PROCEDIMIENTO DE CONTROL INTERACTIVO DE UNA MÁQUINA.
Procedimiento de control interactivo de una máquina (14) en particular una máquina de moldeo por inyección de plástico en el que se guía a un usuario que va introduciendo los parámetros de funcionamiento necesarios para la secuencia de tareas de una máquina en una unidad (12) de procesamiento de datos que almacena estos parámetros de funcionamiento y a continuación se ejecutan una o más secuencias de trabajo según los parámetros de funcionamiento almacenados habiendo en la unidad (12) de procesamiento de datos un conjunto de datos con las reglas básicas de la secuencia de trabajo de la máquina y que al utilizar el conjunto datos se ofrece como resultado al usuario una selección escogida de las posibilidades existentes,
en base al equipamiento de la máquina y entorno de la máquina, de secciones adicionales que se puedan introducir de forma compatible en las secciones existentes de la secuencia de trabajo que se ofrecen para su visualización en un panel (16) comprobándose lógicamente si se puede ejecutar la sección insertable para incorporarla a la secuencia trabajo de la máquina a programar añadiéndola como nuevo componente caracterizado por la siguiente secuencia de pasos:
- introducción manual de una acción partiendo de un estado de partida presente en la máquina tras cuya finalización la máquina se encuentra en el estado real
- desencadenar la acción para que se compruebe lógicamente la acción y saber si es ejecutable
- ejecución de la acción si es ejecutable y
- hacer aprender el estado real que se ha comprobado lógicamente que es alcanzable o del cambio que se produce entre el estado de partida y el estado real que se ha comprobado lógicamente que es alcanzable por la unidad de entrenamiento para aceptar el nuevo componente en la secuencia de trabajo a programar de la máquina como nuevo componente
- comprobación lógica de si el estado real alcanzable relativa a si la posición es posible como estado real en la secuencia de tareas
- incorporar el parámetro de funcionamiento a la secuencia de tareas en este estado para esta posición
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2008/010866.
G05B19/409FISICA. › G05CONTROL; REGULACION. › G05B SISTEMAS DE CONTROL O DE REGULACION EN GENERAL; ELEMENTOS FUNCIONALES DE TALES SISTEMAS; DISPOSITIVOS DE MONITORIZACION O ENSAYOS DE TALES SISTEMAS O ELEMENTOS (dispositivos de maniobra por presión de fluido o sistemas que funcionan por medio de fluidos en general F15B; dispositivos obturadores en sí F16K; caracterizados por particularidades mecánicas solamente G05G; elementos sensibles, ver las subclases apropiadas, p. ej. G12B, las subclases de G01, H01; elementos de corrección, ver las subclases apropiadas, p. ej. H02K). › G05B 19/00 Sistemas de control por programa (aplicaciones específicas, ver los lugares apropiados, p. ej. A47L 15/46; relojes que implican medios anejos o incorporados que permiten hacer funcionar un dispositivo cualquiera en un momento elegido de antemano o después de un intervalo de tiempo predeterminado G04C 23/00; marcado o lectura de soportes de registro con una información digital G06K; registro de información G11; interruptores horarios o de programa horario que se paran automáticamente cuando el programa se ha realizado H01H 43/00). › caracterizado por la utilización de la entrada manual de datos (MDI) o por la utilización de un panel de control, p. ej. control de funciones con el panel; caracterizado por los detalles del panel de control, por el establecimiento de parámetros (G05B 19/408, G05B 19/4093 tienen prioridad).
G05B19/425G05B 19/00 […] › Aprendizaje de posiciones sucesivas por control numérico, es decir, siendo introducidas las órdenes para controlar el servoposicionamiento de la cabeza porta-herramienta o del actuador del extremo del brazo.
