Corte de la banda de una rebobinadora con detección rápida y desviación de la banda para evitar da;os en la instalación.
Proceso para controlar una banda laminar en una línea de transformación (14),
que comprende las etapas de:
disponer una banda de material laminar (12) sobre dicha línea de transformación (14), comprendiendo dicha línea de transformación (14) un cilindro primario (10) y una rebobinadora (16);
romper dicha banda de material laminar (12) en un punto situado más arriba de la rebobinadora (16) de la banda laminar de la línea de transformación; y
desviar la banda rota de material laminar, caracterizado por la detección de una pérdida de control en dicha banda de material (12) laminar antes de la rotura completa de dicha banda de material laminar (12); y realizar la etapa de romper dicho material laminar como respuesta a la detección de la pérdida de control; y
caracterizado porque dicha banda de material laminar es rota en una posición que se encuentra a menos de 60, 96 cm (2 pies) más arriba de dicha rebobinadora (16) .
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/US2006/021355.
Solicitante: KIMBERLY-CLARK WORLDWIDE, INC..
Nacionalidad solicitante: Estados Unidos de América.
Dirección: 401 NORTH LAKE STREET NEENAH WI 54956 ESTADOS UNIDOS DE AMERICA.
Inventor/es: BAGGOT, JAMES LEO, SARTAIN,KEVIN B, WILSON,MATTHEW ROBERT, KARANDIKAR,VIVEK MORESHWAR, BARTOCCI,PAUL LOUIS, WASYLYK,JEFFREY, BRANCH,DAMON OTIS, RUCINSKI,JAMES DANIEL.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B65H26/02 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65H MANIPULACION DE MATERIALES DELGADOS O FILIFORMES, p. ej. HOJAS, BANDAS, CABLES. › B65H 26/00 Dispositivos de seguridad o aviso, p. ej. detectores automáticos de defectos, mecanismos de parada, para mecanismos de avance de bandas (dispositivos de seguridad en general F16P; investigación de las propiedades físicas o químicas de los materiales en general G01N; dispositivos indicadores en general G08B). › que responden a la presencia de irregularidades en la banda que corre.
PDF original: ES-2392657_T3.pdf
Fragmento de la descripción:
Corte de la banda de una rebobinadora con detección rápida y desviación de la banda para evitar daños en la instalación
ANTECEDENTES DE LA INVENCIÓN
En la industria papelera se utilizan máquinas rebobinadoras de alta velocidad para fabricar rollos o cilindros dimensionados para el consumo, de papel higiénico, toallitas de papel, y similares, a partir de grandes rollos primarios de material. A continuación, se cortan los rollos menores en sentido transversal, en forma de cilindros individuales para el consumidor, de la longitud deseada. La industria está buscando continuamente formas y dispositivos para mejorar la eficiencia operativa y la fiabilidad de dichas máquinas rebobinadoras. Es crítico que las máquinas rebobinadoras funcionen con una relativa gran precisión y fiabilidad mientras la banda laminar se desplaza a velocidades elevadas.
No obstante, una rotura de la banda laminar puede reducir en gran manera la producción máxima de una línea de transformación. La mayor parte de las roturas de la banda laminar que se producen en una línea de transformación se ocasionan en la zona del cabezal de la rebobinadora. Una rotura de la banda laminar puede llevar a graves daños en el equipo, así como a tiempo de paro asociado al retraso del enhebrado.
Un problema significativo de los sistemas actuales es que están diseñados y enfocados para realizar ajustes en el proceso después de haberse producido una rotura de la banda laminar. Dichos sistemas convencionales no tienen en cuenta ciertas características predictivas que indican que es inminente una pérdida del control de la banda laminar.
Como resultado, mientras que los sistemas actuales han sido utilizados para cortar la banda laminar para reducir daños debidos a roturas y al enrollado, los sistemas actuales son incapaces de anticipar o prever una rotura de la banda laminar hasta que ya se ha producido.
En consecuencia, existe la necesidad de minimizar la gravedad y el tiempo improductivo asociado, debido a roturas de la banda laminar o a enrollarse la banda laminar en la línea de transformación, por medio de la limitación de la cantidad de lámina que puede estar implicada en una rotura.
