SUELA DE PLANCHA, DISPOSITIVO DE PLANCHADO, ASI COMO PROCEDIMIENTO PARA LA FABRICACION DE UNA SUELA DE PLANCHA.
Suela de plancha, dispositivo de planchado, así como procedimiento para la fabricación de una suela de plancha.
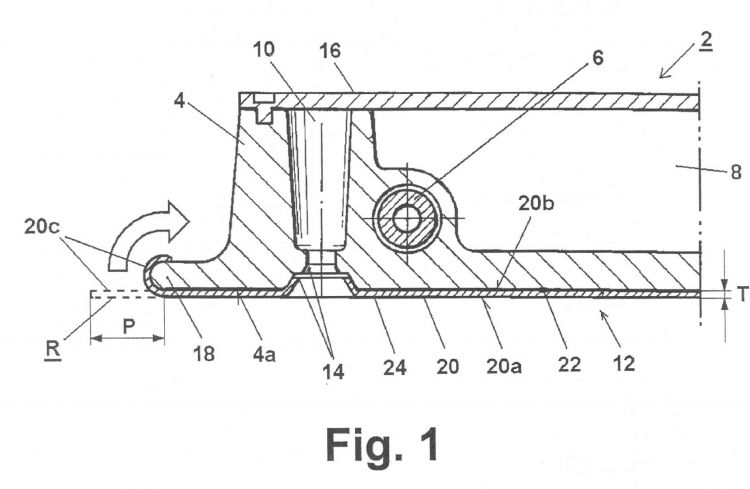
Suela de plancha (2) de un dispositivo de planchado, en especial de una plancha a vapor eléctrica o una estación de planchado a vapor eléctrica, que comprende un cuerpo básico de suela de plancha (4) y una placa de suela (12) de aluminio, la cual está dispuesta en el lado inferior (4a) del cuerpo básico (4) y está unida con éste. La placa de suela (12) está fabricada de una chapa de aluminio (20) con un espesor (T) de 0,35 mm hasta 0,8 mm, en especial aprox. 0,4 mm; y el cuerpo básico (4) posee un borde lateral inferior (18), alrededor del cual está plásticamente deformada un área de borde (20c) de la chapa de aluminio (20) y por lo tanto está unida en arrastre de forma con el borde lateral (18). Dispositivo de planchado con tal suela de plancha (2). Procedimiento para la fabricación de tal suela de plancha (2)
Tipo: Patente de Invención. Resumen de patente/invención. Número de Solicitud: P200802543.
Solicitante: BSH KRAINEL, S.A..
Nacionalidad solicitante: España.
Provincia: ZARAGOZA.
Inventor/es: ALBANDOZ RUIZ DE OCENDA,CARMELO.
Fecha de Solicitud: 28 de Agosto de 2008.
Fecha de Publicación: .
Fecha de Concesión: 8 de Febrero de 2011.
Clasificación Internacional de Patentes:
- B21D19/04A
- D06F75/08 TEXTILES; PAPEL. › D06 TRATAMIENTO DE TEXTILES O SIMILARES; LAVANDERIA; MATERIALES FLEXIBLES NO PREVISTOS EN OTRO LUGAR. › D06F LAVANDERIA, SECADO, PLANCHADO, PRENSADO O PLEGADO DE ARTICULOS TEXTILES. › D06F 75/00 Planchas metálicas manuales. › Planchas con calentamiento eléctrico interno.
- D06F75/38 D06F 75/00 […] › Suelas (D06F 75/20 tiene prioridad).
Clasificación PCT:
- B21D19/04 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F). › B21D 19/00 Conformación u otro tratamiento de los bordes, p. ej. de los bordes de los tubos. › en forma de rodillos.
- D06F75/08 D06F 75/00 […] › Planchas con calentamiento eléctrico interno.
- D06F75/38 D06F 75/00 […] › Suelas (D06F 75/20 tiene prioridad).
Fragmento de la descripción:
Suela de plancha, dispositivo de planchado, así como procedimiento para la fabricación de una suela de plancha.