Clasificación PCT:
B29C45/76TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 45/00 Moldeo por inyección, es decir, forzando un volumen determinado de material de moldeo a través de una boquilla en un molde cerrado; Aparatos a este efecto (moldeo por inyección-soplado B29C 49/06). › Medida, control o regulación.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
La invención se refiere a un procedimiento de control interactivo de una máquina, en particular, de una máquina de moldeo por inyección de plástico de acuerdo con el preámbulo de la reivindicación 1. Un procedimiento de este tipo se conoce por el documento DE 0573912 B1. En una unidad de procesamiento de datos se ajusta un conocimiento base o un conjunto de datos sobre las reglas básicas del funcionamiento de una máquina de moldeo por inyección. La máquina detecta adicionalmente el equipamiento de la máquina que está presente y el entorno de máquina como, por ejemplo, los dispositivos periféricos y ofrece al programador de la máquina un editor de secuencia para generar una secuencia de la máquina. Debido al conocimiento residente en la unidad de procesamiento de datos al respecto de las secuencias y de la máquina se presenta al operario siempre que tenga que introducir datos sólo una selección escogida de posibilidades de datos de entrada, preferentemente de forma visual, en un panel, que representan las secciones adicionales que se pueden introducir por ser compatibles con la secuencia que ya existe en lo que se refiere a la máquina o la herramienta de moldeo por inyección. Para adoptarlo en la secuencia a programar de cada dato de entrada suministrado al control se comprueba su plausibilidad y se añade. Así se puede simplificar y hacerse más fácil la introducción de datos de las secuencias de tareas. Un procedimiento comparable se conoce por el documento DE 10246925 B4. Por el documento DE 102005023919 A1 se conoce un procedimiento para la optimización de la secuencia del ciclo de inyección de una máquina de moldeo por inyección efectuándose las acciones directamente sobre las partes de la máquina de moldeo por inyección y el cambio que así se ha producido en la posición de la parte se enseña mediante una unidad de entrenamiento para su adopción en las secuencias de tareas de la máquina que hay que programar. Partiendo de este estado de la técnica el objetivo de la invención es mejorar más el procedimiento para un control interactivo de una máquina para que incluso con unos conocimientos escasos del control se facilite la creación de una secuencia. Este objetivo se resuelve mediante el procedimiento con las características de la reivindicación 1. Partiendo de la comprobación lógica que se conoce del estado de la técnica, realizada en segundo plano, de una presentación de un número de opciones con los posibles pasos de secuencia y del entrenamiento conocido per se, se ejecuta partiendo de un estado inicial en el que esté la máquina una acción preferentemente por intervención del operario independientemente del control de la máquina tras cuya finalización la máquina se encuentra en un nuevo estado real. Este estado real o el cambio que ha aparecido entre el estado de partida y el estado real se enseña mediante la unidad de entrenamiento para añadirlo a la secuencia de tareas de la máquina como un nuevo componente. Esto se hace conjuntamente con el control de la máquina de tal manera que no sólo otras posibilidades de realización para este estado real se comprueban y se dan a elegir sino que se produce una comprobación lógica de una acción al permitir activarse la función cuando se acciona el inicio manual de la acción, como, por ejemplo, una posición a la que haya que moverse, por ejemplo mediante las teclas de movimiento. Así antes de que se ejecute la acción, la acción pretendida se comprueba de tal forma que se ejecute sólo parcialmente o no se ejecute y que la parte de la orden ilógica de la acción ni tan siquiera se permita, es decir, sólo mientras que la comprobación lógica en segundo plano lo permita. Así no se permite, por ejemplo, que un sistema de manipulación cuando se le entrena se meta por error en un molde cerrado, el movimiento impuesto por él se permite sin embargo, por ejemplo, parcialmente, hasta el molde. Así resulta posible, en particular, establecer tanto las secuencias externas como las secuencias internas de la máquina de moldeo por inyección como, por ejemplo, de la unidad de moldeo por inyección, la unidad de cierre del molde, los periféricos como, por ejemplo, los sistemas de manipulación o los dispositivos de montaje, al definir la función con símbolos y las posiciones con coordenadas y también se puede llegar a las correspondientes posiciones de forma manual en la