DISPOSITIVO PARA SELLAR DOS LÁMINAS DE FILM, PARTICULARMENTE PARA UBICAR UNA COMPOSICIÓN ESPUMABLE EN UN CONTENEDOR FLEXIBLE.
Un dispositivo (32) para sellar dos láminas de film plástico entre sí,
que comprende: a. un elemento calefactor eléctricamente conductor (34) que tiene (1) un primer extremo (36) fijado a un primer nodo (38), (2) un segundo extremo (40) fijado a un segundo nodo (42) (3) una primera porción, y (4) una segunda porción, en donde dicha primera porción tiene un grado superior de resistencia eléctrica res- pecto a dicha segunda porción, formándose dicha pri- mera porción de un material diferente o con un diáme- tro diferente que dicha segunda porción; y b. un cilindro de soporte giratorio (18) que tiene una superficie circunferencial externa (60), situándose dicho cilindro en relación de apoyo con dicho elemento calefactor (34) y apto para girar contra dicho elemento calefactor a lo largo de un arco de contacto predeterminado (62) de modo que menos de una circunferencia completa de dicha superficie externa (60) de dicho cilindro (18) esté en contacto con dicho elemento calefactor (34), con lo que, dos láminas (14a,b) de film plástico yuxtapuestas (12) puedan sellarse conjuntamente poniendo las láminas de film yuxtapuestas (14a,b) en contacto con dicho elemento calefactor (34) a lo largo de dicho arco de contacto (62) y haciendo que fluya corriente suficiente a través de dicho elemento calefactor (34) para que dicho elemento calefactor (34) se caliente hasta una temperatura de sellado que cause el sellado conjunto de las laminas de film yuxtapuestas (14a,b)
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/US2002/003063.
Solicitante: SEALED AIR CORPORATION .
Nacionalidad solicitante: Estados Unidos de América.
Dirección: PARK 80 EAST SADDLE BROOK, NEW JERSEY 07663 ESTADOS UNIDOS DE AMERICA.
Inventor/es: SPERRY, CHARLES R., SCOTT,SUZANNE.
Fecha de Publicación: .
Fecha Solicitud PCT: 10 de Enero de 2002.
Fecha Concesión Europea: 1 de Septiembre de 2010.
Clasificación Internacional de Patentes:
- B29C65/18 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 65/00 Ensamblado de elementos preformados; Aparatos a este efecto. › con una herramienta caliente.
- B29C65/22 B29C 65/00 […] › con un alambre caliente.
- B29C65/74D2
- B31D5/00C7F
Clasificación PCT:
- B29C44/18 B29C […] › B29C 44/00 Conformación por presión interna generada en el material, p. ej. por hinchamiento o por espumación. › Llenado cavidades preformadas.
- B29C65/22 B29C 65/00 […] › con un alambre caliente.
- B65B43/12 B […] › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65B MAQUINAS, APARATOS, DISPOSITIVOS O PROCEDIMIENTOS DE EMBALAJE DE OBJETOS O MATERIALES; DESEMBALAJE (dispositivos para la colocación en paquetes y el prensado de puros A24C 1/44; dispositivos para tensar y fijar ataduras adaptadas para ser soportadas por el objeto u objetos a fijar B25B 25/00; colocación de cierres en botellas, tarros o recipientes análogos B67B 1/00 - B67B 6/00; limpieza, llenado y cierre simultáneo de botellas B67C 7/00; vaciado de botellas, jarras, latas, cubas, barriles o contenedores similares B67C 9/00). › B65B 43/00 Formación, alimentación, abertura o montaje de receptáculos o recipientes, en unión con el embalaje (formación de bolsas en las hojas, los elementos de envoltura o en las bandas, presionando el material en las matrices o desplazándolo sobre matrices de plegado B65B 47/00). › Alimentación de sacos flexibles o de cintas de cartón, en forma plana o plegada; Alimentación de sacos planos unidos para formar una serie o una cadena.
- B65B51/10 B65B […] › B65B 51/00 Dispositivos o procesos para soldar o fijar los pliegues o cierres de los paquetes, p. ej. sacos con el cuello cerrado por torsión. › Aplicación o producción de calor o de presión o los dos a la vez (B65B 51/09 tiene prioridad).