La invención presente se refiere a una suela de plancha según el término genérico de la reivindicación 1; un dispositivo de planchado, en especial una plancha a vapor eléctrica o una estación de planchado a vapor eléctrica, con una tal suela de plancha; así como un procedimiento para la fabricación de tal suela de plancha.
De la ES 2139501 B1 (correspondiente a la EP 0 869 215 B1) es conocida una suela de plancha de un dispositivo de planchado, con un cuerpo básico de suela de plancha de aluminio fundido, y con una placa de suela de chapa de acero, con preferencia de acero fino inoxidable, que sirve como superficie de deslizamiento. La chapa de acero está dispuesta en el lado inferior del cuerpo básico y está unida con éste. La unión tiene lugar mecánicamente y/o químicamente, p. ej., pegado mediante silicona. La chapa de acero puede estar recubierta en su lado inferior, que actúa como superficie de deslizamiento, con una capa de esmalte. El espesor de la chapa de acero es de aprox. 0,4 mm. La chapa de acero o bien la chapa de acero fino, posee una alta resistencia contra la corrosión y residuos de cal, como ellos se presentan a menudo durante el planchado a vapor, una alta dureza, un exterior muy liso, buenas características de deslizamiento y estéticamente un aspecto muy llamativo. La chapa de acero o bien la chapa de acero fino es sin embargo relativamente costosa, y su empleo es bien laborioso.
Por eso han sido desarrolladas construcciones de suela de plancha alternativas, en las cuales la chapa de acero o bien la chapa de acero fino fue sustituida por una placa de aluminio con un espesor de aprox. 1,2 mm hasta 2,5 mm. Un tal tipo de placa de aluminio está, en su el lado inferior que actúa como superficie de deslizamiento, usualmente anodizado, en especial anodizada duro, o recubierto con una capa de esmalte. La placa de aluminio está encastrada, en la mayoría de los casos, en un escote localizado en el lado inferior del cuerpo básico y está unida con el cuerpo básico por un pegado. La fabricación de un tal tipo de suela de plancha es muy complicada y costosa, dado que las partes de la suela de plancha tienen que ser fabricadas muy exactamente, sólo pueden presentar muy pequeñas tolerancias, y tienen que ser ensambladas con mucha precisión de ajuste.
La presente invención tiene como base la tarea o bien el problema técnico de crear una suela de plancha, la cual evita en gran parte lo más posible las desventajas del estado de la técnica; además, debe ser puesto a disposición un dispositivo de planchado con tal tipo de suela de plancha, así como un procedimiento apropiado para la fabricación de tal tipo de suela de plancha.
Esta tarea es resuelta según un primer aspecto, por medio de una suela de plancha en conformidad con la invención, con las características de la reivindicación 1.
Esta suela de plancha de un dispositivo de planchado, en especial de una plancha a vapor eléctrica o una estación de planchado a vapor eléctrica, comprende un cuerpo básico de suela de plancha, en especial un cuerpo básico de suela de plancha fundida (p. ej., de aluminio fundido), y una placa de suela de aluminio, que está dispuesta en el lado inferior del cuerpo básico y está unida con éste. La suela de plancha está caracterizada porque la placa de suela está fabricada de chapa de aluminio, con un espesor de 0,35 mm hasta 0,8 mm; y el cuerpo básico posee un borde lateral inferior, alrededor del cual está plásticamente deformada un área de borde de la chapa de aluminio, en especial doblada o arrollada, y por lo tanto está unida en arrastre de forma con el borde lateral. El área de borde de la chapa de aluminio delgada engrana entonces sobre el citado borde lateral del cuerpo básico o bien un área parcial del mismo. En especial, el área de borde de la chapa de aluminio está plásticamente deformada perimetralmente alrededor del citado borde lateral del cuerpo básico. La chapa de aluminio está preferentemente fabricada de un aluminio de aleación de forja, en donde la invención no está limitada sin embargo a este tipo de aleación especial.
