soldeo y que mediante el correspondiente software modifica dichos parámetros en función de los datos suministrados por los detectores de posición y velocidad de desplazamiento citados.
Tipo: Patente de Invención. Resumen de patente/invención. Número de Solicitud: P200931253.
Solicitante: ASOCIACION DE INVESTIGACION METALURGICA DEL NOROESTE AIMEN.
Nacionalidad solicitante: España.
Inventor/es: VIDAL VILARIÑO,FELIX, TOVAL BARRERAS,RAFAEL, MOLEDO EIRAS,Juan Antonio, VILLAR CRESPO,Isabel, MENDEZ FERNANDEZ,Alvaro, QUINTANS RODRÍGUEZ,Gabriel, VAZQUEZ DOMINGUEZ,Carlos, PEREZ-LAMA TABOADA,Maria Elena.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B23K9/12 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23K SOLDADURA SIN FUSION O DESOLDEO; SOLDADURA; REVESTIMIENTO O CHAPADO POR SOLDADURA O SOLDADURA SIN FUSION; CORTE POR CALENTAMIENTO LOCALIZADO, p. ej. CORTE CON SOPLETE; TRABAJO POR RAYOS LASER (fabricación de productos revestidos de metal por extrusión de metales B21C 23/22; realización de guarniciones o recubrimientos por moldeo B22D 19/08; moldeo por inmersión B22D 23/04; fabricación de capas compuestas por sinterización de polvos metálicos B22F 7/00; disposiciones sobre las máquinas para copiar o controlar B23Q; recubrimiento de metales o recubrimiento de materiales con metales, no previsto en otro lugar C23C; quemadores F23D). › B23K 9/00 Soldadura o corte por arco voltaico (soldadura eléctrica por escoria B23K 25/00; transformadores de soldadura H01F; generadores de soldadura H02K). › Alimentación automática de electrodos o de piezas o desplazamiento automático de electrodos o de piezas para la soldadura o para el corte por arco en líneas continuas o por puntos.
Fragmento de la descripción:
Equipo automático para la soldadura de mamparos corrugados de buques.
Campo de la invención
La presente invención se refiere a un equipo automático para la soldadura de mamparos corrugados de buques, tales como buques situados en gradas, que permite realizar la soldadura de los mamparos al piso del buque de manera automática, con repetibilidad y precisión, una vez instalado el equipo y ajustados los parámetros de soldeo.
El equipo de la invención permite llevar a cabo la soldadura del mamparo manteniendo la posición de la antorcha con el ángulo predeterminado y adaptándose a la geometría que presenta la corruga en dos de sus dimensiones (largo y ancho), permitiendo además la variación en altura, de modo que pueda seguir la geometría del piso del buque.
Antecedentes de la invención
La unión por soldadura es una técnica ampliamente establecida en la industria naval, y su uso se remonta a los años treinta del pasado siglo. Esto supuso un avance muy grande respecto a otro tipo de uniones tales como los roblones. No obstante su realización exige de una técnica muy depurada lo que implica la presencia de mano de obra cualificada. El resultado final depende en gran medida de la experiencia, la destreza del operario y las condiciones ambientales.
El proceso en si, consiste en el establecimiento del arco entre el electrodo de hilo continuo y la pieza a soldar. El calor generado en el arco, funde el electrodo y los bordes de la pieza a soldar, produciendo la unión de las piezas a soldar. El baño fundido esta protegido de la atmósfera circundante por un gas.
En la actualidad, en el sector naval, la tendencia es reducir al máximo las operaciones de soldadura manual que intervienen en los procesos de unión. El empleo de máquinas para el soldeo automatizado en buques es un hecho muy reciente y se limita únicamente a la fabricación de piezas en operaciones anteriores a la construcción en grada, tales como el corte o la soldadura que se efectúan en las primeras fases de la construcción en instalaciones interiores y con unas condiciones muy controladas. No obstante este tipo de prácticas en grada son de muy difícil ejecución y exige un control estricto del proceso debido a las malas condiciones que se presentan al aire libre. A estos problemas hay que añadir los derivados de la soldadura de piezas con geometría compleja, con formas variables, como es el caso de la soldadura de mamparos corrugados al piso de un buque.
El empleo de mamparos corrugados en la construcción de buques permite aumentar su inercia en dos direcciones, lo cual disminuye el riesgo de deformaciones, al mismo tiempo que permite reducir espesores de los mamparos, con el consiguiente beneficio técnico y económico.
Para la soldadura de mamparos corrugados es conocido, por la JP 423756, un dispositivo para la soldadura automática de paneles corrugados, pero que solo permite la soldadura de paneles corrugados, pero que solo permite la soldadura de paneles corrugados con corrugas de pequeñas dimensiones.