correspondiente consonancia lógica y entonces tras una comprobación lógica en cuanto a si la posición es posible, incorporarla a la secuencia. Preferentemente se desplaza al menos un componente de la máquina o de uno de sus sistemas periféricos a una posición determinada de forma manual y cuando éste componente de la máquina haya llegado a la posición deseada, éste se le confirma o se notifica al control de la máquina. De esta posición la máquina incorpora el parámetro de funcionamiento para esta posición a la secuencia y propone más posibilidades de realización partiendo de esta posición confirmada. La transición a la posición real se puede producir mediante un movimiento funcional al introducir los valores del punto de destino mediante una unidad de introducción de datos. Para ello en la secuencia principal de la máquina o en una secuencia parcial ya generada de la secuencia introducida, la máquina se lleva hasta un estado de partida, es decir, hasta una posición que haya que enseñar. Este estado de partida se marca en el control de la máquina como punto de comienzo para el aprendizaje subsiguiente. Entonces se puede ejecutar una acción en la máquina con diferentes ejes o actuadores de forma manual durante el 2 E08865190 27-10-2011 funcionamiento en modo aprendizaje tanto como la comprobación lógica de la secuencia de la máquina lo permita. El control percibe, por ejemplo, si se ha introducido una trayectoria, la secuencia y las posiciones de los ejes y actuadores (también las posiciones de los puntos finales) e incluye éstos ordenados como corresponda en la secuencia de la máquina o la secuencia de los periféricos con la orden confirmación/incorporación y presenta gráficamente esto en un panel de control o en una unidad de salida de datos. Preferentemente el control o la máquina ya conoce una secuencia programada de un ciclo caso de que sea una máquina de moldeo por inyección de plástico. Partiendo de este estado se puede determinar entonces una posición de acceso en la que en el procedimiento de entrenamiento a través de accionamiento manual o mediante el movimiento funcional a través de un teclado manual, se enseñe la acción deseada. Las posibilidades de realización se comprueban desde esta posición en adelante preferentemente en cuanto a los pasos subsiguientes así como los previstos de la secuencia, en tanto que en primer lugar se haya hecho una comprobación de la plausibilidad lógica de que este paso en esta posición sea posible. También se puede empezar con un entrenamiento como primer paso y a partir de él generar la secuencia completa. Otras ventajas se derivan de las reivindicaciones dependientes y de la siguiente descripción En lo que sigue la invención se detallará más en base a un ejemplo de realización. Muestran: la figura 1: un diagrama de bloques de una máquina de moldeo por inyección equipada con un control según la invención. las figuras 2, 3: una representación de un corte parcial ampliado de una máquina de moldeo por inyección de la zona de la cavidad de moldeo para hacer aprender un cambio de posición o un movimiento. Descripción detallada de los ejemplos de realización preferidos. Antes de que se describa la invención en detalle se advierte de que ésta no queda limitada a los componentes respectivos del dispositivo así como los pasos del procedimiento respectivos ya que estos componentes y procedimientos pueden variar. Los conceptos que se utilicen en este documento están determinados solamente para describir formas de realización especiales y no se utilizarán de forma limitativa. Cuando además en la descripción o en las reivindicaciones se use el singular o el artículo indeterminado esto se refiere a una pluralidad de estos elementos mientras que el contexto general no deje claro inequívocamente otra cosa. A continuación se especificará más la invención con ejemplos en relación con los dibujos adjuntos. No obstante los ejemplos de realización son sólo ejemplos que no limitan el concepto inventivo a una disposición determinada. El concepto eje que se utiliza a continuación describe un eje arbitrario de movimiento que se impulsa como los de las máquinas 14 y en particular en las máquinas de moldeo por inyección. Los ejes de movimiento en las máquinas de moldeo por inyección son, por ejemplo, el avance de la tobera de inyección, la inyección, el movimiento de la herramienta o la expulsión de la pieza. Las figuras muestran esquemáticamente... