Procedimiento para el recubrimiento de componentes.
Procedimiento para el recubrimiento de componentes (1) de madera,
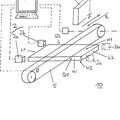
de materiales derivados de la madera, de plástico o similares, en el que un recubrimiento sólido (3), especialmente de chapa de madera auténtica, se aplica sobre una superficie del componente (1), y en el que el componente (1) y un recubrimiento sólido (3) se mueven uno respecto a otro y se unen entre ellos mediante adhesivo en el área de una zona de presión (30), y en el que el adhesivo se activa o reactiva en el área de una zona de acción (32) por la irradiación con al menos un rayo láser (2) y, a continuación, el recubrimiento sólido (3) se une con el componente (1) mediante un elemento de presión (4), caracterizado porque dispositivos ópticos, el elemento de presión (4) y un dispositivo de suministro para el recubrimiento sólido (3) están dispuestos sobre un grupo de recubrimiento (18) que puede moverse en un primer sentido (X) y en un segundo sentido (Y) y pivotar alrededor de un ángulo.
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E06024303.
Solicitante: HOMAG HOLZBEARBEITUNGSSYSTEME AG.
Nacionalidad solicitante: Alemania.
Dirección: HOMAGSTRASSE 3-5 72296 SCHOPFLOCH ALEMANIA.
Inventor/es: Wust,Hendrik Dipl.-Ing, Schwarz,Ulrich Dr.-Ing.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B27D1/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B27 TRABAJO O CONSERVACION DE LA MADERA O DE MATERIALES SIMILARES; MAQUINAS PARA CLAVAR, GRAPAR O COSER EN GENERAL. › B27D TRABAJO DEL CHAPADO O DEL CONTRACHAPADO DE LA MADERA (aplicación de líquidos u otros materiales fluidos a las superficies en general B05; apomazado, tratado con arena o pulido de la madera B24; aplicación de adhesivos o de cola a las superficies de madera B27G 11/00; fabricación de hojas de madera chapadas B27L 5/00). › Unión de chapas de madera con cualquier material; Fabricación de objetos a partir de tales uniones (fabricación de objetos por procedimientos en seco a partir de partículas o fibras de madera o de otras materias lignocelulósicas o de sustancias orgánicas análogas B27N ); Tratamientos preparatorios de las superficies que se van a unir, p. ej. entallado.
- B27D5/00 B27D […] › Trabajo del chapado o del contrachapado por medio de otras operaciones especialmente adaptadas al chapado o al contrachapado (trabajo de las lengüetas de manera análoga al trabajo de la caña B27J).
- B27G11/00 B27 […] › B27G MAQUINAS ACCESORIAS O APARATOS PARA TRABAJAR LA MADERA O MATERIALES SIMILARES; HERRAMIENTAS PARA TRABAJAR LA MADERA O MATERIALES SIMILARES (herramientas para trabajar con muela B24D; herramientas para aserrar B27B 33/00; herramientas para máquinas de entallar o mortajar B27F 5/02; herramientas para fabricar serrín, virutas, polvo o productos similares B27L 11/00 ); DISPOSITIVOS DE SEGURIDAD PARA MÁQUINAS O HERRAMIENTAS PARA EL TRABAJO DE LA MADERA. › Aplicación de adhesivos o de cola de las superficies de madera que se van a unir.
- B29C63/00 B […] › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › Revestimiento o recubrimiento, es decir, aplicando capas preformadas o recubrimientos de plásticos; Aparatos a este efecto (B29C 73/00 tiene prioridad; por soplado B29C 49/00; por termoformación B29C 51/00).
- B32B21/00 B […] › B32 PRODUCTOS ESTRATIFICADOS. › B32B PRODUCTOS ESTRATIFICADOS, es decir, HECHOS DE VARIAS CAPAS DE FORMA PLANA O NO PLANA, p. ej. CELULAR O EN NIDO DE ABEJA. › Productos estratificados compuestos esencialmente de madera, p. ej. una plancha de madera, una lámina de chapado, una hoja de madera aglomerada.