Descripción de la invención
La presente invención tiene por objeto un equipo de soldadura que permite llevar a cabo de forma automática la soldadura de mamparos corrugados al piso del buque, con corrugas de elevadas dimensiones, de modo que puede ser aplicado en la construcción de grandes buques, que es precisamente donde es mas necesario un sistema de soldadura con alta capacidad y fiabilidad.
El equipo de la invención permite llevar a cabo la unión de mamparos corrugados del tipo indicado, de un modo rápido y preciso, reduciendo el tiempo de interacción de mano de obra, al mismo tiempo que permite garantizar el control de los parámetros de soldeo.
El equipo de la invención esta compuesto por:
- Un carro que va montado y puede desplazarse sobre raíles fijados previamente sobre el piso del buque;
- Un mástil horizontal, que va montado sobre el carro, en dirección perpendicular a los raíles, con facultad de desplazamiento longitudinal sobre dicho carro;
- Un cabezal que es portador de una pistola de soldadura, de un detector de velocidad de desplazamiento sobre la superficie de mamparo corrugado, de un detector de posición respecto de dicha superficie, y de un detector de posición respecto del piso del buque; y
- Una unidad de control, en la que se introducen los parámetros de soldeo, que mediante el correspondiente software permite modificar dichos parámetros en función de los datos suministrados por los detectores de posición y velocidad de desplazamiento citados.
El carro antes comentado dispone de patines superiores, sobre los que va montado y puede desplazarse el mástil. Por su parte, este carro va montado sobre los raíles mediante patines inferiores y es además portador de un conjunto motorreductor, con piñón de salida que engrana sobre una cremallera fijada a lo largo del conjunto de raíles.
Entre el mástil horizontal y el carro va montado un cilindro de accionamiento, mediante cuya activación se consigue desplazar al mástil y mantener el contacto de los detectores de posición y velocidad del cabezal con el mamparo.
Los raíles irán preferentemente montados sobre traviesas, a los que se fija la cremallera citada. Estos raíles pueden fijarse al piso del buque mediante imanes o ventosas, dependiendo de la naturaleza del piso del buque.
El detector de velocidad de desplazamiento del cabezal comprende una rueda que esta constantemente en contacto con la superficie del mamparo corrugado y que va acoplada a un encoder que envía a la unidad de control información relativa a la velocidad de giro de la rueda, permitiendo ajustar el valor de la velocidad de soldeo, cuyos datos han sido previamente suministrados a la unidad de control, todo ello mediante el software correspondiente de dicha unidad.
La rueda debe mantener una velocidad constante, dado que esta equivale a la velocidad de soldadura que, a su vez, es un parámetro de soldeo introducido por el operador en la unidad de control. Cuando la rueda aumenta o disminuye de velocidad, debido a la geometría variable de la corruga, esta variación es detectada por el encoder que envía la información a la unidad de control la cual, gracias al software correspondiente actúa sobre el motor del motorreductor, ajustando la velocidad de desplazamiento del carro a lo largo de los raíles. Este proceso (lectura- procesado-corrección) se realiza varias veces por segundo y resulta imperceptible en el proceso de soldadura.
El detector de posición del cabezal respecto de la superficie del mamparo corrugado consiste en un palpador que se mantiene constantemente en contacto con la superficie de dicho mamparo, en posición perpendicular a esta superficie, permitiendo mantener el ángulo de la pistola de soldar, fijado previamente en la unidad de control.
Por último el detector de posición del cabezal respecto de la superficie del piso del buque consiste en un actuador lineal que interactúa con un medidor láser y proporciona información a la unidad de control, para su procesado, permitiendo un cierto movimiento a lo largo del eje Z para adaptarse a las pequeñas irregularidades de la cubierta o fondo del buque. Gracias a esto se mantiene siempre constante la distancia al suelo, predefinida por el operador en la unidad de control, permitiendo realizar una soldadura adaptándose al entorno de la misma manera que lo haría un operario humano.
Breve descripción de los dibujos
En los dibujos adjuntos se representa un equipo automático para la soldadura de mamparos corrugados de buques, constituido de acuerdo con la invención y dado a título de ejemplo no limitativo.
En los dibujos:
La figura 1 es una perspectiva anterior del equipo de soldadura construido de acuerdo con la invención.
La figura 2 es una perspectiva posterior del mismo equipo.
La figura 3 es un alzado del equipo, según la dirección A de la figura 1.
La figura 4 es una vista lateral parcial del equipo, según la dirección B de la figura 1.
La figura 5 es una sección transversal del equipo, tomada según la línea de corte V-V de la figura 4.
La figura 6 corresponde a otra sección transversal de equipo, tomada según la línea de corte VI-VI de la figura 4.
La figura 7 muestra en perspectiva el mástil horizontal montado sobre el carro.
La...
