CABEZAL PARA UNA MAQUINA DE ESTIRADO DE CHAPAS METALICAS.
Cabezal para una máquina de estirado de chapas metálicas, que comprende una ventana (1) a través de la cual pasa una chapa metálica a estirar,
y unos medios de sujeción para mantener sujeta dicha chapa metálica durante su estirado. El cabezal (100) está formado por una pluralidad de láminas (3) que comprenden una ventana y que están dispuestas una a continuación de la otra unidas entre sí, formando dichas láminas (3) un bloque compacto que se corresponde con el cabezal (100).
Tipo: Patente de Invención. Resumen de patente/invención. Número de Solicitud: P200931123.
Solicitante: FAGOR, S.COOP..
Nacionalidad solicitante: España.
Inventor/es: BELTRAN DE NANCLARES ECHEZARRETA, EDUARDO, GONZALEZ MORA,OSCAR, CHICO GARCÍA,David, GARCÍA CHUECA,Daniel.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B21D25/04 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F). › B21D 25/00 Trabajo de chapas de longitud limitada por estirado, p. ej. para el rectificado. › Dispositivos de anclaje.
Fragmento de la descripción:
Cabezal para una maquina de estirado de chapas metalicas SECTOR DE LA TECNICA La presente invención se relaciona con maquinas para el estiramiento de chapas metalicas, y mas concretamente con los cabezales que se emplean en este tipo de maquinas. Dicha invención se relaciona tambien con procedimientos para la fabricación de este tipo de cabezales ESTADO ANTERIOR DE LA TECNICA Las chapas metalicas que se emplean en la industria para conseguir piezas de diferentes formas mediante embutición, estampado o conformado por ejemplo, son proporcionadas a modo de bobinas. Para su manipulación es necesario desenrollarlas, y al hacerlo, la chapa desenrollada presenta dobleces y alteraciones que son perniciosas para su posterior tratamiento o manipulación. Para solucionar este inconveniente, es necesario que la chapa que se desenrolla sea manipulada por una aplanadora donde se eliminan en gran medida las tensiones. Estas aplanadoras comprenden, generalmente, una pluralidad de rodillos entre los que pasa la chapa. Este proceso es adecuado para el caso en el que las chapas comprenden un espesor limitado. Si el espesor supera un determinado valor, los rodillos necesarios para eliminar las tensiones son muy voluminosos y no es viable eliminar las tensiones de este modo. En estos casos se emplea una maquina de estirado como la divulgada en el documento EP1923150A1, mediante la cual la chapa es estirada para eliminar las tensiones (esta maquina tambien podría emplearse en los casos en el que el espesor de la chapa es pequeno) . Una maquina de estirado comprende un cabezal fijo y un cabezal móvil que se desplaza con respecto al cabezal fijo en un proceso de estirado. Ambos cabezales comprenden una ventana a traves de las cuales pasa la chapa metalica a estirar, y medios de sujeción para sujetar la chapa metalica durante dicho proceso con el propósito de conseguir el estirado de la misma. Durante el proceso de estirado de una chapa metalica, debido a las fuerzas generadas por los medios de sujeción y a la tensión de dicha chapa metalica, el cabezal sufre unas deformaciones que con el tiempo lo debilitan.
EXPOSICION DE LA INVENCION
El objeto de la invención es el de proporcionar un cabezal para una maquina de estirado de chapas metalicas, y un metodo para la fabricación de este tipo de cabezales, tal y como se divulga en las reivindicaciones.
El cabezal de la invención esta disenado para su empleo en una maquina de estirado de chapas metalicas, y comprende una ventana a traves de la cual pasa una chapa metalica a estirar, y unos medios de sujeción para mantener sujeta dicha chapa metalica durante su estirado.
El cabezal esta formado por una pluralidad de laminas, comprendiendo cada lamina una ventana a traves de la cual pasa una chapa metalica a estirar. Las laminas estan dispuestas una a continuación de la otra, y se unen entre sí de manera que quedan aprisionadas, formando dichas laminas un bloque compacto que se corresponde con el cabezal.