PDF original: ES-2380041_T3.pdf
Fragmento de la descripción:
Procedimiento para el recubrimiento de componentes La presente invención se refiere a un procedimiento y un dispositivo para el recubrimiento de componentessegún el preámbulo de la reivindicación 1 y de la reivindicación 8.
Un procedimiento de este tipo y un dispositivo de este tipo se conocen por el documento WO01/36168A.
Los campos de aplicación especiales del procedimiento son la transformación de maderas, especialmente laindustria de muebles, la construcción ligera, especialmente en la construcción de aviones, la construcción de automóviles y la industria de la construcción.
Los dispositivos de recubrimiento conocidos para la aplicación de los recubrimientos mencionados al principiotrabajan en procedimiento continuo, aplicándose el adhesivo en estado ya activado, antes del ensamblaje, sobre uno delos elementos que se han de ensamblar. Otros dispositivos para el revestimiento de perfiles (softforming) trabajan según el procedimiento de activación en frío. Para ello, el adhesivo o la cola se activa, antes de la zona de presión, mediantesistemas que emiten calor (sopladores de aire caliente, cilindros de contacto, radiadores infrarrojos etc.) . Después de ajustar la viscosidad, el recubrimiento se presiona sobre la superficie estrecha, dado el caso, precalentada. El adhesivose aplica o bien sobre la superficie estrecha poco tiempo antes de la activación, o bien, por otra parte, se aplica previamente de forma independiente sobre el material que se ha de recubrir.
Se usan diferentes sistemas de adhesivos de endurecimiento termoplástico o duroplástico y mezclas de ellos.
En la figura A está representada la estructura fundamental de una instalación de recubrimiento según el estado de la técnica. Un componente 1 que ha de ser recubierto y un recubrimiento 3 sólido se mueven uno con respecto alotro. El componente 1 y el recubrimiento 3 sólido encierran entre sí una hendidura de ensamblaje 17 con un ánguloagudo a. En el área donde se juntan el componente 1 y el recubrimiento 3 sólido se encuentra la zona de presión 30 con un elemento de presión 4. A continuación de la zona de presión 30 se encuentra, dado el caso, una zona de presiónposterior 31 en la que el material de recubrimiento 5 juntado se sigue sometiendo a una presión para evitar undesprendimiento. En determinados recubrimientos, la presión aplicada en la zona de presión 30 es suficiente para garantizar un encolado seguro. Si no es el caso, en la zona de presión posterior 31 están previstos elementos de presión posterior adecuados tales como rodillos, patines o similares.
Durante el recubrimiento, la zona de presión 30 se mueve con respecto al componente 1 en sentido contrario al sentidode avance 6, sin que cambie el tamaño del ángulo a entre el componente 1 y el recubrimiento 3 sólido.
En las instalaciones de este tipo se usan diferentes dispositivos para aplicar los adhesivos. Lo más habitual sonaparatos que aplican un adhesivo termofundible, que se almacena en un depósito de adhesivo termofundible calentado
o en sistemas de cartuchos especiales, a través de un sistema de cilindros en la superficie estrecha precalentada que ha de ser recubierta. Paralelamente a la aplicación del adhesivo termofundible se realizan el suministro y la presión o lafijación del material de recubrimiento.
En estos procedimientos, la energía térmica necesaria se aporta de forma indirecta. Los recipientes deadhesivo termofundible empleados almacenan mucho más adhesivo del que es directamente necesario para el proceso. Antes de poder arrancar la instalación, el adhesivo termofundible ha de calentarse a la temperatura necesaria para suprocesamiento. Por lo tanto, un cambio del adhesivo supone un gran esfuerzo e imposibilita temporalmente el uso de la instalación.
