Procedimiento para el tratamiento de superficies de piezas de trabajo.
Procedimiento para el tratamiento de superficies de piezas de trabajo (3),
en el que las superficies de las piezasde trabajo (3) se someten a un tratamiento con un líquido de tratamiento que contiene agua, y en el que se seca ellíquido de tratamiento adherido a las superficies de la pieza de trabajo (3),
caracterizado porque el líquido de tratamiento se retira primeramente de la superficie de las piezas de trabajo (3)por soplado de estas piezas de trabajo (3) hasta que queden cantidades residuales en forma de gotas, y acontinuación se retiran con microondas las cantidades restantes en forma de gotas, de modo que el líquido detratamiento, en particular el agua, sea retirado sin dejar residuos.
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E06021684.
Solicitante: Eisenmann AG.
Nacionalidad solicitante: Alemania.
Dirección: TÜBINGER STRASSE 81 71032 BÖBLINGEN ALEMANIA.
Inventor/es: Flothmann,Wieland, Schmidt,Roger.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B05C9/10 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B05 PULVERIZACION O ATOMIZACION EN GENERAL; APLICACION DE MATERIALES FLUIDOS A SUPERFICIES, EN GENERAL. › B05C APARATOS PARA LA APLICACION DE MATERIALES FLUIDOS A LAS SUPERFICIES, EN GENERAL (aparatos de pulverización, aparatos de atomización, toberas o boquillas B05B; instalaciones para aplicar líquidos u otros materiales fluidos a objetos por pulverización electrostática B05B 5/08). › B05C 9/00 Aparatos o instalaciones para aplicar líquidos u otros materiales fluidos a superficies por medios no previstos en los grupos B05C 1/00 - B05C 7/00 o en los que el medio para depositar el líquido u otro material fluido no es importante (B05C 19/00 tiene prioridad). › la operación auxiliar se ejecuta antes de la aplicación (B05C 9/14 tiene prioridad).
- B08B3/04 B […] › B08 LIMPIEZA. › B08B LIMPIEZA EN GENERAL; PREVENCION DE LA SUCIEDAD EN GENERAL (cepillos A46; dispositivos para limpieza del hogar o análogos A47L; separación de partículas sólidas de líquidos o gases B01D; separación de sólidos B03, B07; pulverización o aplicación de líquidos u otros materiales fluidos sobre superficies en general B05; dispositivos de limpieza para transportadores B65G 45/10; operaciones combinadas de lavado, llenado y cierre de botellas B67C 7/00; inhibición de la corrosión o de la incrustación en general C23; limpieza de calles, de vías férreas, de playas o de terrenos E01H; partes constitutivas, detalles o accesorios de piscinas para nadar o para chapotear especialmente adaptados a la limpieza E04H 4/16; protección contra las cargas electrostáticas o supresión de estas cargas H05F). › B08B 3/00 Limpieza mediante procedimientos que implican la utilización o la presencia de un líquido o de vapor de agua (B08B 9/00 tiene prioridad). › Limpieza que implica el contacto con un líquido.
- F26B15/14 MECANICA; ILUMINACION; CALEFACCION; ARMAMENTO; VOLADURA. › F26 SECADO. › F26B SECADO DE MATERIALES SOLIDOS O DE OBJETOS POR ELIMINACION DEL LIQUIDO QUE CONTIENEN (dispositivos de secado para cosechadoras-trilladoras A01D 41/133; rejillas para el secado de frutas o vegetales A01F 25/12; secado de productos alimenticios A23; secado de cabellos A45D 20/00; artículos para el secado del cuerpo A47K 10/00; secado de artículos domésticos A47L; secado de gases o vapores B01D; procedimientos físicos o químicos para la eliminación del agua o cualquier otra forma de separar los líquidos de los sólidos B01D 43/00; aparatos centrifugadores B04; secado de cerámica C04B 33/30; secado de hilos o tejidos textiles en combinación con cualquier otra forma de tratamiento D06C; soportes de secado para lavandería sin calefacción ni circulación de aire efectiva, secadores centrífugos domésticos o similares, escurrido o prensado en caliente de la colada D06F; hornos F27). › F26B 15/00 Máquinas o aparatos con movimiento progresivo para el secado de objetos; Máquinas o aparatos con movimiento progresivo, para el secado de lotes de un material de forma compacta (F26B 13/00, F26B 17/00 tienen prioridad; transportadores en general B65G). › siendo llevados los objetos o los lotes de material por bandejas o bastidores.