De esta manera, las laminas que forman el cabezal estan comprimidas comprendiendo una anchura inferior a su anchura original o natural. Cuando se estira la chapa metalica dichas laminas son deformadas en el sentido que las descomprime, de tal manera que tienden a recuperar su anchura o forma natural. Si la deformación no es suficiente para alcanzar dicha posición natural, las laminas apenas sufren puesto que estarfan mas relajadas que estando comprimidas. Si la deformación es mayor que la necesaria para que las laminas alcancen la posición natural, dichas laminas sólo estan afectadas por el exceso de deformación a partir de su posición natural. Asf, se disminuye el efecto de la deformación en el cabezal a causa del estirado de una chapa metalica, aumentandose la vida util del mismo.
Estas y otras ventajas y caracterfsticas de la invención se haran evidentes a la vista de las figuras y de la descripción detallada de la invención.
DESCRIPCION DE LOS DIBUJOS
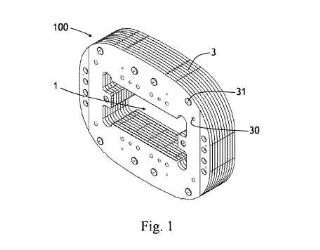
La FIG. 1 muestra una vista en perspectiva de una realización del cabezal de la invención.
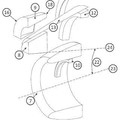
La FIG. 2 muestra una vista en perspectiva de una lamina del cabezal de la FIG. 1.
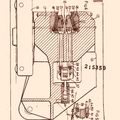
La FIG. 3 muestra una vista en perspectiva del cabezal de la FIG. 1, con los tirantes.
EXPOSICION DETALLADA DE LA INVENCION
En la figura 1 se muestra una realización del cab ezal 100 de la invención, que esta disenado para su empleo en una maquina de estirado de chapas metalicas. Dicho cabezal 100 comprende una ventana 1 a traves de la cual pasa una chapa metalica a estirar (no representada en las figuras) , y unos medios de sujeción (no mostrados en las figuras) para mantener sujeta dicha chapa metalica durante su estirado.
El cabezal 100 esta formado por una pluralidad de laminas 3 longitudin ales, comprendiendo cada lamina 3 una ventana 39 como la mostrada en la figura 2, a traves de la cual pasa una chapa metalica a estirar. Las laminas 3 estan dispuestas una a continuación de la otra y estan aprisionadas entre sf, formando dichas laminas 3 un bloque compacto que se corresponde con el cabezal 100. Las laminas 3 estan fabricadas de acero o de una aleación de acero, y todas comprenden, preferentemente, un mismo espesor.
Cada lamina 3 comprende ademas un a pluralidad de orificios de unión 30 pasantes, que quedan alineados con orificios de unión 30 pasantes respectivos del resto de laminas 3 para posibilitar la unión entre sí de dichas laminas 3, cuando dichas laminas 3 se disponen una a continuación de la otra. El cabezal 100, por su parte, comprende un tirante 4 para atravesar cada lfnea de orificios de unión 30 formada por una alineación de orificios de unión 30 de las diferentes laminas 3, mostrado en la figura 3, cuando estan dispuestas unas a continuación de la otras, de tal manera que dicho tirante 4 aprisiona las laminas 3 unas con respecto a las otras, uniendo dichas laminas 3 entre sí de manera que quedan comprimidas, correspondiendose el conjunto de laminas 3 comprimidas con el cabezal 100.