En los procedimientos descritos, durante el aporte de energía se producen considerables pérdidas porque laenergía térmica realmente necesaria no se introduce en el adhesivo de manera selectiva. Así, se calientan adicionalmente de forma no específica el recubrimiento, el componente y el entorno. Por lo tanto, el tiempo de fraguado de los sistemas adhesivos depende de la capacidad térmica o la conductividad térmica de los componentes yrecubrimientos y de su temperatura, de la velocidad de avance, del contorno del componente y del recubrimiento, de susmedidas, de la construcción de la máquina etc.
El documento DE4434917C1 da a conocer un procedimiento para la aplicación selectiva de adhesivo sobre un sustrato, especialmente para la dotación automática de placas de circuitos impresos en la microelectrónica. El adhesivo, en primer lugar, se aplica por toda la superficie del sustrato y, a continuación, se irradia con un rayo de energía en lasáreas seleccionadas, por lo que el adhesivo se une a la superficie del sustrato. Finalmente, se elimina el exceso deadhesivo de las áreas no seleccionadas. En un paso de trabajo posterior que no forma parte del procedimiento, sobrelas áreas seleccionadas, provistas de adhesivo, se pegan componentes de microelectrónica. Como rayo de energía estáprevisto en el procedimiento especialmente un rayo láser. Este incide en el sustrato en un ángulo aproximadamente perpendicular. No es posible aplicar este procedimiento para el recubrimiento de componentes en forma de placas o con formas tridimensionales con un recubrimiento sólido, debido a la escasez de espacio en la hendidura de ensamblaje.
El documento DE19921579A1 da a conocer un procedimiento para transferir por áreas una capa decorativa de una lámina transferible a un sustrato. La capa de adhesivo de la capa decorativa se activa mediante energía de radiación sólo en aquellas áreas en las que la lámina decorativa ha de ser transferida al sustrato mediante unaherramienta de estampado. De manera ventajosa, la lámina transferible comprende una capa de absorción que absorbe la radiación de energía y la transmite a la capa adhesiva. De esta manera, la capa adhesiva se activa previamente parala transferencia subsiguiente de la capa decorativa. Para la activación completa subsiguiente sirve la herramienta deestampado calentada. De esta forma, la energía necesaria para la activación completa se aplica por el contacto directocon al menos uno de los elementos que se han de ensamblar. Por lo tanto, el procedimiento no es aplicable para elrecubrimiento de componentes conformados de forma tridimensional con un recubrimiento sólido de deformabilidad elástica limitada, ya que no es viable la fabricación de una herramienta de estampado calentada para cada componente conformado de manera tridimensional que se ha de fabricar.
En el documento EP1163864B1 se presenta un procedimiento en el que un canto de plástico de capas de plástico de diferentes durezas se suelda sin adhesivo sobre una plancha de mueble, para lo cual la capa de plástico sefunde ligeramente mediante radiación de energía en el lado de ensamblaje del recubrimiento de plástico. La ventaja deeste procedimiento consiste en que no queda ninguna junta de cola visible. Sin embargo, el procedimiento puede aplicarse exclusivamente para el recubrimiento con materiales de plástico, no siendo posible, por ejemplo, la elaboración de recubrimientos de madera maciza o de chapa de madera o similares.
El documento WO01/36168A da a conocer además una máquina de paso continuo en la que un medioadhesivo suministrado por separado se activa usando diferentes fuentes de energía.
La invención tiene el objetivo de proporcionar un procedimiento y un dispositivo adecuado para ello, con el que la activación/reactivación del adhesivo se produzca inmediatamente antes del ensamblaje del componente y delrecubrimiento sólido y en el que el aporte de energía no conlleve efectos negativos, especialmente reacciones físicas y/o químicas, sobre el componente, el recubrimiento sólido o el adhesivo.