- B65B51/16 B65B 51/00 […] › por elementos rotativos.
- B65B51/26 B65B 51/00 […] › Dispositivos especialmente adaptados para hacer costuras transversales o longitudinales en las bandas o en los tubos.
Clasificación antigua:
- B29C65/22 B29C 65/00 […] › con un alambre caliente.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Fragmento de la descripción:
incorporada y, mas particularmente, a un dispositivo de sellado mejorado para obtener cojines de envasado con espuma incorporada.
El envasado con espuma incorporada es una técnica altamente útil para la protección bajo demanda de objetos envasados. En su forma mas básica, el envasado con espuma incorporada comprende inyectar composiciones espumables a partir de un dispensador en un contenedor que retiene un objeto para ser acolchado. Típicamente el objeto está envuelto en plástico para mantenerlo apartado del contacto directo con la espuma emergente (en expansión). Cuando la espuma crece se expande en el espacio restante entre el objeto y el contenedor (por ejemplo una caja de cartón ondulado) formando así un cojín aduanero para el objeto.
Una composición espumable común se forma mezclando un compuesto de isocianato con un material conteniendo hidroxilo, tal como un poliol (o sea un compuesto que contiene múltiples grupos hidroxilo), típicamente en presencia de agua y un catalizador. Los precursores de isocianato y poliol reaccionan para formar poliuretano. Al mismo tiempo el agua reacciona con el compuesto isocianato para producir dióxido de carbono. El dióxido de carbono hace que el poliuretano se expanda según una estructura celular espumada, o sea, una espuma de poliuretano, que sirve para proteger el objeto envasado.
En otros tipos de envasado con espuma incorporada, un aparato automático produce bolsas flexibles a partir de film plástico flexible y dispensa una composición espumable en las bolsas a medida que forman las bolsas. Cuando la composición se expande formando una espuma dentro de la bolsa se sella la bolsa y típicamente cae en un contenedor que retiene el objeto que ha de amortiguarse. La espuma creciente tiende de nuevo a expandirse en el espacio disponible, pero lo hace en el interior de la bolsa. Debido a que las bolsas se forman de plástico flexible, estas forman cojines de espuma aduaneras individuales entorno de los objetos envasados. Tipos de ejemplo de estos aparatos de envasado se han otorgado al titular del presente invento y se ilustran, por ejemplo, en las patentes estadounidenses núms. 4.800.708, 4.854.109, 5.027.583, 5.376.219 y
6.003.288.
En particular la patente estadounidense nº 6.003.288 describe un dispositivo de envasado para formar cojines de envasado de un tipo que incluye una bolsa de plástico llenada con un film sólido, y en donde los cojines se forman inicialmente de una bolsa de plástico llenada con material formable que reacciona y luego se endurece para formar un
film sólido. El dispositivo comprende medios para el
avance de una lámina de material plástico continua que se ha doblado por el centro para formar una lámina doblada con un borde cerrado definido por la doblez central y un borde abierto definido por los bordes adyacentes de la lámina. No se describe que el dispositivo de conformidad con dicha patente estadounidense comprenda un elemento calefactor electrónicamente conductor que tenga un primer extremo fijado de un primer nódulo y un segundo extremo fijado a un segundo nódulo. Las desventajas de dicho dispositivo se exponen a continuación.
La EP 0 534 457 A2 describe un aparato de alta velocidad para formar cojines de espuma para fines de envasado. El aparato sella dos capas de film plástico y comprende un elemento calefactor eléctricamente conductor en donde un hilo de sellado se envuelve entorno de la circunferencia de un cilindro giratorio y en donde el hilo se acopla en una ligera ranura de la circunferencia de dicho cilindro giratorio. No se describe que el dispositivo de conformidad con dicha patente EP comprenda un cilindro de soporte giratorio apto para girar entorno de dicho elemento calefactor a lo largo de un arco de contacto predeterminado de modo que menos de una circunferencia completa de la superficie externa de dicho cilindro esté en contacto con dicho elemento calefactor. Las desventajas de dicho dispositivo se exponen a continuación.