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento de control interactivo de una máquina (14) en particular una máquina de moldeo por inyección de plástico en el que se guía a un usuario que va introduciendo los parámetros de funcionamiento necesarios para la secuencia de tareas de una máquina en una unidad (12) de procesamiento de datos que almacena estos parámetros de funcionamiento y a continuación se ejecutan una o más secuencias de trabajo según los parámetros de funcionamiento almacenados habiendo en la unidad (12) de procesamiento de datos un conjunto de datos con las reglas básicas de la secuencia de trabajo de la máquina y que al utilizar el conjunto datos se ofrece como resultado al usuario una selección escogida de las posibilidades existentes, en base al equipamiento de la máquina y entorno de la máquina, de secciones adicionales que se puedan introducir de forma compatible en las secciones existentes de la secuencia de trabajo que se ofrecen para su visualización en un panel (16) comprobándose lógicamente si se puede ejecutar la sección insertable para incorporarla a la secuencia trabajo de la máquina a programar añadiéndola como nuevo componente caracterizado por la siguiente secuencia de pasos: - introducción manual de una acción partiendo de un estado de partida presente en la máquina tras cuya finalización la máquina se encuentra en el estado real - desencadenar la acción para que se compruebe lógicamente la acción y saber si es ejecutable - ejecución de la acción si es ejecutable y - hacer aprender el estado real que se ha comprobado lógicamente que es alcanzable o del cambio que se produce entre el estado de partida y el estado real que se ha comprobado lógicamente que es alcanzable por la unidad de entrenamiento para aceptar el nuevo componente en la secuencia de trabajo a programar de la máquina como nuevo componente - comprobación lógica de si el estado real alcanzable relativa a si la posición es posible como estado real en la secuencia de tareas - incorporar el parámetro de funcionamiento a la secuencia de tareas en este estado para esta posición 2. Procedimiento de acuerdo con la reivindicación 1 caracterizado por que la acción y la introducción de datos del parámetro de funcionamiento que lo acompaña se produce mediante el desplazamiento de al menos un componente de la máquina o al menos una unidad de la máquina o al menos uno de sus dispositivos periféricos desde un estado de partida preferentemente marcado para el control de la máquina a una posición que se corresponde con un estado real y confirmación de la posición mediante la unidad (20) de entrenamiento para incorporarlo en la secuencia trabajo de la máquina a programar. 3. Procedimiento de acuerdo con la reivindicación 1 ó 2 caracterizado por que la acción se produce mediante accionamiento manual o mediante el movimiento funcional gracias a una unidad (10) de introducción de datos o a una unidad (20) de entrenamiento preferentemente mediante la intervención de un operario independiente del control (MS) de la máquina. 4. Procedimiento acuerdo con una de las reivindicaciones anteriores caracterizado por que se ofrecen posibles alternativas de ejecución partiendo de la posición confirmada relativas a los pasos subsiguientes y/o previstos de la secuencia de trabajo 5. Procedimiento de acuerdo con la reivindicación 4 caracterizado por que las posibles alternativas de ejecución se ofrecen y se comprueban partiendo de ese estado real. 6. Procedimiento de acuerdo con una de las reivindicaciones anteriores caracterizado por que los parámetros de funcionamiento son la distancia recorrida y/o el tiempo. 7. Procedimiento de acuerdo con una de las reivindicaciones anteriores caracterizado por que los parámetros de funcionamiento se detectan en base al cambio en los ejes de la máquina (14) y/o de los actuadores. 8. Procedimiento de acuerdo con una de las reivindicaciones anteriores caracterizado por que se hace la incorporación a la secuencia de trabajo a programar después de comprobar la secuencia de trabajo en base al conjunto de datos y las reglas básicas de la máquina (14) y del proceso en curso y en base al equipamiento de la máquina y el entorno de la máquina teniendo en consideración las secuencias parciales que existan. 9. Procedimiento de acuerdo con una de las reivindicaciones 3-8 caracterizado por que en el caso del entrenamiento de la acción mediante movimiento funcional y la introducción de datos mediante una unidad (10) de introducción de datos o de una unidad (20) de entrenamiento se hace la comprobación lógica de si es ejecutable no permitiéndose la parte ilógica de la acción. 10. Procedimiento acuerdo con la reivindicación 2 caracterizado por que en caso de que al hacer la comprobación lógica resulte que la acción sólo se puede ejecutar parcialmente se hace un entrenamiento parcial y el resto que queda de la acción se almacena temporalmente y/o, después de avisar, al usuario se desecha. 