- F26B3/34 F26B […] › F26B 3/00 Procedimientos de secado de materiales sólidos u objetos que implican la utilización de calor (en máquinas o aparatos particulares F26B 9/00 - F26B 19/00). › utilizando efectos eléctricos.
PDF original: ES-2383194_T3.pdf
Fragmento de la descripción:
Procedimiento para el tratamiento de superficies de piezas de trabajo.
La invención concierne a un procedimiento para el tratamiento de superficies de piezas de trabajo según el preámbulo de la reivindicación 1.
Los procedimientos conocidos del tipo citado al principio se utilizan, por ejemplo, para tratar previamente piezas de trabajo, en particular componentes de vehículos, en baños o lavados químicos con, especialmente, quitagrasas y/o tensioactivos para una aplicación de pintura posterior. Para que se asegure una buena adhesión de la pintura y se eviten defectos de revestimiento debidos a restos de agua adheridos y una formación de burbujas, se debe retirar el líquido de tratamiento adherido a las superficies de las piezas de trabajo, en particular agua en forma de gotas. Esto se realiza por secado con dispositivos de secado especiales.
Para esto, se conoce el uso de secadores de aire circulante, por ejemplo secadores de convección, en los que las piezas de trabajo se soplan y se secan en una cabina secadora con aire generalmente muy caliente y se evacua de la cabina secadora el aire de salida entonces caliente y húmedo. Durante el secado de plásticos, la temperatura de secado no deberá sobrepasar 90ºC a 100ºC, ya que, de lo contrario, estos se vuelven inestables.
Otros dispositivos de secado conocidos utilizan secadores de condensación con los que se secan las superficies de las piezas de trabajo con un gran consumo de tiempo y energía.
Además, se conoce el recurso de secar con microondas pinturas de agua sobre superficies de plástico. Para conseguir una alta calidad de la pintura, es necesario un secado uniforme del revestimiento de pintura de toda la superficie, que forma también la superficie de la pieza de trabajo. Con microondas se seca allí de manera autorregulable y volumétrica todo el revestimiento de pintura. Para evitar la formación de burbujas y/o reacciones químicas en la capa de pintura, el proceso autorregulable debe controlarse por medio del contenido en agua y las propiedades de adsorción optimizadas de la pintura de agua. Por tanto, en el secado de pinturas de agua se imponen requisitos completamente diferentes a los del secado de agua adherida sobre las superficies de las piezas de trabajo. En efecto, el agua adherida se adhiere en forma de gotas individuales en gran parte discontinuas sobre las superficies de las piezas de trabajo. Por tanto, durante el secado de agua adherida no es necesario en absoluto un calentamiento del conjunto de toda la superficie. Al contrario, de manera ideal, solamente las gotas deben calentarse y evaporarse localmente para lograr un secado rápido con un rendimiento energético grande. Además, las propiedades de adsorción de las superficies de las piezas de trabajo no juegan ningún papel durante el secado de agua adherida. Por tanto, se imponen requisitos completamente diferentes e incluso mutuamente contrapuestos al dispositivo de secado, de modo que los secadores de microondas conocidos, como los que se utilizan para secar pinturas de agua, ni siquiera se han tomado en consideración hasta ahora para secar agua adherida a las superficies de piezas de trabajo.
Un procedimiento del tipo citado al principio se utiliza también en la imprimación de cuerpos sinterizados, tal como esto se ha dado a conocer por el documento US 5 346 722. No obstante, el objetivo allí es hacer que las microfisuras y eventualmente los microporos se mantengan llenos de una solución tampón antes de que se aplique la imprimación, con lo que debe lograrse una elevada resistencia a choques de temperatura. Por tanto, no se desea allí un secado completo del cuerpo sinterizado antes de la aplicación de la imprimación.
El problema de la presente invención es diseñar un procedimiento del tipo citado al principio de modo que las gotas individuales de un líquido de tratamiento que contiene agua, en particular agua, puedan retirarse de la superficie de las piezas de trabajo de una manera técnicamente sencilla y rápida y con un gran rendimiento energético.
Este problema se resuelve según la invención por un procedimiento con las características indicadas en la reivindicación 1.
El procedimiento según la invención se caracteriza porque el líquido de tratamiento se retira primeramente de la superficie de las piezas de trabajo por soplado de las piezas de trabajo hasta que queden cantidades residuales en forma de gotas y a continuación las cantidades residuales en forma de gotas se retiran con microondas, de modo que el líquido de tratamiento, en particular el agua, se retire sin dejar residuos. Con microondas se calienta y se evapora el líquido de tratamiento adherido a las superficies de las piezas de trabajo con rapidez y con un gran rendimiento energético. En este caso, se secan también sitios profundos y zonas capilares, sin que deban calentarse las propias piezas de trabajo. Por medio del soplado de una gran parte del líquido de tratamiento antes del secado con microondas se acelera claramente el proceso de secado y, además, se ahorra energía.