Como se apreciará a partir de las patentes precedentes el método típico de formar un cojín de espuma incorporada a
partir de una bolsa de plástico es sellar térmicamente
láminas de material de film plástico transversalmente y longitudinalmente cuando se alimentan a partir de un suministro de almacenamiento para formar una bolsa generalmente rectangular con la espuma interior. En modalidades alternativas el suministro de almacenamiento de material de film plástico se puede alimentar en forma de plegado central de modo que un lateral de la bolsa sea una doblez, en lugar de un sellado térmico. El aparato de envasado con espuma incorporada que opera de conformidad con estos métodos ha ganado rápida y amplia aceptación en el mercado y ha servido bien sus finalidades.
Sin embargo se persigue continuamente la mejora en el funcionamiento de estos aparatos. Un aspecto en particular en donde se desea la mejora consiste en la forma en que se sellan las láminas de film, especialmente en la dirección longitudinal, o sea la dirección en la que las láminas de film se mueven cuando se conducen a través del aparato de envasado. Los dispositivos convencionales para realizar sellos térmicos longitudinales generalmente incluyen un hilo de sellado u otros medios de calentamiento eléctricos envueltos entorno de y fijados a la circunferencia de un cilindro giratorio de modo que el hilo gira junto con el cilindro. Para efectuar un sellado térmico se calienta todo el hilo, enviando a su través una corriente eléctrica, y el cilindro se lleva en contacto giratorio con las láminas de film que han de sellarse cuando las láminas de film se mueven contra y pasan el cilindro calentado. Si bien este
método ha sido generalmente efectivo, su principal
inconveniente es que son de difícil obtención temperaturas de sellado consistentes.
Los inventores han determinado que la causa de estas temperaturas de sellado inconsistentes se debe a dos factores principales; primero, se calienta la totalidad del hilo y, segundo, el hilo se envuelve entorno de toda la circunferencia del cilindro giratorio. Debido a que una serie de cojines con espuma incorporada se realizan en sucesión durante la operación continua del aparato de envasado, esta configuración resulta en un aumento gradual pero estable de la temperatura del cilindro debido a que el cilindro absorbe calor de forma continua del hilo a un ratio mas rápido que el ratio con el que puede disiparse el calor al aire. Sin control cuidadoso y vigilancia del dispositivo de sellado térmico longitudinal, la temperatura siempre cambiante del cilindro giratorio resulta con frecuencia en sellados inconsistentes entre las capas de film que forman el contendor flexible para la espuma expansora. Como consecuencia puede aplicarse al inicio de una sesión formadora de cojín insuficiente calor necesario para formar los sellados térmicos completos (fuertes), lo cual puede causar que el sello sea forzado a abrirse cuando se expande la espuma dentro del cojín, y/o pueda ser aplicado calor excesivo hacia al final de la sesión, lo que hace que el cilindro funda las capas de film y produzca orificios en el cojín. Cuando el dispositivo de sellado térmico realiza la fusión a través de las capas de film, una tira externa forma
una o ambas capas de film que con frecuencia se separa del
resto del film y envuelve el dispositivo de sellado térmico longitudinal. Esto resulta en la necesidad d detener el aparato formador del cojín y desenredar la tira de film del dispositivo de sellado térmico. Típicamente la tira se enrolla apretadamente entorno del dispositivo y/o parcialmente se funde de modo que la separación de la tira es un proceso difícil y que consume tiempo.
Otro inconveniente del dispositivo de sellado térmico "envolvente" como se ha expuesto antes es que los procedimientos de mantenimiento rutinarios son mas engorrosos y consumidores de tiempo de lo que de otro modo sería deseado. En particular el hilo de sellado es de difícil eliminación y se sustituye cuando se gasta.
Por ultimo, debido a que debe calentarse la totalidad del hilo, las exigencias para el dispositivo de sellado son superiores de lo deseado.
Por consiguiente existe la necesidad de un dispositivo de sellado térmico mejorado que sea apropiado para la formación de sellados térmicos longitudinales para cojines de envasado...