Asimismo, existe la necesidad de un sistema que pueda mantener el control de la lámina en la mayor parte de la línea de transformación durante una rotura de la banda laminar o un enrollado de la banda laminar en la zona de la rebobinadora. De ello se deduce que existe la necesidad de un sistema que reduzca los daños al equipo y que reduzca el tiempo de limpieza en el caso de roturas de la banda laminar.
Son conocidos métodos y dispositivos tales como, por ejemplo: los documentos DE 296 04 401 K1, JP 60 197 560, EP0895 860 A2, DE 41 30 679 A1, EP429 970 A2, GB 2 017 649 A, DE 103 38 973 A1, y EP0 741 033 A2.
CARACTERÍSTICAS DE LA INVENCIÓN
En general, la invención actual está dirigida, en una realización, a un proceso (reivindicación 1) para controlar una línea de transformación de bandas. En la línea de transformación está dispuesto un material laminar, y dicha línea de transformación tiene un rollo primario y una rebobinadora. Se detecta una pérdida de control de la banda de material laminar antes de la rotura completa de dicha banda de material laminar, y la banda de material laminar se rompe en una posición más arriba de la rebobinadora de la línea de transformación de la banda laminar. La banda rota de material laminar es desviada.
La pérdida de control de la banda de material laminar puede ser detectada mediante la desviación de la banda de material laminar cuando la desviación de la lámina es mayor de 1 pulgada (2, 54 cm) . La pérdida de control de la banda de material laminar puede ser detectada mediante un cambio en la tensión media de la banda de material laminar, cuando el cambio en la tensión media es menor de 4 libras (1, 81 kg) o preferentemente menor de 10 libras (4, 54 kg) . La banda de material laminar se puede romper por medio de una cizalla giratoria del material laminar. El material laminar se rompe en una posición a menos de 2 pies (60, 96 cm) más arriba de la rebobinadora. El material laminar roto puede ser desviado sometiendo dicho material laminar roto a un gas a alta presión. El material laminar roto puede ser asimismo enhebrado de nuevo. Se puede mantener el control sobre la banda de material laminar más arriba de la zona de rotura de la banda de material laminar.
En una realización, está dispuesto un sistema de control de la línea de transformación (reivindicación 9) . El sistema tiene un cilindro primario y una rebobinadora, teniendo el cilindro primario una banda laminar de material laminar. El sistema tiene, al menos, un dispositivo de detección que puede detectar una pérdida de control de la banda laminar antes de una rotura completa en la banda del material laminar. El sistema tiene un mecanismo de corte de la banda laminar situado más arriba de la rebobinadora de la línea de transformación y un mecanismo de control de la banda laminar para desviar dicha banda laminar.
Las ventajas adicionales de la presente invención están expuestas, o serán evidentes para los expertos en la materia, a partir de la siguiente descripción detallada. Asimismo, se debe tener en cuenta que pueden practicarse modificaciones y variaciones en las características y elementos específicamente mostrados, referidos y comentados en la misma, en diversas realizaciones y usos de la invención sin apartarse del espíritu y del ámbito de la invención. Las variaciones pueden incluir la sustitución de medios equivalentes, características o etapas mostradas, referidas o comentadas, y la inversión funcional, operativa o posicional de diversas partes, características, etapas, o similares, pero no están limitadas a las mismas.
Además, debe entenderse que realizaciones diferentes, así como las diferentes realizaciones de la presente invención pueden incluir varias combinaciones o configuraciones de características, etapas o elementos dados a conocer por la presente, o sus equivalentes (incluyendo combinaciones de características, partes o etapas o configuraciones de la misma no mostradas expresamente en los dibujos ni explicadas en la descripción detallada de dichos dibujos) . Las realizaciones adicionales de la presente invención, no necesariamente expresadas en la sección resumida, pueden incluir e incorporar varias combinaciones de aspectos de características, componentes o etapas referenciados en los objetivos resumidos anteriormente, y/o otras características, componentes o etapas, tales como los comentados, por otra parte, en esta solicitud. Los expertos en la materia apreciarán mejor las características y aspectos de dichas realizaciones y otros, al revisar el resto de la descripción.