En el caso de la suela de plancha en conformidad con la invención, la chapa de aluminio está configurada considerablemente más delgada que aquéllas placas de aluminio que actúan como placas de suela en placas de plancha ya conocidas. Para la placa de suela es consumido por tal motivo solamente poco material, lo que reduce considerablemente los costes de producción. Al mismo tiempo sin embargo permiten el material aluminio y el pequeño espesor de la chapa de aluminio, en la fabricación de la suela de plancha, una deformación plástica y aplicación y seguridad en arrastre de forma especialmente fácil, de la chapa deformada al cuerpo básico, en pocos pasos de trabajo. El pequeño espesor de chapa de aluminio contribuye en más, a que el aspecto óptico de la chapa misma no sea afectado por la deformación plástica, de tal modo que ningún o ningún postratamiento laborioso de la chapa sea necesario después de su aplicación en el cuerpo básico. Más bien, es aún posible someter por lo menos el lado inferior de la chapa de aluminio que sirve como superficie de deslizamiento, ya antes de su aplicación en el cuerpo básico, a un tratamiento de superficie (p. ej., pulido, anodizado duro, esmaltado o barnizado), y recién entonces deformar plásticamente la chapa de aluminio y montarla al cuerpo básico. En este caso se ha demostrado, que el lado con la superficie tratada en un modo determinado en conformidad con la invención (véase más abajo), no es afectado por la deformación plástica de la chapa de aluminio, de tal modo que después de la deformación, no es necesario ningún postratamiento o sólo postratamientos insignificantes. Por tal motivo, el proceso de fabricación de la suela de plancha en conformidad con la invención, puede ser racionalizado considerablemente.
Además, la chapa de aluminio delgada usada como placa de suela en conformidad con la invención, permite también la realización de diferentes apariencias de la superficie de deslizamiento, dado que el material aluminio como ya fue indicado, es apropiado para ser tratada su superficie de modos diferentes o bien de llevar los más diferentes recubrimientos resistentes al calor. Así, el lado inferior que sirve como superficie de deslizamiento de la chapa de aluminio, puede estar p. ej., pulido, anodizado duro, esmaltado, estar barnizado o ser provisto de un recubrimiento de plástico resistente al calor. El lado inferior puede también presentar áreas, las cuales son superficies tratadas de modo diferente o bien presentan recubrimientos diferentes. A través de estas medidas es conseguible en cada caso un aspecto diferente de la superficie de deslizamiento. Para esto no es necesario usar diferentes tipos de material o placas de suela de diferente tipo de material y tenerlas en stock. La chapa de aluminio delgada es suficiente y puede por lo tanto ser usada para una gran diversidad de tipos de placas de plancha y dispositivos de plancha.
Por consiguiente, la fabricación de la suela de plancha en conformidad con la invención es sencilla, efectiva y económica, en especial también, porque la placa de suela de chapa de aluminio delgada, puede estar prefabricada con tolerancias de fabricación comparativamente grandes y ser montada en el cuerpo básico.
La tarea que sirve de base a la invención, es resuelta, según un segundo aspecto, por un dispositivo de planchado en conformidad con la invención, con las características de la reivindicación 7. Este dispositivo de planchado, en especial una plancha a vapor eléctrica o una estación de planchado a vapor eléctrica, presenta una suela de plancha según de una de las reivindicaciones 1 a 6. Con el dispositivo de planchado en conformidad con la invención, pueden ser obtenidas en lo esencial las mismas ventajas que fueron aclaradas ya antes, en relación a la suela de plancha en conformidad con la invención.
La tarea que le sirve de base a la invención, es resuelta, según un tercer aspecto, por un procedimiento en conformidad con la invención, con las características de la reivindicación 8. Este procedimiento para la fabricación de una suela de plancha de un dispositivo de planchado, en especial de una plancha a vapor eléctrica o una estación de planchado a vapor eléctrica, comprende los siguientes pasos:
a) Poner a disposición un cuerpo básico de suela de plancha con un borde lateral inferior;
b) Disponer una pieza...