Según la invención, el objetivo se consigue mediante un procedimiento con las características mencionadas enla reivindicación 1. El dispositivo según la invención presenta características según la reivindicación 8. Variantes ventajosas del procedimiento y del dispositivo son objeto de las reivindicaciones subordinadas.
En el procedimiento según la invención para el recubrimiento de componentes de madera, de materiales derivados de la madera, de plásticos, se aplica un recubrimiento sólido, especialmente de chapa de madera auténtica, sobre una superficie del componente. La superficie del componente que ha de ser cubierta puede una superficie ancha
o estrecha, por... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento para el recubrimiento de componentes (1) de madera, de materiales derivados de la madera, deplástico o similares, en el que un recubrimiento sólido (3) , especialmente de chapa de madera auténtica, se aplica sobreuna superficie del componente (1) , y en el que el componente (1) y un recubrimiento sólido (3) se mueven uno respectoa otro y se unen entre ellos mediante adhesivo en el área de una zona de presión (30) , y en el que el adhesivo se activa
(Y) y pivotar alrededor de un ángulo. 2. Procedimiento según la reivindicación 1, caracterizado porque se registra la energía del rayo láser (2) realmente absorbida por el adhesivo y se produce un retroacoplamiento a al menos uno de los parámetros del proceso (velocidad de avance, potencia del láser, geometría del rayo láser, fuerza de presión) . 3. Procedimiento según la reivindicación 1 ó 2, caracterizado porque el rayo láser (2) incide en la hendidura deensamblaje (17) sobre la superficie del adhesivo que se ha de activar/reactivar con un ángulo de incidencia (y) de0º <y<90º . 4. Procedimiento según una de las reivindicaciones anteriores, caracterizado porque el rayo láser (2) incide en lahendidura de ensamblaje (17) sobre la superficie del adhesivo que se ha de activar/reactivar con un ángulo de incidencia (y) de 0º <y<20º . 5. Procedimiento según una de las reivindicaciones anteriores, caracterizado porque el rayo láser (2) se ensancha por un sistema de lentes y/o por oscilación del rayo al tamaño de la superficie de adhesivo que ha de ser activada. 6. Procedimiento según una de las reivindicaciones anteriores, caracterizado porque se usa una radiación láser (2) con una longitud de ondas entre 800 nm y 2.500 nm o entre 9 !m y 11 !m. 7. Procedimiento según una de las reivindicaciones anteriores, caracterizado porque para la irradiación se usa un láser de diodo, un láser de cuerpo sólido, un láser de fibras o un láser de CO2. 8. Dispositivo para el recubrimiento de componentes (1) de madera, de materiales derivados de la madera, deplástico o similares con un recubrimiento sólido (3) , en el que el componente (1) y el recubrimiento sólido (3) se muevenuno respecto a otro y se unen entre ellos en el área de la zona de presión (30) mediante un elemento de presión (4) , yque se compone de al menos una fuente de láser (34) y al menos un espejo deflector y/o un sistema de lentes paradesviar y/o ensanchar el rayo láser (2) , pudiendo incidir el rayo láser (2) sobre la superficie del adhesivo en el área de la zona de acción (32) , caracterizado porque dispositivos ópticos, el elemento de presión (4) y un dispositivo de suministropara el recubrimiento sólido (3) están dispuestos sobre un grupo de recubrimiento (18) que puede moverse en un primer sentido (X) y en un segundo sentido (Y) y pivotar alrededor de un ángulo. 9. Dispositivo según la reivindicación 8, caracterizado porque mediante un sistema sensorial (10, 11) se registra laenergía del rayo láser (2) realmente absorbida por el adhesivo, y mediante un dispositivo de procedimiento de datos se realiza un retroacoplamiento a al menos uno de los parámetros del proceso (velocidad de avance, potencia del láser, geometría del rayo láser, fuerza de presión) . 