Aparato de soldadura en estado sólido por inducción y fricción.
Un aparato para soldadura en estado sólido por inducción y fricción,
que comprende:
un cuerpo (20) que tiene un primer extremo (100), un segundo extremo (118) y un taladro de recepción (119) de una pieza de trabajo y que se extiende entre el primer extremo (100) y el segundo extremo (118);
primeros medios de seguridad (21) para asegurar temporalmente una primera pieza de trabajo tubular en el taladro de recepción (119) de la pieza de trabajo;
segundos medios de seguridad (24) para asegurar temporalmente una segunda pieza de trabajo tubular en el taladro de recepción (119) de la pieza de trabajo;
medios de calefacción por inducción (99);
un actuador (125) para mover los medios de inducción (99) entre una posición operativa dentro del taladro de recepción (119) de la pieza de trabajo y una posición almacenada extraída fuera del taladro de recepción (119) de la pieza de trabajo;
medios (116) para efectuar el movimiento relativo de los primeros medios de seguridad (21) y los segundos medios de seguridad (24) para aproximar y alejar los primeros medios de seguridad (21) y los segundos medios de seguridad (24) unos con respecto a los otros; y medios (112, 114) para efectuar una rotación relativa de los primeros medios de seguridad (21) y de los segundos medios de seguridad (24);
caracterizado porque el actuador (125) comprende un bastidor octaedro expansible para mover los medios de calefacción por inducción (99) y para el ajuste fino de la posición de los medios de calefacción por inducción (99) en la posición operativa con relación a los extremos adyacentes de las primeras y de las segundas piezas de trabajo tubulares.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/CA2007/001667.
Solicitante: SPINDUCTION WELD, INC.
Nacionalidad solicitante: Canadá.
Dirección: 339 GLAMORGAN CRESCENT, S.W. CALGARY, ALBERTA T3E 5B7 CANADA.
Inventor/es: MCDONALD, COLIN, LINGNAU,David.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B23K20/12 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23K SOLDADURA SIN FUSION O DESOLDEO; SOLDADURA; REVESTIMIENTO O CHAPADO POR SOLDADURA O SOLDADURA SIN FUSION; CORTE POR CALENTAMIENTO LOCALIZADO, p. ej. CORTE CON SOPLETE; TRABAJO POR RAYOS LASER (fabricación de productos revestidos de metal por extrusión de metales B21C 23/22; realización de guarniciones o recubrimientos por moldeo B22D 19/08; moldeo por inmersión B22D 23/04; fabricación de capas compuestas por sinterización de polvos metálicos B22F 7/00; disposiciones sobre las máquinas para copiar o controlar B23Q; recubrimiento de metales o recubrimiento de materiales con metales, no previsto en otro lugar C23C; quemadores F23D). › B23K 20/00 Soldadura no eléctrica por percusión u otra forma de presión, con o sin calentamiento, p. ej. revestimiento o chapeado. › siendo producido el calor por fricción; Soldadura por fricción.
- B23K37/04 B23K […] › B23K 37/00 Dispositivos o procedimientos auxiliares no especialmente adaptados a un procedimiento cubierto en uno solo de los grupos principales de esta subclase (pantallas de protección para los ojos de los operarios, llevadas por el operario o sujetadas manualmente A61F 9/00; aplicables a las máquinas de trabajar metales no destinados a la soldadura sin fusión, o a la soldadura o al corte por soplete B23Q; otras pantallas protectoras F16P 1/06). › para sujetar o colocar las piezas.
PDF original: ES-2377416_T3.pdf
Fragmento de la descripción:
Aparato de soldadura en estado sólido por inducción y fricción Campo La presente invención se refiere a un aparato que ha sido desarrollado para uso en procesos de soldadura en estado sólido por inducción y fricción.
Antecedentes La patente de los Estados Unidos 6.637.642 (Lingnau) titulada “Method of solid state welding and welded parts” describe un proceso de soldadura en estado sólido por inducción y fricción.
Sumario Se proporciona un aparato para soldadura en estado sólido por inducción y fricción de acuerdo con la reivindicación 1.
Breve descripción de los dibujos Éstas y otras características serán más evidentes a partir de la siguiente descripción, en la que se hace referencia a los dibujos anexos; los dibujos son solamente para fines de ilustración y no están destinados de ninguna manera para ser limitativos. En los dibujos:
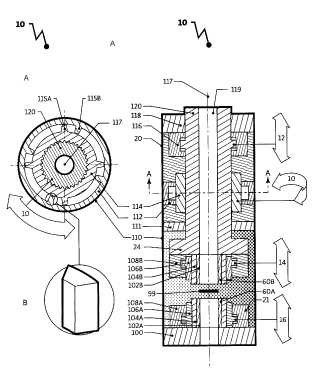
La figura 1 es una vista en alzado lateral en sección de un aparato de soldadura en estado sólido por inducción y fricción. La figura 1A es una vista en planta superior en sección del aparato de la figura 1.
