DISPOSITIVO DE SELECCIÓN DE GRUPOS DE OBJETOS PARA LA ALIMENTACIÓN DE MÁQUINAS DE EMPAQUETAR Y PROCEDIMIENTO DE SELECCIÓN CORRESPONDIENTE.
Dispositivo de selección de grupos de objetos para la alimentación de máquinas de empaquetar,
caracterizado porque comprende una pluralidad de unidades de selección independientes (20i), dispuestas según unas filas situadas una al lado de la otra y paralelas y un transportador de banda separadora (30) asociado con un empujador de compactación (32), en el que cada una de dichas unidades de selección independientes (20i) comprende un transportador (21i), un motor de retroalimentación (22i) y una fotocélula (23i) para el control de la posición de un primer objeto (100) en la dirección de alimentación longitudinal (F), y en el que dicho transportador de banda separadora (30) comprende un motor propio (31) para la alimentación de dichos objetos (100) a una velocidad mayor con relación a las unidades de selección (20i)
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E09178660.
B65B21/06TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B65TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65B MAQUINAS, APARATOS, DISPOSITIVOS O PROCEDIMIENTOS DE EMBALAJE DE OBJETOS O MATERIALES; DESEMBALAJE (dispositivos para la colocación en paquetes y el prensado de puros A24C 1/44; dispositivos para tensar y fijar ataduras adaptadas para ser soportadas por el objeto u objetos a fijar B25B 25/00; colocación de cierres en botellas, tarros o recipientes análogos B67B 1/00 - B67B 6/00; limpieza, llenado y cierre simultáneo de botellas B67C 7/00; vaciado de botellas, jarras, latas, cubas, barriles o contenedores similares B67C 9/00). › B65B 21/00 Embalaje o desembalado de botellas (atado de paquetes de botellas B65B 27/04). › Formación de grupos de botellas.
B65B35/44B65B […] › B65B 35/00 Suministro, alimentación, disposición u orientación de artículos a ser empaquetados. › por correas o cadenas sin fin.
B65B59/00B65B […] › Dispositivos para permitir a las máquinas manipular objetos de diferentes dimensiones, producir paquetes de diferentes tamaños, variar el contenido de los paquetes o dar acceso para la limpieza o el mantenimiento.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
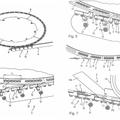
Dispositivo de selección de grupos de objetos para la alimentación de máquinas de empaquetar y procedimiento de selección correspondiente. La presente invención se refiere a un dispositivo de selección de grupos de objetos para la alimentación de máquinas de empaquetar y a un procedimiento de selección correspondiente. Es conocido que las máquinas de empaquetar son alimentadas aguas arriba mediante un dispositivo, el cual funciona para seleccionar el número de objetos, que generalmente provienen de un transportador de recogida, por ejemplo botellas, latas, cajas, grupos o paquetes, los cuales formarán a continuación el paquete final, por ejemplo una caja o un haz. Los dispositivos de selección conocidos son básicamente de dos tipos:intermitentes o continuos. Un ejemplo de un dispositivo de selección de grupos de objetos que representa el estado de la técnica más próximo a la presente invención es conocido a partir de la patente US nº 5.667.055. Los dispositivos de selección intermitentes bloquean, por ejemplo, por medio de un dispositivo de presión, el flujo de objetos que provienen de un transportador de recogida, dispuesto a lo largo de un número variable de filas, durante el período de tiempo requerido para insertar una barra transversal, la cual a continuación separa grupos de objetos unos de los otros en una banda separadora para la alimentación de un paquete. Estos sistemas tienen límites de velocidad porque los objetos avanzan con un movimiento intermitente, lo cual por encima de todo causa problemas de aseguramiento de la estabilidad, en particular, con respecto a productos altos y delgados tales como botellas. Los dispositivos de selección continuos en cambio comprenden barras transversales accionadas por motor sincronizadas con la alimentación del objeto, montadas en las cuales hay "dedos" los cuales se insertan entre los objetos que se van a seleccionar para reunirlos en montones que componen los grupos para ser alimentados a la máquina de empaquetar. Los grupos reunidos ese modo se separan unos de los otros en una banda separadora mediante la inserción de barras transversales para la alimentación de una máquina de empaquetar. Esta configuración permite funcionamientos a alta velocidad porque la alimentación de los objetos ocurre de forma continua. Sin embargo, aparece un inconveniente porque los "dedos" deben ser insertados entre los objetos, generalmente en la base de los mismos. Por lo tanto, los objetos deben tener una forma capaz de permitir la inserción de los "dedos". Otro inconveniente viene dado por el hecho de que las barras a veces deben ser sustituidas al cambiar el formato, esto es según las dimensiones de los objetos y el número de filas. El principio de funcionamiento de los dispositivos de selección continuos e intermitentes conocidos anteriormente descritos se basa en el hecho de que las barras transversales o las barras con los "dedos" son insertadas respectivamente entre los objetos reteniendo la presión de los transportadores aguas arriba. Las barras dosifican, a una velocidad controlada, la alimentación de los objetos en fase con los otros dispositivos de la máquina de empaquetar. Un inconveniente del funcionamiento de los dispositivos de este tipo realmente reside en el hecho de que se basa enteramente en el principio de controlar el empuje sobre los objetos que se van a empaquetar. El empuje, esto es la presión, es generada por la fricción de los objetos en los transportadores y por lo tanto, está influida por el peso de los propios objetos, por la forma de los mismos y por las condiciones físicas de los transportadores, los cuales pueden estar sucios, limpios, lubricados, secos. Adicionalmente, la tendencia actual del mercado es la de fabricar recipientes que tengan formas más o menos irregulares y provistos de un espacio menor para la introducción de los "dedos" entre ellos. En particular, con respecto a los recipientes de material plástico, la tendencia es la de reducir el peso y por lo tanto el coste, pero obteniendo