Reivindicaciones:
- 39-1. Un dispositivo (32) para sellar dos láminas de film plástico entre sí, que comprende:
a. un elemento calefactor eléctricamente conductor (34) que tiene
(1) un primer extremo (36) fijado a un primer nodo (38),
(2) un segundo extremo (40) fijado a un segundo nodo (42)
(3) una primera porción, y
(4) una segunda porción, en donde dicha primera porción tiene un grado superior de resistencia eléctrica res-pecto a dicha segunda porción, formándose dicha pri-mera porción de un material diferente o con un diáme-tro diferente que dicha segunda porción; y
b. un cilindro de soporte giratorio (18) que tiene una superficie circunferencial externa (60), situándose dicho cilindro en relación de apoyo con dicho elemento calefactor (34) y apto para girar contra dicho elemento calefactor a lo largo de un arco de contacto predeterminado (62) de modo que menos de una circunferencia completa de dicha superficie externa
(60) de dicho cilindro (18) esté en contacto con dicho elemento calefactor (34), con lo que, dos láminas (14a,b) de film plástico yuxtapuestas (12) puedan sellarse conjuntamente poniendo las láminas de film yuxtapuestas (14a,b) en contacto con dicho elemento calefactor (34) a lo largo de dicho arco de contacto (62) y haciendo que fluya corriente suficiente a través de dicho elemento calefactor (34) para que dicho elemento calefactor (34) se caliente hasta una temperatura de sellado que cause el sellado conjunto de las laminas de film yuxtapuestas (14a,b).
2. El dispositivo de la reivindicación 1, en donde dicha primera porción de dicho elemento calefactor (34) se sitúa a lo largo de dicho arco de contacto (62).
3. El dispositivo de la reivindicación 2, en donde solo dicha primera porción de dicho elemento calefactor (34) se calienta hasta dicha temperatura de sellado.
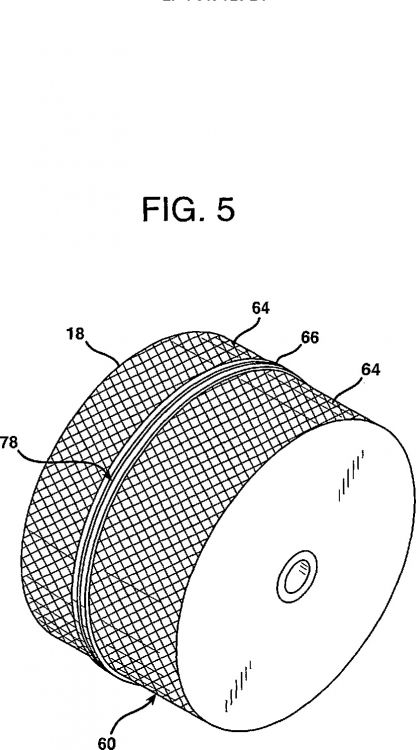
4. El dispositivo de la reivindicación 1, en donde dicho cilindro de soporte (18) comprende
a. un primer componente (64) que tiene un grado relativa-mente alto de conductividad térmica; y
b. un segundo componente (66) que tiene un grado relativa-
mente bajo de conductividad térmica, comprendiendo dicho segundo componente (66) por lo menos una porción de la superficie externa (60) de dicho cilindro de soporte (18) de modo que dicho segundo componente esté en contacto con dicho elemento calefactor (34).
5. El dispositivo de la reivindicación 4, en donde dicho segundo componente (66) incluye una ranura para recibir dicho elemento calefactor (34) cuando dicho cilindro de soporte (18) gira contra dicho elemento calefactor (34).
6. El dispositivo de la reivindicación 1, que incluye además un segundo cilindro giratorio (20) situado en relación de apoyo con dicho cilindro de soporte (18) en
dicho arco de contacto (62) de modo que dicho elemento
calefactor (34) se sitúe entre y en contacto con ambos cilindros en dicho arco de contacto (62).
7. El dispositivo de la reivindicación 6, en donde uno o ambos de dicho cilindro de soporte (18) y dicho segundo cilindro (20) se acoplan a una fuente de energía que
tiene una salida rotacional para hacer que giren dichos cilindros. 8. Un aparato (10) para dispensar fluido encontenedores flexibles y ubicar el fluido dentro de los contenedores, que comprende:
a. un mecanismo que conduce una lámina continua de film (12) a lo largo de una trayectoria de desplazamiento predeter-minada, comprendiendo dicha lámina continua de film (12) dos láminas yuxtapuestas (14a,b) de film plástico que definen un contendor flexible parcialmente formado (16);
b. un dispensador (24) a través del cual puede fluir fluido
(26) en cantidades predeterminadas, estando situado dicho dispensador adyacente a la trayectoria de desplazamiento de la lámina continua de film (12) de modo que dicho dis-pensador puede dispensar el fluido (26) en el contenedor flexible formado parcialmente (16); y
c. el dispositivo (32) para sellar dos láminas de film plás-tico de conformidad con cualquiera de las reivindicacio-nes 1 a 7.