Cuando se estira una chapa metalica mediante un cabezal 100, dicho cabezal 100 sufre unas fuerzas generadas por los medios de sujeción y por la tensión de dicha chapa metalica, y se deforma en el sentido de aumentar su anchura. En el cabezal 100 de la invención, al estar conformado por laminas 3 comprimidas, dicho sentido se traduce en el sentido de descomprimir dichas laminas 3, de tal manera que dichas laminas 3 tienden a recuperar su anchura o forma natural. Si la deformación no es suficiente para alcanzar dicha anchura natural, las laminas 3 apenas sufren puesto que estarfan mas relajadas que estando comprimidas. Si la deformación es mayor que la necesaria para que las laminas 3 alcancen la anchura natural, dichas laminas 3 sólo estan afectadas por el exceso de deformación a partir de su anchura natural. Asf, gracias a las laminas 3 comprimidas que lo conforman, en el cabezal 100 de la invención se disminuye el efecto que la deformación causa en el durante el estirado de una chapa metalica, aumentandose la vida util del mismo.
En una realización preferente, los orificios de unión 30 comprenden un diametro mayor que lo tirantes 4 y dichos tirantes se disponen en dichos orificios d e unión 30 sin contactar con las superficies que delimitan dichos orificios de unión 30, de tal manera que una posible deformación de las laminas 3 (compresión o descompresión) no repercute en dichos tirantes 4, y por ende, no repercute en la unión. Para posibilitar que los tirantes 4 no contacten dichas superficies que delimitan dichos orificios de unión 30, el cabezal 100 comprende una placa de unión 5 dispuesta en cada una de sus caras externas 101, comprendiendo cada placa de unión 5 un orificio (no mostrado en las figuras) alineado con cada lfnea de orificios de unión 30 formada por las laminas 3, cuando estan dispuestas unas a continuación de la otras, atravesando los tirantes 4 dichos orificios para comprimir las laminas 3 y unirlas entre sf. Asf, el tirante 4 se apoya sobre las placas de unión 5 y actua directamente sobre dichas placas de unión 5 para aprisionar las laminas 3 entre sf.
Las laminas 3 comprenden tambien una pluralidad de orificios de posición 31 pasantes, que quedan alineados con orificios de posición 31 pasantes respectivos del resto de laminas 3 para posibilitar la alineación entre sí de dichas laminas 3. El cabezal 100, por su parte, comprende un pasador 6 para atravesar cada lfnea de orificios de posición 31 formada por una alineación de orificios de posición 31 de las diferentes laminas 3, cuando estan dispuestas unas a continuación de la otras, de tal manera que...
Reivindicaciones:
1. Cabezal para una maquina de estirado de chapas metalicas, que comprende una ventana (1) a traves de la cual pasa una chapa metalica a estirar, y unos medios de sujeción para mantener sujeta dicha chapa metalica durante su estirado, caracterizado porque esta formado por una pluralidad de laminas (3) longitudinales que comprenden una ventana (39) y que estan dispuestas una a continuación de la otra aprisionadas entre sf, formando dichas laminas (3) un bloque compacto que se corresponde con el cabezal (100) .
2. Cabezal segun la reivindicación 1, en donde cada lamina (3) comprende una pluralidad de orificios de unión (30) pasantes, que quedan alineados con orificios de unión (30) pasantes respectivos del resto de laminas (3) para posibilitar la unión entre sí de dichas laminas (3) , y el cabezal (100) comprende un tirante (4) para atravesar cada lfnea de orificios de unión (30) formada por una alineación de orificios de unión (30) de las diferentes laminas (3) , de tal manera que dicho tirante (4) aprisiona las laminas (3) unas con respecto a las otras, uniendo las laminas (3) entre sf.
3. Cabezal segun la reivindicación 2, que comprende una placa de unión (5) en cada una de sus caras externas (101) , comprendiendo cada placa de unión (5) un orificio alineado con cada lfnea de orificios de unión (30) formada por las laminas (3) , atravesando dichos tirantes (4) dichos orificios para comprimir las laminas (3) y unirlas entre sf.