BREVE DESCRIPCIÓN DE LAS FIGURAS
En la memoria se desarrolla una invención completa de la presente invención que incluye el mejor modo de la misma, dirigida a un técnico en la materia, la cual incluye y hace referencia a las figuras adjuntas en las cuales:
la figura 1 es una vista, en alzado, de un sistema, según un aspecto de la presente invención;
la figura 2 es una vista, en perspectiva, de un dispositivo de detección, según un aspecto de la presente invención;
la figura 3 es una vista, en perspectiva, de un dispositivo de detección;
la figura 4 es una vista, en perspectiva, de un dispositivo de detección;
la figura 5 es una vista, en perspectiva, de un dispositivo de detección, según un aspecto de la presente invención;
las figuras 6A y 6B son vistas secuenciales, en perspectiva, de un mecanismo de control de la banda laminar según un aspecto de la presente invención; y
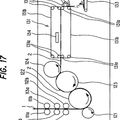
la figura 7 es una vista, en alzado, de un sistema, según un aspecto de la presente invención.
La utilización repetida de caracteres de referencia en toda la presente descripción y en los dibujos adjuntos pretende representar las mismas o análogas características o elementos de la invención.
DESCRIPCIÓN DETALLADA DE LA INVENCIÓN
A continuación se hará referencia en detalle a realizaciones de la invención, de las cuales se muestra, por lo menos, un ejemplo en los dibujos. Cada realización es facilitada a modo de explicación de la invención, y no significa una limitación de la invención. Por ejemplo, las características mostradas o descritas como parte de una realización pueden ser... [Seguir leyendo]
Reivindicaciones:
1. Proceso para controlar una banda laminar en una línea de transformación (14) , que comprende las etapas de:
disponer una banda de material laminar (12) sobre dicha línea de transformación (14) , comprendiendo dicha línea de transformación (14) un cilindro primario (10) y una rebobinadora (16) ;
romper dicha banda de material laminar (12) en un punto situado más arriba de la rebobinadora (16) de la banda laminar de la línea de transformación; y
desviar la banda rota de material laminar, caracterizado por la detección de una pérdida de control en dicha banda de material (12) laminar antes de la rotura completa de dicha banda de material laminar (12) ; y realizar la etapa de romper dicho material laminar como respuesta a la detección de la pérdida de control; y
caracterizado porque dicha banda de material laminar es rota en una posición que se encuentra a menos de 60, 96 cm (2 pies) más arriba de dicha rebobinadora (16) .
2. Proceso, según la reivindicación 1, en el que dicha pérdida de control en dicha banda de material laminar (12) comprende la detección de la desviación de la lámina de dicha banda de material laminar.
3. Proceso, según la reivindicación 2, en el que dicha desviación de la lámina es mayor de 2, 54 cm (1 pulgada) .
4. Proceso, según la reivindicación 1, en el que dicha pérdida de control en dicha banda de material laminar comprende la detección de una rotura parcial en dicha banda de material laminar (12) .
5. Proceso, según la reivindicación 1, en el que dicha pérdida de control en dicha banda de material laminar comprende la detección de un cambio en la tensión media en dicha banda de material laminar (12) .
6. Proceso, según la reivindicación 5, en el que dicho cambio en la tensión media es menor de 4, 54 kg (10 libras) , tal como menor de 1, 81 kg (4 libras) .
7. Proceso, según cualquiera de las reivindicaciones anteriores, en el que dicha banda de material laminar es rota mediante una cizalla giratoria (28) de la banda.
8. Proceso, según cualquiera de las reivindicaciones anteriores, en el que dicha banda rota de material laminar es desviada, sometiendo dicha banda rota de material laminar a un gas a alta presión.
9. Proceso, según cualquiera de las reivindicaciones anteriores, que comprende además la etapa de volver a enhebrar la banda rota de material laminar.
10. Proceso, según cualquiera de las reivindicaciones anteriores, que comprende además la etapa de mantener el control de dicha banda de material laminar más arriba de dicha posición de rotura de dicha banda de material laminar.
11. Sistema de control del material laminar en una línea de transformación, que comprende:
una línea de transformación (14) , comprendiendo dicha línea de transformación un cilindro primario (10) y una rebobinadora (16) , comprendiendo dicho cilindro primario una banda de material laminar;
por lo menos, un dispositivo de detección (20, 22, 24 ó 26) capaz de detectar una pérdida de control de la banda antes de la rotura completa de dicha banda de material laminar;
un mecanismo (28) de corte de la banda situado más arriba de dicha rebobinadora (16) ; y un mecanismo de control de la banda laminar para desviar la misma; y
caracterizado porque dicho mecanismo de corte de la banda está adaptado para romper la banda laminar en una posición a menos de 60, 96 cm (2 pies) más arriba de dicha rebobinadora.