Las piezas de trabajo pueden limpiarse de esta manera, lavarse con el líquido de tratamiento y secarse directamente a continuación. Dado que el líquido de tratamiento, en particular el agua, se retira en este caso sin dejar residuos, no es necesario ningún retoque de la superficie.
Las piezas de trabajo pueden enfriarse después de que se haya secado con microondas el líquido de tratamiento
todavía adherido. El enfriamiento de las piezas de trabajo a raíz del secado con microondas tiene la gran ventaja de que las piezas de trabajo pueden después pintarse directamente sin ningún tiempo de enfriamiento o bien sin largos tiempos de enfriamiento.
A continuación, se explican ejemplos de realización de la invención con ayuda del dibujo; muestran:
La figura 1, esquemáticamente, una vista en planta de un dispositivo de tratamiento previo para el tratamiento previo químico en húmedo de superficies de piezas de trabajo;
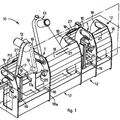
La figura 2, esquemáticamente y en detalle, una vista en planta de una zona de microondas del dispositivo de tratamiento previo de la figura 1; y La figura 3, esquemáticamente, una representación de detalle isométrica de la zona de microondas de la figura 2 en el área de un anillo de magnetrones.
En la figura 1 está representado en vista en planta un dispositivo de tratamiento previo provisto, en su totalidad, del número de referencia 1 para el tratamiento previo químico en húmedo de superficies de piezas de trabajo 3 de plástico que se van a pintar seguidamente.
El dispositivo de tratamiento previo 1 comprende sucesivamente, a lo largo de un recorrido de transporte indicado con flechas 5, que discurre en las figuras 1, 2 y 3 sustancialmente horizontal de izquierda a derecha, una zona 7 de tratamiento previo químico en seco, una zona de soplado 9, una zona de microondas 11 representada también en detalle en las figuras 2 y 3 y una zona de enfriamiento 13. Las zonas 7, 9, 11 y 13 están rodeadas, respectivamente, con una cabina paralelepipédica 15, 17, 19 o 21 que puede abrirse a la respectiva zona adyacente 7, 9, 11 o 13. La cabina 17 de la zona 7 de tratamiento previo químico en húmedo puede abrirse en la dirección de suministro para las piezas de trabajo 3, en la figura 1 a la izquierda, y la cabina 21 de la zona de enfriamiento 13 puede abrirse en la dirección de extracción, en la figura 1 a la derecha, en ambos casos hacia fuera y hacia el entorno, o bien ambas cabinas pueden ser accesibles a través de una esclusa de aire.
Un sistema de transporte recto 23 sobre apoyos 25 visibles en la figura 3, que presenta dos vías de guiado paralelas, discurre desde la izquierda, a lo largo del recorrido de transporte 5 sobre los suelos de las cabinas hacia dentro de la cabina 15 de la zona 7 de tratamiento previo químico en húmedo, atraviesa esta cabina y las cabinas 17 y 19 de la zona de soplado 9 y la zona de microondas 11 subsiguientes, y sale nuevamente, a la derecha, de la cabina 21 de la zona de enfriamiento 13. Sobre el sistema de transporte 23 pueden transportarse unos patines rectangulares conocidos 25 con soportes de mercancías 31 visibles en la figura 3, sobre los que se encuentran las piezas de trabajo 3, a lo largo del recorrido de transporte 5 a través de todas las zonas 7, 9, 11 y 13. En la figura 3 está representado en detalle un segmento de la zona de microondas 11, a través del cual discurre el sistema de transporte 23, sobre el que se encuentra un patín 25 similar a los de la figura 1 con... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento para el tratamiento de superficies de piezas de trabajo (3) , en el que las superficies de las piezas de trabajo (3) se someten a un tratamiento con un líquido de tratamiento que contiene agua, y en el que se seca el líquido de tratamiento adherido a las superficies de la pieza de trabajo (3) , caracterizado porque el líquido de tratamiento se retira primeramente de la superficie de las piezas de trabajo (3) por soplado de estas piezas de trabajo (3) hasta que queden cantidades residuales en forma de gotas, y a continuación se retiran con microondas las cantidades restantes en forma de gotas, de modo que el líquido de tratamiento, en particular el agua, sea retirado sin dejar residuos.