Reivindicaciones:
1. Suela de plancha (2) de un dispositivo de planchado, en especial de una plancha a vapor eléctrica o una estación de planchado a vapor eléctrica, que comprende un cuerpo básico de suela de plancha (4) y una placa de suela (12) de aluminio, la cual está dispuesta en el lado inferior (4a) del cuerpo básico (4) y está unida con éste,
caracterizada porque,
la placa de suela (12) está fabricada de una chapa de aluminio (20) con un espesor (T) de 0,35 mm hasta 0,8 mm, y
el cuerpo básico (4) posee un borde lateral inferior (18), alrededor del cual está plásticamente deformada un área de borde (20c) de la chapa de aluminio (20) y por lo tanto está unida en arrastre de forma con el borde lateral (18).
2. Suela de plancha (2) según de la reivindicación 1,
caracterizada porque,
el espesor (T) de la chapa de aluminio (20) se encuentra en un rango de 0,38 a 0,75 mm, en especial 0,38 mm hasta 0,55 mm, en especial de 0,4 a 0,48 mm, en especial, que el espesor (T) tiene 0,4 mm.
3. Suela de plancha (2) según una o varias de las reivindicaciones antes mencionadas,
caracterizada porque,
la chapa de aluminio (20), por lo menos (en) su lado inferior (20a) el cual actúa como superficie de deslizamiento, es de superficie tratada (24), en especial recubierta.
4. Suela de plancha (2) según una o varias de las reivindicaciones antes mencionadas,
caracterizada porque,
el lado inferior (20a) de la placa de aluminio (20) es anodizado, en especial anodizado duro (24).
5. Suela de plancha (2) según una o varias de las reivindicaciones antes mencionadas,
caracterizada porque,
el recubrimiento del lado inferior (20a) es un recubrimiento que es elegido de un grupo de recubrimientos, que comprende: un recubrimiento cerámico, en especial un recubrimiento de esmalte; un recubrimiento de plástico resistente al calor, en especial un recubrimiento de polialógeno olefinado, en especial un recubrimiento de politetrafluoretileno o un recubrimiento de policlorotrifluoretileno; un barnizado resistente al calor, en especial un barnizado transparente resistente al calor.
6. Suela de plancha (2) según una o varias de las reivindicaciones antes mencionadas,
caracterizada porque,
aquél lado superior (20b) vuelto hacia el cuerpo básico (4) de la chapa de aluminio (20), está unido, por medio de un medio de unión resistente al calor, en especial medio de adhesión, en especial pegamento, en especial silicona (22), por lo menos con el lado inferior (4a) del cuerpo básico (4).
7. Dispositivo de planchado, en especial plancha a vapor eléctrica o estación de planchado a vapor eléctrica, con una suela de plancha (2) según de una de las reivindicaciones 1 hasta 6.
8. Procedimiento para la fabricación de una suela de plancha (2) de un dispositivo de planchado, en especial de una plancha a vapor eléctrica o una estación de planchado a vapor eléctrica, que comprende los siguientes pasos:
a) Poner a disposición un cuerpo básico de suela de plancha (4) con un borde lateral inferior (18);
b) Disponer una pieza bruta de placas de suela (R), la cual está fabricada de chapa de aluminio (20) con un espesor (T) de 0,35 mm hasta 0,8 mm y que posee un predeterminado contorno exterior, adaptado a la forma del cuerpo básico (4), en el lado inferior (4a) del cuerpo básico (4); y
c) Deformar plásticamente un área de borde (20c) de la pieza bruta (R) de la chapa de aluminio (20) alrededor del borde lateral inferior (18) del cuerpo básico (4) y, de ese modo, unir en arrastre de forma la chapa de aluminio (20) con el borde lateral (18).
9. Procedimiento según la reivindicación 8,
caracterizado porque,
la deformación plástica tiene lugar por medio de rodamiento, en especial, que el rodamiento es efectuado mediante cilindros de plástico, en especial con cilindros de plástico con una dureza Shore D de D60 hasta D90, en especial D75 hasta D90, en especial D80 hasta D87, en especial D81 hasta D86.