4. Cabezal segun la reivindicación 3, en donde los orificios de de unión (30) comprenden un diametro mayor que los tirantes (4) , atravesando dichos tirantes (4) dichos orificios de unión (30) sin contactar con las superficies que delimitan dichos orificios de unión (30) y apoyandose dichos tirantes (4) se apoyan en las placas de unión (5) .
5. Cabezal segun cualquiera de las reivindicaciones anteriores, en donde las laminas (3) comprenden una pluralidad de orificios de posición (31) pasantes, que quedan alineados con orificios de posición (31) pasantes respectivos del resto de laminas (3) para posibilitar la alineación entre sí de dichas laminas (3) , y el cabezal (100) comprende un pasador (6) que atraviesa cada lfnea de orificios de posición (31) formada por una alineación de orificios de posición (31) de las diferentes laminas (3) , de tal manera que mediante dichos orificios de posición (31) y el pasador (6) respectivo las laminas (3) quedan alineadas entre sí cuando se disponen una a continuación de la otra.
6. Cabezal segun cualquiera de las reivindicaciones anteriores, en donde las laminas (3) son de acero.
7. Maquina para el estirado de chapas metalicas, caracterizada porque comprende al menos un cabezal (100) segun cualquiera de las reivindicaciones anteriores.
8. Metodo para la fabricación de un cabezal para una maquina de estirado de chapas metalicas, comprendiendo el cabezal (100) una ventana (1) a traves de la cual pasa una chapa metalica a estirar, y unos medios de sujeción para mantener sujeta dicha chapa metalica durante su estirado, caracterizado porque una etapa de fabricación en donde se fabrican una pluralidad de laminas (3) , comprendiendo cada lamina (3) una ventana (39) , y una etapa de unión en donde se aprisiona n dichas laminas (3) entre sf, formando dichas laminas (3) un bloque que se corresponde con el cabezal (100) .
9. Metodo segun la reivindicación 8, en donde en la etapa de fabricación se generan una pluralidad de orificios de unión (30) pasantes en cada lamina (3) para unir entre sí dichas laminas (3) , de tal manera que los orificios de unión (30) quedan alineados cuando se disponen una a continuación de la otra, y en la etapa de unión se disponen unos tirantes (4) en el cabezal (100) que atraviesan cada lfnea formada por orificios de unión (30) , aprisionandose las laminas (3) entre sí mediante dichos tirantes (4) .
10. Metodo segun la reivindicación 9, en donde en la etapa de unión se dispone una placa de unión (5) con unos orificios en cada una de las caras externas (101) del cabezal (100) , apoyandose los tirantes (4) en dichas placas de unión (5) y atravesando dichos tirantes (4) que atraviesan los orificios de unión (30) dichos orificios.
11. Metodo segun cualquiera de las reivindicaciones 8 a 10, en donde en la etapa de fabricación se generan una pluralidad de orificios de posición (31) en cada lamina
(3) par alinear las laminas (3) entre sf, de tal manera que los orificios de posición
(31) quedan alineados cuando se disponen una a continuación de la otra,
comprendiendo el metodo una etapa de alineación, anterior a la etapa de unión y posterior a la etapa de fabricación, en la que se disponen las laminas (3) una a continuación de la otra, y en la que se dispone un pasador (6) en el cabezal (100) que atraviesa cada lfnea formada por orificios de posición (31) , quedando las laminas (3) unidas alineadas entre sf.
12. Metodo segun cualquiera de las r eivindicaciones 7 a 11, en donde en la etapa de fabricación cada lamina (3) se obtiene a partir de una placa de un material determinado, realizandose un corte en dicha placa con las dimensiones deseadas de la lamina (3) , mediante oxicorte.