2. Procedimiento según la reivindicación 1, caracterizado porque se enfrían las piezas de trabajo (3) después de 10 que las cantidades restantes de líquido de tratamiento todavía adheridas se hayan retirado con microondas.
3. Procedimiento según la reivindicación 1 o 2, caracterizado porque éste está previsto para el tratamiento previo químico en húmedo de piezas de trabajo (3) que se deben pintar seguidamente.2222
Patentes similares o relacionadas:
Dispositivo de revestimiento, del 9 de Abril de 2014, de ARKEMA FRANCE: Un sistema de tratamiento de botellas que comprende un aparato de lavado de botellas y un dispositivo de revestimiento para aplicar un revestimiento a una superficie […]
PROCEDIMIENTO E INSTALACION PARA LA CONSERVACION DE LOS ESPACIOS HUECOS DE PIEZAS DE TRABAJO., del 1 de Mayo de 2007, de EISENMANN MASCHINENBAU KG (KOMPLEMENTAR: EISENMANN-STIFTUNG): LA INVENCION SE REFIERE A UN PROCEDIMIENTO Y A UNA INSTALACION PARA PRESERVAR CAVIDADES EN PIEZAS DE TRABAJO CON UN MATERIAL FUNDIDO, POR EJEMPLO CERA, QUE SE PRESTA, […]
PROCEDIMIENTO Y DISPOSITIVO PARA LA OBTENCION DE CAPAS DE ESMALTE ENDURECIDAS., del 1 de Mayo de 2006, de BASF AKTIENGESELLSCHAFT: Pintado con spray, boquilla de irradiación con UV a través de fibras ópticas promueve la reacción de los procesos cinéticos que están controlados por temperatura, polimerización […]
INSTALACION PARA TRATAR PIEZAS DE TRABAJO., del 16 de Agosto de 2004, de INVENTIO AG: Instalación para el tratamiento de piezas de trabajo con como mínimo una unidad que sirve para el tratamiento superficial de las piezas de trabajo, en la que las piezas […]
PROCEDIMIENTO PARA EL TRATAMIENTO DE OBJETOS CON UN GAS QUE CONTIENE FLUOR , ASI COMO DISPOSITIVO PARA SU PUESTA EN PRACTICA., del 1 de Agosto de 1995, de AHLBRANDT SYSTEM GMBH: PARA EL TRATAMIENTO PREVIO DE FLUOR EN OBJETOS ESTA PREVISTO UN RECIPIENTE DE ALMACENAMIENTO EN EL QUE EL GAS QUE SIRVE PARA EL TRATAMIENTO […]
PROCEDIMIENTO DE REVESTIMIENTO ELECTROSTATICO, ADECUADO EN PARTICULAR PARA ARTICULOS HECHOS DE MATERIAL NO CONDUCTOR, Y EQUIPO PARA PONERLO EN PRACTICA., del 1 de Febrero de 1994, de BETA RICERCHE E SVILUPPI S.A.S. DI BERNASCONI E C.: LA INVENCION SE REFIERE A UN PROCEDIMIENTO DE PINTURA ELECTROSTATICA DE ARTICULOS, EN PARTICULAR HECHOS DE UN MATERIAL NO CONDUCTOR DE LA CORRIENTE […]
UN METODO Y UN APARATO PARA ACTIVAR UNA SUPERFICIE METALICA., del 1 de Diciembre de 1993, de THOMASSEN & DRIJVER-VERBLIFA N.V.: EL METODO PARA ACTIVAR UNA SUPERFICIE METALICA, PARA MEJORAR, POR EJEMPLO, EL FLUJO DE BARNIZ Y/O LA ADHESION DEL BARNIZ A UNA SUPERFICIE DE ESTA/O , QUE COMPRENDE LOS PASOS […]
 MAQUINA PARA EL ACABADO DE UN OBJETO, COMO UN ELEMENTO PERFILADO, UN PANEL O SIMILAR, del 16 de Junio de 2008, de DELLE VEDOVE LEVIGATRICI SPA: Máquina para el acabado de un objeto , que comprende unos medios de alimentación para alimentar dicho objeto a lo largo de un plano […]
MAQUINA PARA EL ACABADO DE UN OBJETO, COMO UN ELEMENTO PERFILADO, UN PANEL O SIMILAR, del 16 de Junio de 2008, de DELLE VEDOVE LEVIGATRICI SPA: Máquina para el acabado de un objeto , que comprende unos medios de alimentación para alimentar dicho objeto a lo largo de un plano […]