Reivindicaciones:
1. Equipo automático para la soldadura de mamparos corrugados de buques, caracterizado porque comprende:
- un carro que va montado y puede desplazarse sobre raíles fijados sobre el piso del buque;
- un mástil horizontal, que va montado sobre el carro en dirección perpendicular a los raíles, con facultad de desplazamiento longitudinal sobre dicho carro:
- un cabezal que es portador de una pistola de soldadura, de un detector de velocidad de desplazamiento sobre la superficie del mamparo corrugado, de un detector de posición respecto de dicha superficie, y de un detector de posición respecto del piso del buque; y
- una unidad de control en la que se introducen los parámetros de soldeo para su modificación, mediante el correspondiente software, en función de los datos suministrados por los detectores de posición y velocidad de desplazamiento citados.
2. Equipo según la reivindicación 1, caracterizado porque el carro citado es portador de patines superiores sobre los que va montado y puede desplazarse el mástil.
3. Equipo según la reivindicación 1, caracterizado porque entre el mástil y el carro va montado un cilindro de accionamiento, encargado de desplazar a dicho mástil y mantener el contacto de los detectores de posición y velocidad del cabezal con la superficie del mamparo corrugado.
4. Equipo según la reivindicación 1, caracterizado porque el carro va montado sobre los raíles mediante patines inferiores y es portador de un conjunto motorreductor, con piñón de salida que engrana sobre una cremallera dispuesta entre los dos raíles, a lo largo de los mismos.
5. Equipo según las reivindicaciones 1 y 4, caracterizado porque los raíles van montados sobre traviesas, en los que se fija la cremallera citada.
6. Equipo según la reivindicación 1, caracterizado porque el detector de velocidad de desplazamiento del cabezal comprende una rueda que está constantemente en contacto con la superficie del mamparo corrugado y está acoplada a un encoder que envía constantemente a la unidad de control información relativa a la velocidad de giro de dicha rueda, para ajuste del valor de la velocidad de soldeo previamente suministrado a la unidad de control, mediante el software de dicha unidad.
7. Equipo según la reivindicación 1, caracterizado porque el detector de posición del cabezal respecto de la superficie del mamparo corrugado consiste en un palpador que se mantiene constantemente en contacto con la superficie de dicho mamparo, en posición perpendicular a la misma, y permite mantener el ángulo de la pistola de soldar, previamente fijado.
8. Equipo según la reivindicación 1, caracterizado porque el detector de posición del cabezal respecto de la superficie del piso del buque consiste en un actuador lineal que interactúa con un medidor láser y proporciona información a la unidad de control, para su procesado.
Patentes similares o relacionadas:
Conjunto para ayudar en la retirada del almacenamiento y la transferencia de alambre, del 13 de Noviembre de 2019, de Alcotec Wire Corporation: Un conjunto para mover alambre desde un punto hasta un segundo punto alejado del primer punto, comprendiendo dicho conjunto: una primera unidad que comprende una […]
Dispositivo de reemplazo giratorio, del 17 de Julio de 2019, de Tipman Co., Ltd: Un cambiador giratorio configurado para unir o quitar una punta de contacto a/de un extremo de la punta de un cuerpo de antorcha (10a) de una antorcha […]
Procedimiento para el aprendizaje/ensayo de una secuencia de movimiento de un robot de soldadura, robot de soldadura y control asociado, del 12 de Abril de 2019, de FRONIUS INTERNATIONAL GMBH: Procedimiento para el aprendizaje de un robot de soldadura en el que se fija y guarda una posición por medio de un proceso de posicionamiento realizado manualmente, […]
Sistema de alimentación por cable para controlar la alimentación de un cable de soldadura, del 19 de Septiembre de 2018, de AWDS Technologies SRL: Sistema de alimentación por cable para alimentar un cable, en particular un cable de soldadura, desde un almacenamiento de cable hasta un soplete de soldadura […]
Aparato y método de soldadura para cintas transportadoras, del 12 de Septiembre de 2018, de Flexible Steel Lacing Company: Un aparato de soldadura de cintas para unir extremos de cinta monolítica, comprendiendo el aparato de soldadura de cintas: un bastidor […]
Método de supervisión de la vida útil de la punta de contacto de soldadura GMAW pulsada en función de parámetros representativos, del 11 de Octubre de 2017, de ILLINOIS TOOL WORKS INC.: Método para supervisar la vida útil de una punta de contacto en un soldador durante aplicaciones de soldadura GMAW pulsada, comprendiendo dicho método las etapas de: […]
Aparato de soldadura que tiene un pulsador de alambre, del 23 de Agosto de 2017, de AZZ WSI LLC: Un aparato de soldadura que comprende una fuente de alambre que tiene alambre de soldadura; un accionamiento de alimentación […]
Sirga para guiar un hilo, en particular un hilo de soldadura, con al menos dos tipos diferentes de cuerpos, del 15 de Marzo de 2017, de AWDS Technologies SRL: Una sirga para guiar un hilo , en particular un hilo de soldadura, formada por unos cuerpos dispuestos consecutivamente para formar […]