11. Procedimiento de acuerdo con una de las reivindicaciones anteriores caracterizado por que la acción se 6 E08865190 27-10-2011 produce mediante el desplazamiento múltiple de un componente o de la unidad y/o del desplazamiento de varios componentes o unidades a distintas posiciones. 12. Procedimiento de acuerdo con una de las reivindicaciones anteriores caracterizado por que la secuencia al menos es una secuencia parcial de una función de la secuencia básica de una máquina. 13. Procedimiento de acuerdo con una de las reivindicaciones anteriores caracterizado por que el procedimiento se ejecuta en una máquina de moldeo por inyección de plásticos que trabaja cíclicamente y las secciones son secciones del ciclo. 14. Medio legible por ordenador como, por ejemplo, un medio de almacenamiento de datos que tiene instrucciones que se puedan ejecutar por ordenador para la realización del procedimiento de control interactivo de una máquina de acuerdo con una de las reivindicaciones 1-13. 7 E08865190 27-10-2011 8 E08865190 27-10-2011 9 E08865190 27-10-2011
Patentes similares o relacionadas:
SISTEMA PARA PROGRAMAR ROBOTS O APARATOS AUTOMATICOS SIMILARES, QUE COMPRENDE UN TERMINAL DE PROGRAMACION PORTATIL., del 16 de Mayo de 2007, de COMAU S.P.A.: Sistema de programación para un robot, o un aparato automático similar, que contiene una herramienta , comprendiendo el sistema una unidad de control […]
SISTEMA QUIRURGICO CONTROLADO POR MOTOR QUE TIENE CONTROL DE POSICION., del 1 de Abril de 2005, de SMITH & NEPHEW, INC.: UN SISTEMA QUIRURGICO ADAPTADO PARA OPERAR CON, AL MENOS, UN DISPOSITIVO QUIRURGICO QUE TIENE UNA EMPUÑADURA QUE CONTIENE UN MOTOR QUE ESTA ADAPTADO PARA RECIBIR EL DISPOSITIVO […]
METODO Y SISTEMA PARA LA PROGRAMACION FUERA DE LINEA DE MULTIPLES ROBOTS INTERACTUANTES, del 1 de Noviembre de 2008, de ABB AB: Un sistema para la programación fuera de línea de múltiples robots interactuantes , que comprende: al menos un robot de manipulación que sujeta una pieza y al menos […]
Un panel de control y receptáculo para un equipo de movimiento de tierra, del 23 de Octubre de 2019, de Leica Geosystems Technology A/S: Un panel de control (C) y un receptáculo (R) adaptado para su uso en equipos de movimiento de tierra, en el que el panel de control (C)
- […]
Dispositivo de configuración del número de compensación, del 21 de Agosto de 2019, de CITIZEN WATCH CO. LTD.: Un dispositivo de configuración del número de compensación que comprende:
un monitor que muestra una pantalla de selección de superficie de […]
Método y dispositivo que generan automáticamente programas de operación, del 29 de Mayo de 2019, de Musashi Engineering, Inc: Un método para generar automáticamente un programa de operación, que hace que un cabezal de trabajo se mueva en relación con un objeto de trabajo […]
Procedimiento y sistema para la detección, transmisión y evaluación de señales orientadas a la seguridad, del 10 de Abril de 2019, de Elan Schaltelemente GmbH & Co. KG: Procedimiento para la detección, transmisión y evaluación de al menos una señal orientada a la seguridad (S1...Sn),
detectándose la al menos una […]
Sistema de control, consola de operador y soporte de datos móvil para una máquina herramienta, del 28 de Marzo de 2019, de DMG MORI SEIKI AKTIENGESELLSCHAFT: Sistema para el control de una máquina herramienta de control numérico por parte de un usuario, incluyendo - una consola de operador que es operable por el usuario; […]
Utilizamos cookies para mejorar nuestros servicios y mostrarle publicidad relevante. Si continua navegando, consideramos que acepta su uso. Puede obtener más información aquí. .
 METODO Y SISTEMA PARA LA PROGRAMACION FUERA DE LINEA DE MULTIPLES ROBOTS INTERACTUANTES, del 1 de Noviembre de 2008, de ABB AB: Un sistema para la programación fuera de línea de múltiples robots interactuantes , que comprende: al menos un robot de manipulación que sujeta una pieza y al menos […]
METODO Y SISTEMA PARA LA PROGRAMACION FUERA DE LINEA DE MULTIPLES ROBOTS INTERACTUANTES, del 1 de Noviembre de 2008, de ABB AB: Un sistema para la programación fuera de línea de múltiples robots interactuantes , que comprende: al menos un robot de manipulación que sujeta una pieza y al menos […]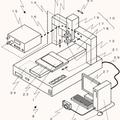 Método y dispositivo que generan automáticamente programas de operación, del 29 de Mayo de 2019, de Musashi Engineering, Inc: Un método para generar automáticamente un programa de operación, que hace que un cabezal de trabajo se mueva en relación con un objeto de trabajo […]
Método y dispositivo que generan automáticamente programas de operación, del 29 de Mayo de 2019, de Musashi Engineering, Inc: Un método para generar automáticamente un programa de operación, que hace que un cabezal de trabajo se mueva en relación con un objeto de trabajo […]