La figura 1B es una vista en perspectiva detallada de una pala. La figura 2 es una vista en perspectiva despiezada ordenada de piezas de trabajo insertadas en el portaherramientas interior.
La figura 3 es una vista en perspectiva del porta-herramientas interior que sujeta las piezas de trabajo. La figura 4 es una vista en perspectiva del porta-herramientas superior interior que es visualizado. La figura 5 es una vista en perspectiva de la bobina posicionada entre las piezas de trabajo. Las figuras 6A y 6 B son vistas en perspectiva de la bobina y sus movimientos. La figura 7 es una vista en perspectiva de una plataforma de Stewart que actúa como un conjunto de posicionamiento de la bobina.
La figura 8A es una vista en perspectiva de la plataforma de Stewart montada en la cámara de soldadura del aparato de la figura 1. Las figuras 8B – 8D son vistas en perspectiva de opciones de montaje alternativa para la plataforma Stewart. La figura 9 es una vista en perspectiva de un actuador manual para la plataforma de Stewart. La figura 10 es una vista en perspectiva de piezas de trabajo que están siendo calentadas por la bobina. La figura 11 es una vista en perspectiva de las piezas de trabajo después de la retirada de la bobina. La figura 12 es una vista en perspectiva de las piezas de trabajo que están siendo unidas. La figura 13 es una vista en perspectiva de las piezas de trabajo que están siendo liberadas. La figura 14 es un diagrama de flujo de las etapas de control de la máquina. Las figuras 15A – 15C son vistas ortográficas de segmentos de tubos con curvaturas extremas.
Descripción detallada A continuación se describirá un aparato para soladura en estado sólido por inducción y fricción identificado, en general, por el número de referencia 10, con referencia a las figuras 1 a 15.
Estructura y relación de las partes:
La máquina está diseñada para realizar la mecánica que suelta por inducción y fricción dos piezas juntas, como se describe en la patente US 6.637.642 (Lingnau, Method of Solid State Welding and Welded Parts, 28 de Octubre de 2003) . El sistema de control de la máquina (no mostrado) controla el aparato 10 para realiza runa serie de etapas secuenciales que se describen a continuación.
El sistema de control de la máquina proporciona movimientos del tipo de desplazamiento en lugar de movimientos basados en la fuerza a través de este conjunto, aunque el sistema de control podría estar diseñado de manera alternativa para proporcionar movimientos basados en la fuerza o una combinación de control de desplazamiento y control de la fuerza. El aparato 10 que se ha ilustrado ha sido diseñado para ser compacto con el fin de proporcionar zonas de soporte proporcionalmente mayores con juego radial de escala reducida.
Con referencia a la figura 1, el aparato 10 tiene cuatro conjuntos principales: (1) un cuerpo 20; (2) un conjunto de montaje estático inferior 21; (3) un conjunto motor 24; y (4) la bobina 99. El conjunto de montaje estático inferior 21 y el conjunto motor 24 actúan como primeros y segundos medios de seguridad para asegurar temporalmente piezas de trabajo tubulares. Aunque no se muestra, se comprenderá que equipo periférico está asociado con la bobina 99, tal como una plataforma de bobina. Las estructuras de soporte necesarias que se requieren para soportar el aparato 10 tampoco se han mostrado, ya que son conocidas por el técnico en la materia, y pueden variar en función de las condiciones que las se utiliza el aparato 10. Se comprenderá que la figura 1 es un dibujo conceptual y que cuando se construye el aparato 10, puede ser necesario utilizar ciertas técnicas conocidas en la materia, tales como anillos apilados para encerrar pistones, etc. en lugar el cuerpo hueco, como se ilustra.
El cuerpo 20 tiene cinco componentes principales: (a) la cámara de soldadura cilíndrica 110, que actúa como el miembro principal de soporte de la carga; (b ) la tapa extrema inferior 100 en un primer extremo, que ayuda a contener la atmósfera de soldadura y también soporta el conjunto de montaje inferior; (c) la pista exterior estática de accionamiento rotatorio 112, que actúa como un estator, se muestra con más detalle en la figura 1A, (d) la tapa extrema superior 118 en un segundo extremo, que permite el paso del extremo superior del conjunto motor 24, y (e) la cortina de atmósfera 111, que contiene la atmósfera de soldadura. El cuerpo 20 tiene un taladro de recepción 119 de la pieza de trabajo que se extiende entre la tapa extrema inferior 100 en el primer extremo y la tapa extrema superior 118 en el segundo extremo.