OFICINA ESPAÑOLA DE PATENTES Y MARCAS
Nº solicitud: 200931123
ESPAÑA
Fecha de presentación de la solicitud: 04.12.2009
Fecha de prioridad:
INFORME SOBRE EL ESTADO DE LA TECNICA
51 Int. Cl. : B21D25/04 (2006.01)
DOCUMENTOS RELEVANTES
Categoría 56 Documentos citados Reivindicaciones afectadas A GB 2446921 A (SMS MEER GMBH ) 27/08/2008, resumen; figuras 1, 7, 8 A US 6205830 B1 (VOGES KEVIN ) 27/03/2001, todo el documento. 1, 7, 8 A US 4751838 A (VOGES KENNETH ) 21/06/1988, todo el documento. 1, 7, 8 A GB 1172243 A (SALT DOUGLAS FRANK ) 26/11/1969, todo el documento. 1, 7, 8 A US 2008034827 A1 ( CASAL ELIXABETE ET AL.) 14/02/2008, todo el documento. 1, 7, 8 Categoría de los documentos citados X: de particular relevancia Y: de particular relevancia combinado con otro/s de la misma categoría A: refleja el estado de la técnica O: referido a divulgación no escrita P: publicado entre la fecha de prioridad y la de presentación de la solicitud E: documento anterior, pero publicado después de la fecha de presentación de la solicitud El presente informe ha sido realizado • para todas las reivindicaciones • para las reivindicaciones nº : Fecha de realización del informe 18.04.2012 Examinador A. Gómez Sánchez Página 1/4INFORME DEL ESTADO DE LA TÉCNICA
Nº de solicitud: 200931123
Documentación mínima buscada (sistema de clasificación seguido de los símbolos de clasificación) B21D Bases de datos electrónicas consultadas durante la búsqueda (nombre de la base de datos y, si es posible, términos de búsqueda utilizados) INVENES, EPODOC
Informe del Estado de la Técnica Página 2/4
OPINIÓN ESCRITA
Nº de solicitud: 200931123
Fecha de Realización de la Opinión Escrita: 18.04.2012
Declaración
Novedad (Art. 6.1 LP 11/1986) Reivindicaciones Reivindicaciones 1-12 SI NO Actividad inventiva (Art. 8.1 LP11/1986) Reivindicaciones Reivindicaciones 1-12 SI NOSe considera que la solicitud cumple con el requisito de aplicación industrial. Este requisito fue evaluado durante la fase de examen formal y técnico de la solicitud (Artículo 31.2 Ley 11/1986) .
Base de la Opinión.
La presente opinión se ha realizado sobre la base de la solicitud de patente tal y como se publica.
Informe del Estado de la Técnica Página 3/4
OPINIÓN ESCRITA
Nº de solicitud: 200931123
1. Documentos considerados.
A continuación se relacionan los documentos pertenecientes al estado de la técnica tomados en consideración para la realización de esta opinión.
Documento Número Publicación o Identificación Fecha Publicación D01 GB 2446921 A (SMS MEER GMBH ) 27.08.2008 D02 US 6205830 B1 (VOGES KEVIN ) 27.03.2001 D03 US 4751838 A (VOGES KENNETH ) 21.06.1988 D04 GB 1172243 A (SALT DOUGLAS FRANK ) 26.11.1969 D05 US 2008034827 A1 ( CASAL ELIXABETE et al.) 14.02.20082. Declaración motivada según los artículos 29.6 y 29.7 del Reglamento de ejecución de la Ley 11/1986, de 20 de marzo, de Patentes sobre la novedad y la actividad inventiva; citas y explicaciones en apoyo de esta declaración El objeto de la invención trata de un cabezal para una máquina de estirado de chapas metálicas, que comprende una ventana a través de la cual pasa la chapa metálica que va a ser estirada; y unos medios de sujeción para mantener sujeta dicha chapa metálica durante su estirado, caracterizado porque está formado por una pluralidad de láminas longitudinales, comprendiendo una ventana y que están dispuestas una a continuación de la otra aprisionadas entre sí, formando dichas láminas un bloque compacto que se corresponde con el cabezal.
Asimismo un segundo objeto de la invención trata de una máquina que incorpora dicho cabezal. Y finalmente la invención trata de un tercer objeto, del método para fabricar el referido cabezal.