10. Procedimiento según la reivindicación 9,
caracterizado porque,
el rodamiento tiene lugar con una velocidad, la cual se encuentra en un rango de 0,5 cm/s hasta 20 cm/s, en especial 1 cm/s hasta 10 cm/s, en especial 2 cm/s hasta 5 cm/s.
11. Procedimiento según la reivindicación 8,
caracterizado porque,
de por lo menos aquel lado inferior (20b) de la chapa de aluminio (20), el cual actúa como superficie de deslizamiento (20b), es, antes del paso b), tratada su superficie, en especial anodizada o anodizada dura (24), o es recubierta, en especial es provista de un recubrimiento que es elegido de un grupo de recubrimientos, que comprende: un recubrimiento cerámico, en especial un recubrimiento de esmalte; un recubrimiento de plástico resistente al calor, en especial un recubrimiento de polialógeno olefinado, en especial un recubrimiento de politetrafluoretileno o un recubrimiento de policlorotrifluoretileno; un barnizado resistente al calor, en especial un barnizado transparente resistente al calor.
12. Procedimiento según la reivindicación 8,
caracterizado porque,
antes del paso c) el lado superior (20b) de la chapa de aluminio (20) asignado al cuerpo básico (4), es unido por medio de un medio de unión resistente al calor, en especial medio de adhesión, en especial pegamento, en especial silicona (22), por lo menos con el lado inferior (4a) del cuerpo básico (4).
13. Procedimiento según la reivindicación 8,
caracterizado porque,
durante la deformación plástica según el paso c) por lo menos el lado inferior (20b) que actúa como superficie de deslizamiento de la chapa de aluminio (20), es protegido por medio de un elemento protector despegable, colocado/aplicado en el lado inferior (20b), en especial una lámina protectora de plástico.
Patentes similares o relacionadas:
Una placa de tratamiento de un electrodoméstico para el tratamiento de prendas, del 13 de Marzo de 2019, de KONINKLIJKE PHILIPS N.V: Una placa de tratamiento de un electrodoméstico para el tratamiento de prendas , cuya placa de tratamiento tiene una superficie de contacto que, en uso, se desliza […]
Una placa de planchado recubierta y un método para conformar una placa de planchado recubierta, del 7 de Marzo de 2019, de KONINKLIJKE PHILIPS N.V: Una placa de planchado recubierta que comprende: - una placa de planchado; y - un recubrimiento compuesto aplicado sobre la placa de planchado, en donde […]
Aparato para planchar o desarrugar la ropa que comprende un depósito de aditivo, del 18 de Febrero de 2019, de ROWENTA WERKE GMBH: Aparato para planchar o desarrugar la ropa que comprende un dispositivo para esparcir un aditivo sobre la ropa que comprende un depósito de aditivo […]
Una plancha de vapor para recibir un cartucho de fragancia, del 18 de Enero de 2019, de KONINKLIJKE PHILIPS N.V: Una plancha de vapor que comprende una placa de suela , dicha placa de suela que comprende un canal de vapor para el paso de vapor, una superficie […]
Zapata de planchado, del 12 de Octubre de 2016, de KONINKLIJKE PHILIPS N.V: Una zapata de planchado que comprende un laminado que tiene al menos una abertura de laminado (15, 115, 215, […]
Una plancha de vapor, del 14 de Septiembre de 2016, de KONINKLIJKE PHILIPS N.V: Una plancha de vapor que comprende un cuerpo principal , caracterizada por que comprende además una unidad generadora de vapor y una porción de suela , comprendiendo […]
Electrodoméstico que comprende un agente antimicrobiano, del 4 de Mayo de 2016, de KONINKLIJKE PHILIPS N.V: La unidad generadora de vapor para uso en un electrodoméstico , en el que la superficie de la unidad generadora de vapor está al menos parcialmente […]
Suela y plancha que comprende tal suela, del 11 de Marzo de 2015, de POLNE, S.L: Suela para plancha que tiene un elemento calentador electrico integrado en un sustrato de la suela caracterizada porque el sustrato de la suela esta fabricado de una […]