9. El aparato de la reivindicación 8, en donde dicho dispensador (24) es apto para dispensar un fluido seleccionado entre polioles, isocianatos y mezclas de
polioles e isocianatos.
10. Un sistema para dispensar fluido en contenedores flexibles y ubicar el fluido dentro de los contendores, que comprende:
a. una lámina continua de film (12) que comprende dos lámi-nas yuxtapuestas (14a,b) de film plástico que definen un contendor flexible parcialmente formado (16);
b. un mecanismo que transporta dicha lámina continua de film (12) a lo largo de una trayectoria de desplazamiento predeterminada;
c. una fuente de fluido que contiene un fluido;
d. un dispensador (24) a través del cual puede fluir fluido
(26) en cantidades predeterminadas, estando dicho dispen-sador (24) en comunicación de fluido con dicha fuente de fluido y posicionado adyacente a la trayectoria de des-plazamiento de dicha lámina continua de film (12) de modo que dicho dispensador (24) pueda dispensar dicho fluido
(26) en dicho contenedor (16); y
e) el dispositivo (32) para sellar dos láminas de film plás-tico de conformidad con cualquiera de las reivindicacio-nes 1 a 7.
11. El sistema de la reivindicación 10, en donde dicho fluido (26) se elige entre polioles, isocianatos, y mezclas de polioles e isocianatos.
12. El sistema de la reivindicación 10, en donde; dicho fluido (26) comprende uno o mas polioles; dicho dispensador (24) está en comunicación de fluido con una segunda fuente de fluido que contiene uno o mas isocianatos; y
- 43-dicho dispensador (24) mezcla los polioles e isocianatos y dispensa la mezcla en dichos contenedores (16).
Patentes similares o relacionadas:
Barra de sellado y procedimiento para usar la misma, del 22 de Julio de 2020, de Dow Global Technologies LLC: Una barra de sellado que comprende: un miembro de base que tiene una superficie frontal plana y una superficie plana rebajada una distancia (d) […]
Aparato creador de bolsas, del 1 de Julio de 2020, de KHS GMBH: Un aparato creador de bolsas que comprende: - un par de barras de sellado opuestas dispuestas en lados opuestos de un plano de formación; - un par de brazos […]
Un conjunto de soldadura transversal para una máquina de envasado de tipo flow - pack, del 6 de Mayo de 2020, de CAVANNA S.P.A.: Un dispositivo de soldadura transversal para una máquina de envasado de tipo flow - pack, que comprende: - una estructura de soporte estacionaria […]
Procedimiento para el llenado de gas de un compartimento de un recipiente flexible, del 22 de Abril de 2020, de ECOLEAN AB: Procedimiento de manipulación de recipientes de tipo plegable en una máquina de llenado que comprende estaciones dispuestas consecutivamente (S1, S2, […]
Método de fijación de un elemento hueco a un componente que comprende un material compuesto, del 1 de Abril de 2020, de PROFIL VERBINDUNGSTECHNIK GMBH & CO. KG: Procedimiento para fijar un elemento hueco , tal como un remache hueco o un elemento de tuerca para su fijación a un componente que consiste en un material […]
Aparatos y procedimientos de sellado, del 25 de Marzo de 2020, de Bosch Packaging Technology, Inc: Un aparato de sellado para sellar una película de embalaje en movimiento, que comprende: un primer servo y un segundo servo ; una primera barra […]
Procedimiento para la producción de un laminado elástico, del 12 de Febrero de 2020, de PANTEX INTERNATIONAL S.P.A: Procedimiento para la producción de un laminado elástico, que comprende las etapas siguientes en una misma línea de producción: - coextruir una primera […]
Dispositivo para soldadura longitudinal de láminas de plástico, del 15 de Enero de 2020, de LEMO MASCHINENBAU GMBH: Dispositivo para soldadura longitudinal de láminas de plástico termoplásticos, con - un elemento calefactor calefactable, a través de cuya superficie de contacto […]