El documento D01 presenta un aparato para estirar y alisar material enrollado o prensado, en particular hojas o placas, incluye un cabezal de sujeción que tiene una mordaza de fijación definida por una pluralidad de elementos planos 3, 4 distribuidos en toda la anchura de trabajo de la cabeza y dispuestos adyacentes entre sí perpendicularmente al plano del material. Los elementos están conectados entre sí por unos miembros que forman una estructura de caja rígida a la flexión. La distancia entre los elementos y la estructura de caja está rellenada por superficies de cuñas fijas y cuñas móviles bajo una presión continua de unidades de pistón y cilindro.
Este documento refleja únicamente el Estado de la Técnica, y no es válido para poner en cuestión la novedad o la actividad inventiva del objeto reivindicado. Lo mismo podría decirse del resto de los documentos citados Se considera pues, que estos objetos, definidos por las reivindicaciones 1, 7 y 8 son nuevos y suponen actividad inventiva.
Informe del Estado de la Técnica Página 4/4
Patentes similares o relacionadas:
Máquina de formación de chapa por estiramiento longitudinal y procedimiento de implementación de una máquina de ese tipo, del 17 de Julio de 2019, de ACB: Máquina de formación de chapa por estiramiento longitudinal, máquina que comprende dos cabezales de estiramiento situados de ambos lados de una herramienta de formación […]
Aparato de sujeción con insertos de mordaza que se cambian rápidamente, métodos para la sujeción de una pieza de trabajo y máquina para conformación por estirado con un aparato de este tipo, del 11 de Diciembre de 2018, de THE BOEING COMPANY: Un aparato de sujeción de cambio rápido para la sujeción de una pieza de trabajo o similar que tiene un perfil, que comprende: una carcasa […]
 Procedimiento de conformación de un sector para un revestimiento labiado de una góndola, del 16 de Enero de 2013, de UNIVERSITY OF ULSTER: Un procedimiento de conformación de un sector de un revestimiento labiado de una góndola partir de una pieza en bruto de chapa metálica que comprende las etapas de:
proporcionar […]
Procedimiento de conformación de un sector para un revestimiento labiado de una góndola, del 16 de Enero de 2013, de UNIVERSITY OF ULSTER: Un procedimiento de conformación de un sector de un revestimiento labiado de una góndola partir de una pieza en bruto de chapa metálica que comprende las etapas de:
proporcionar […]
BRIDA METALICA., del 16 de Noviembre de 2006, de ADOLF WURTH GMBH & CO. KG: Brida para sujetar temporalmente al menos dos chapas, con 1.1 dos brazos , que 1.2 están fabricados en chapa , 1.3 que se acercan el uno al otro en la […]
MEDIOS DE PINZA PARA APARATO APLANADOR-ESTIRADOR, del 16 de Septiembre de 1998, de HOLLOWAY, BERTRAM A.: SE PRESENTA UN ELEMENTO 100 PARA AGARRAR METAL PARA SER ESTIRADO POR UN APARATO APLANADOR-ESTIRADOR 10.EL ELEMENTO DE PINZA COMPRENDE UNA PRIMERA […]
 PERFECCIONAMIENTOS EN MÁQUINAS PARA ESTIRAR PLANCHAS METÁLICAS, del 1 de Julio de 1955, de JOSHUA BIGWOOD AND SON LIMITED: Perfeccionamientos en máquinas para estirar planchas metálicas, caracterizándose porque aquellas comprenden dos cabezales de sujeción, cada uno de los cuales tiene un […]
PERFECCIONAMIENTOS EN MÁQUINAS PARA ESTIRAR PLANCHAS METÁLICAS, del 1 de Julio de 1955, de JOSHUA BIGWOOD AND SON LIMITED: Perfeccionamientos en máquinas para estirar planchas metálicas, caracterizándose porque aquellas comprenden dos cabezales de sujeción, cada uno de los cuales tiene un […]