El primer medio de seguridad en forma del conjunto de montaje inferior 21 tiene cuatro componentes principales: (a) una base del porta-herramientas inferior 108A, que amarra el conjunto a la cámara de soldadura 110 y a la tapa extrema inferior 100; (b) la corredera del porta-herramientas inferior 106A, sobre la que actúan las cámaras hidráulicas para comprimir o liberar de manera independiente el porta-herramientas exterior 104A a través de una corredera lineal en la dirección de la flecha 16; (c) el porta-herramientas interior inferior 102A, que retiene las piezas de trabajo; y (d) el porta-herramientas exterior inferior 104A, sobre el que actúa la corredera 106A para agarrar o liberar el porta-herramientas interior 102A. El conjunto de montaje inferior 21 está fijado rígidamente al cuerpo 20.
El conjunto motor 24, que incluye los segundos medios de seguridad, tiene seis componentes principales: (a) la base del porta-herramientas inferior 108B, que es funcionalmente similar a la base del porta-herramientas inferior 108A;
(b) la corredera del porta-herramientas superior 106B, que es similar a la corredera del porta-herramientas inferior 106A, pero que es capaz de deslizarse independientemente en la dirección de la flecha 14; (c) el porta-herramientas exterior superior 104B, que es funcionalmente similar al porta-herramientas exterior inferior 104A; (d) el portaherramientas interior superior 102B, que es funcionalmente similar al porta-herramientas interior inferior 102A; (e) el husillo 120, que actúa como el miembro principal de soporte de la carga y transmite tanto compresión (y tensión) como también par motor a las piezas de trabajo; y (f) el collar de transmisión de par motor, referido como el collar rasurado hembra 114, con palas 115A (mostradas en la figura 1A) . El husillo tiene un taladro hueco 119 que está dimensionado para alojar el diámetro máximo de las piezas de trabajo y está provisto con taladros roscados y salientes para asegurar el conjunto motor 24, mientras que el conjunto estático 21 está asegurado a la tapa extrema 100. Como se muestra en la figura 1B, las palas 115A están configuradas, en general, como “trapezoides curvados” y el estator 112 tiene palas coincidentes 115B. El collar rasurado hembra 114, que actúa como un rotor, transmite el par motor desarrollado por el accionamiento rotatorio hidráulico al husillo 120, y de esta manera los portaherramientas superiores 102B y 104B, al mismo tiempo que permiten que la ranura macho sobre el husillo 120 sea lisa, aseguran el movimiento lineal a lo largo del eje central de la máquina 117. Dirigiendo el fluido hidráulico dentro del conjunto de número impar de cavidades entre las palas del rotor 115A y las palas del estator 115B, el movimiento de rotación del rotor 114 se produce en una dirección. Conmutando el flujo de fluido al conjunto... [Seguir leyendo]
Reivindicaciones:
1. Un aparato para soldadura en estado sólido por inducción y fricción, que comprende:
un cuerpo (20) que tiene un primer extremo (100) , un segundo extremo (118) y un taladro de recepción (119) de una pieza de trabajo y que se extiende entre el primer extremo (100) y el segundo extremo (118) ;
primeros medios de seguridad (21) para asegurar temporalmente una primera pieza de trabajo tubular en el taladro de recepción (119) de la pieza de trabajo;
segundos medios de seguridad (24) para asegurar temporalmente una segunda pieza de trabajo tubular en el taladro de recepción (119) de la pieza de trabajo;
medios de calefacción por inducción (99) ;
un actuador (125) para mover los medios de inducción (99) entre una posición operativa dentro del taladro de recepción (119) de la pieza de trabajo y una posición almacenada extraída fuera del taladro de recepción (119) de la pieza de trabajo;
medios (116) para efectuar el movimiento relativo de los primeros medios de seguridad (21) y los segundos medios de seguridad (24) para aproximar y alejar los primeros medios de seguridad (21) y los segundos medios de seguridad (24) unos con respecto a los otros; y medios (112, 114) para efectuar una rotación relativa de los primeros medios de seguridad (21) y de los segundos medios de seguridad (24) ;
caracterizado porque el actuador (125) comprende un bastidor octaedro expansible para mover los medios de calefacción por inducción (99) y para el ajuste fino de la posición de los medios de calefacción por inducción (99) en la posición operativa con relación a los extremos adyacentes de las primeras y de las segundas piezas de trabajo tubulares.