12. Sistema, según la reivindicación 11, en el que, por lo menos, dicho dispositivo de detección comprende un sensor de desplazamiento (26) .
13. Sistema, según la reivindicación 11, en el que, por lo menos, dicho dispositivo de detección comprende una célula fotoeléctrica (22) o una célula de carga.
14. Sistema, según la reivindicación 11, 12, ó 13, en el que, por lo menos, dicho mecanismo de corte (28) de dicha banda laminar comprende una cizalla giratoria de la banda.
15. Sistema, según la reivindicación 11, 12, 13, ó 14, en el que, por lo menos, dicho mecanismo de control de la banda laminar comprende una cuchilla de aire (30) .
16. Sistema, según la reivindicación 11, 12, 13, 14 ó 15, en el que, dicho dispositivo de detección proporciona datos, comprendiendo además el sistema un controlador, recogiendo, analizando y activando dicho controlador en función de los datos procedentes, por lo menos, de dicho dispositivo de detección.
17. Sistema, según la reivindicación 16, en el que, dicho controlador pone en marcha dicho mecanismo (28) de corte 10 de la banda laminar.
18. Sistema, según la reivindicación 16 ó 17, en el que, dicho controlador pone en marcha dicho mecanismo de control de la banda laminar.
Patentes similares o relacionadas:
Método para impresión en continuo de elementos identificativos certificados sobre una banda, del 18 de Diciembre de 2019, de COMEXI GROUP INDUSTRIES, SAU: Método para impresión en continuo de elementos identificativos certificados sobre una banda, en el que dichos elementos identificativos son todos ellos distintos y generados […]
Procedimiento para el funcionamiento de una máquina para la fabricación y/o el tratamiento de una banda de material, del 14 de Noviembre de 2019, de SIEMENS AKTIENGESELLSCHAFT: Procedimiento para el funcionamiento de una máquina para la fabricación y/o el tratamiento de una banda de material ; en donde la máquina comprende al […]
Procedimiento de protección de una unidad de transformación de un soporte en banda, estación de alimentación y máquina de producción de envases, del 22 de Mayo de 2019, de BOBST MEX SA: Procedimiento de protección de una unidad de transformación de un soporte en banda para limitar un atasco del soporte en el interior de la unidad , […]
Aparato de impresión que comprende un dispositivo antibloqueo y método de impresión correspondiente, del 3 de Abril de 2019, de Custom S.p.A: Aparato de impresión que comprende: - una trayectoria para una tira continua (S); - un dispositivo de impresión para imprimir un documento […]
Instalación y procedimiento para el procesamiento de una banda de papel o una banda de cartón ondulado, del 25 de Octubre de 2017, de BHS CORRUGATED MASCHINEN- UND ANLAGENBAU GMBH: Instalación para el procesamiento de una banda de papel o una banda de cartón ondulado, a) con una primera instalación de almacenaje para el almacenamiento […]
Sistema de supervisión y dispositivo con un sistema de supervisión de este tipo, del 10 de Mayo de 2013, de SIEMENS AKTIENGESELLSCHAFT: Sistema de supervisión para al menos un dispositivo para la fabricación y/o procesamiento de una tira dematerial , en el que el sistema de supervisión […]
Aparato y método para producir un laminado de envasado con marcado magnético de fallos, del 7 de Noviembre de 2012, de TETRA LAVAL HOLDINGS & FINANCE SA: Aparato para el marcado magnético de fallos en un laminado de envasado , incluyendo dicho laminado una capa que comprende partículas magnetizables […]
 PLEGADOR, del 16 de Julio de 2010, de KOMORI CORPORATION: Un plegador que comprende medios de corte y separación para cortar el rollo alimentado en forma de hojas, medios de plegado (22, 23, […]
PLEGADOR, del 16 de Julio de 2010, de KOMORI CORPORATION: Un plegador que comprende medios de corte y separación para cortar el rollo alimentado en forma de hojas, medios de plegado (22, 23, […]