10. Dispositivo según la reivindicación 8 ó 9, caracterizado porque el rayo láser (2) incide sobre la superficie deladhesivo en el área de la zona de acción (32) con un ángulo de 0º <y<90º , especialmente con un ángulo de 0º <y<20º . 11. Dispositivo según la reivindicación 9, caracterizado porque el dispositivo compuesto por al menos una fuente de láser (34) , un dispositivo de procesamiento de datos y un sistema sensorial (10, 11) está configurado como unidad de reequipamiento para dispositivos existentes destinados al recubrimiento de componentes (1) con un recubrimientosólido (3) . o reactiva en el área de una zona de acción (32) por la irradiación con al menos un rayo láser (2) y, a continuación, el recubrimiento sólido (3) se une con el componente (1) mediante un elemento de presión (4) , caracterizado porquedispositivos ópticos, el elemento de presión (4) y un dispositivo de suministro para el recubrimiento sólido (3) estándispuestos sobre un grupo de recubrimiento (18) que puede moverse en un primer sentido (X) y en un segundo sentido
Patentes similares o relacionadas:
Procedimiento para la producción de un cuerpo perfilado decorativo, en particular de una cantonera, del 22 de Julio de 2020, de SURTECO GmbH: Procedimiento para la producción de un cuerpo perfilado decorativo, en particular de una cantonera para el recubrimiento de superficies estrechas […]
Tubo expandible que incluye un revestimiento para restaurar un conducto, del 1 de Julio de 2020, de Recyca-Pipe of America L.L.C: Una tubería expandible para restaurar una tubería dañada, que comprende: - un revestimiento formado por un poliuretano termoplástico, […]
Procedimiento de tratamiento para revestir una sección de superficie, del 15 de Abril de 2020, de HOMAG GmbH: Procedimiento para revestir una sección de superficie, en particular una sección de superficie estrecha, de una pieza de trabajo con forma de tablero con un material […]
 Protector de borde para muebles, del 25 de Diciembre de 2019, de REHAU AG + CO: Protector de bordes para muebles, que comprende una capa de fusión y una capa estructural unida a la capa de fusión , caracterizado porque la […]
Protector de borde para muebles, del 25 de Diciembre de 2019, de REHAU AG + CO: Protector de bordes para muebles, que comprende una capa de fusión y una capa estructural unida a la capa de fusión , caracterizado porque la […]
Procedimiento de recubrimiento de superficies estrechas para la aplicación por medio de aire comprimido calentado de un recubrimiento de canto termoactivable, del 28 de Octubre de 2019, de Schulte-Göbel, Christof: Procedimiento para la aplicación de una tira de canto en forma de cinta sobre superficies estrechas de una pieza de trabajo , en el que la tira de canto […]
 Máquina de mecanizado y procedimiento para mecanizar piezas de trabajo, del 25 de Septiembre de 2019, de HOMAG GmbH: Máquina de mecanizado para mecanizar piezas (W) de trabajo esencialmente en forma de placa, que están compuestas preferiblemente, al menos por secciones, de madera, materiales […]
Máquina de mecanizado y procedimiento para mecanizar piezas de trabajo, del 25 de Septiembre de 2019, de HOMAG GmbH: Máquina de mecanizado para mecanizar piezas (W) de trabajo esencialmente en forma de placa, que están compuestas preferiblemente, al menos por secciones, de madera, materiales […]
Procedimiento para la instalación de un revestimiento de renovación de una tubería, del 11 de Septiembre de 2019, de Picote Oy Ltd: Un procedimiento para instalar un revestimiento de renovación en una tubería que tiene un tubo de bifurcación tubo de bifurcación, un tubo y una […]
Dispositivo y sistema para abrir un punto de ramificación en un conjunto de tubería, del 4 de Septiembre de 2019, de Picote Solutions Oy Ltd: Un dispositivo para abrir un punto de ramificación en un conjunto de tubería, cuyo dispositivo comprende un eje de rotación dispuesto para […]