2. El aparato de la reivindicación 1, en el que uno de los primeros medios de seguridad (21) y los segundos medios de seguridad (24) es un porta-herramientas estacionario y otro de los primeros medios de seguridad (21) y los segundos medios de seguridad (24) son un porta-herramientas móvil.
3. El aparato de la reivindicación 2, en el que un actuador (116) accionado por fluido que actúa sobre el portaherramientas móvil se utiliza como el medio para aproximar y alejar los primeros medios de seguridad (21) y los segundos medios de seguridad (24) unos con respecto a los otros.
4. El aparato de la reivindicación 2, en el que el pota-herramientas móvil (24) tiene una ranura externa y está rodeado por un collar de transmisión de par motor (114) , teniendo el collar de transmisión de par motor (114) una ranura interna que se acopla con la ranura externa del porta-herramientas móvil (24) , de manera que el collar de transmisión de par motor (114) sirve como medio para efectuar la rotación relativa de los primeros medios de seguridad (21) y los segundos medios de seguridad (24) .
5. El aparato de la reivindicación 4, en el que está previsto un accionamiento rotatorio (112) para aplicar una fuerza rotatoria al collar de transmisión de par motor (114) , efectuando de esta manera una rotación del porta-herramientas móvil (24) con relación al porta-herramientas rotatorio (21) .
6. El aparato de la reivindicación 5, en el que el accionamiento rotatorio comprende:
palas externas de rotor (115A) sobre el collar de transmisión de par motor (114) ;
palas internas de rotor (115B) sobre el cuerpo (20) , definiendo la relación entre las palas de rotor (115A) y las palas de rotor (115B) unas cavidades de fluido entre el collar de transmisión (114) y el cuerpo (20) , de tal manera que la rotación del collar de transmisión de par motor (114) se efectúa bombeando un fluido de trabajo dentro de cavidades de fluido seleccionadas.
Patentes similares o relacionadas:
Procedimiento para la producción de una unión de soldadura por fricción para la unión de, como mínimo, dos componentes de tipo placa, del 8 de Julio de 2020, de EJOT GMBH & CO. KG: Procedimiento para la producción de una unión de soldadura por fricción para la unión de, como mínimo, dos componentes de tipo placa, […]
Cabezal de soldadura por fricción agitación con unos órganos de acoplamiento y por lo menos un elemento elástico, del 8 de Abril de 2020, de Ecole Normale Superieure De Rennes: Cabezal de soldadura por fricción agitación, destinado a ser fijado sobre una máquina para realizar una soldadura por fricción agitación […]
Aleación resistente al calor y método de fabricación de la misma, del 26 de Febrero de 2020, de A.L.M.T. CORP: Una aleación resistente al calor caracterizada por consistir en una primera fase que es una fase de metal de W, una segunda fase de Mo5SiB2, y una tercera fase de carbonitruro […]
Aparato y método de soldadura por fricción, del 5 de Febrero de 2020, de THE BOEING COMPANY: Un aparato de soldadura por fricción que comprende: un alojamiento de husillo ; una herramienta de pasador concéntrica con un eje […]
Dispositivo de soldadura por presión y procedimiento de soldadura por presión, del 1 de Enero de 2020, de KUKA Deutschland GmbH: Dispositivo de soldadura por presión con un dispositivo de plastificación y un dispositivo de recalcado así como también alojamientos para componentes […]
Método para unir dos piezas mediante soldadura por fricción-agitación, del 20 de Noviembre de 2019, de RUAG Aerospace Structures GmbH: Un método para unir dos piezas mediante soldadura por fricción-agitación, comprendiendo el método las etapas de: proporcionar una primera […]
Procedimiento para fabricar un elemento de conexión eléctrico, del 13 de Noviembre de 2019, de AUTO-KABEL MANAGEMENT GMBH: Procedimiento para fabricar un elemento de conexión eléctrico , que comnprende - proporcionar una primera pieza plana de un sustrato […]
Dispositivo para la unión de componentes, especialmente mediante perforación directa, en especial perforación de agujeros de flujo o mediante soldadura por fricción, así como procedimiento para la unión de componentes, especialmente mediante atornillado directo o soldadura por fricción, del 30 de Octubre de 2019, de DEPRAG Schulz GmbH u. Co: Dispositivo para la unión de componentes , especialmente mediante perforación directa, en especial perforación de agujeros de flujo, o también mediante soldadura […]