botellas extremadamente flácidas y deformables las cuales soportan mal presiones estando sometidas a deformaciones permanentes, lo cual causa una reducción adicional del espacio para la introducción de los "dedos". Un objetivo de la presente invención es proveer un dispositivo de selección de grupos de objetos para la alimentación de máquinas de empaquetar y un procedimiento de selección correspondiente, el cual no requiere que sea controlada la generación de presión. Otro objetivo de la presente invención es aquel de obtener un dispositivo de selección de grupos de objetos para la alimentación de máquinas de empaquetar y un procedimiento de selección correspondiente el cual no utiliza dispositivos mecánicos que interfieran con los objetos que limiten la flexibilidad de la máquina, en particular en el 2 ES 2 365 660 T3 cambio de formato de los objetos que se van a seleccionar. Otro objetivo de la presente invención es obtener un dispositivo de selección de grupos de objetos para la alimentación de máquinas de empaquetar y un procedimiento correspondiente particularmente simple y funcional, a costes bajos. Estos objetivos según la presente invención se alcanzan proporcionando un dispositivo de selección de grupos de objetos para la alimentación de máquinas de empaquetar y un procedimiento de selección correspondiente como se perfila en las reivindicaciones independientes. Características adicionales se perfilan en las reivindicaciones subordinadas. Características y ventajas de un dispositivo de selección de grupos de objetos para la alimentación de máquinas de empaquetar y un procedimiento de selección correspondiente según la presente invención se pondrán de manifiesto a partir de la siguiente descripción ejemplificativa y no limitativa, referida a los dibujos esquemáticos adjuntos, en los cuales: la figura 1 es una vista de lado de un dispositivo de selección de grupos de objetos para la alimentación de máquinas de empaquetar, objeto de la presente invención, dispuesto aguas abajo de un transportador de recogida, representado según un primer modo de funcionamiento; la figura 2 es una vista en planta de la figura 1, en la que se han extraído parcialmente algunos objetos y componentes para simplificar la representación; la figura 3 muestra el dispositivo de selección de grupos de objetos para la alimentación de máquinas de empaquetar, objeto de la presente invención, representado en un segundo modo de funcionamiento; la figura 4 es una vista en planta de la figura 3, en la que se han extraído parcialmente algunos objetos y componentes para mayor claridad. Haciendo referencia a las figuras, se representa un dispositivo de selección de grupos de objetos para la alimentación de máquinas de empaquetar indicado globalmente con el número de referencia 10, adecuado para ser dispuesto entre un transportador de recogida 11, esquemáticamente representado en las figuras 1 y 2 y una máquina de empaquetar, no representada. El transportador de recogida 11 se mantiene siempre lleno de objetos a través de un foto control de recogida mínimo 11, de tipo conocido, el cual detiene la máquina cuando el foto control está libre de objetos. Los objetos 100, los cuales deben ser seleccionados en grupos 100, también referidos como paquetes, a fin de ser empaquetados, por ejemplo incluyen botellas, latas, cajas, grupos, paquetes o bien otros productos, los cuales a continuación formarán, asociados en grupos 100 un paquete final el cual por ejemplo puede ser una caja o un haz. El dispositivo de selección de grupos de objetos para la alimentación de máquinas de empaquetar 10, según la invención, comprende una pluralidad de unidades de selección independientes 20i, siendo i de 1 a n, en el ejemplo representado por 1 a 8, dispuesto según filas una al lado de la otra y paralelas entre sí. Cada una de las unidades de selección 20i comprende un transportador independiente 21i, por ejemplo un transportador de banda, cadena o tapiz, un motor de retroalimentación independiente 22i y una fotocélula independiente 23i para controlar la posición del primer objeto 100 de las unidades de selección 20i en la dirección de alimentación longitudinal F del dispositivo de selección 10 (figura 1), dispuesto en el extremo inferior de cada unidad de selección 20i. Cada transportador 21i de la correspondiente unidad de selección 20i está montado en un carro independiente 24i para el ajuste según las dimensiones de los objetos 100, lo cual ocurre en la dirección transversal con respecto a la dirección de alimentación F. Un ajuste de este tipo se puede obtener por medio de dispositivos manuales, esquematizados en las figuras por medio de volantes, o por medio de accionamientos independientes de retroalimentación en posición para lograr un ajuste automático. El dispositivo de selección de grupos... [Seguir leyendo]
Reivindicaciones:
1. Dispositivo de selección de grupos de objetos para la alimentación de máquinas de empaquetar, caracterizado porque comprende una pluralidad de unidades de selección independientes (20i), dispuestas según unas filas situadas una al lado de la otra y paralelas y un transportador de banda separadora (30) asociado con un empujador de compactación (32), en el que cada una de dichas unidades de selección independientes (20i) comprende un transportador (21i), un motor de retroalimentación (22i) y una fotocélula (23i) para el control de la posición de un primer objeto (100) en la dirección de alimentación longitudinal (F), y en el que dicho transportador de banda separadora (30) comprende un motor propio (31) para la alimentación de dichos objetos (100) a una velocidad mayor con relación a las unidades de selección (20i). 2. Dispositivo según la reivindicación 1, caracterizado porque dicho empujador de compactación (32) comprende una pluralidad de barras transversales (33) montadas en una cadena (34) movida por su propio motor (35), en el que dichas barras transversales (33) están controladas en posición por un codificador (36). 3. Dispositivo según la reivindicación 2, caracterizado porque cada uno de dichos transportadores (21i) de dichas unidades de selección (20i) está montado en un carro independiente (24i) para el ajuste transversal con respecto al eje de la máquina dependiendo de las dimensiones de los objetos (100). 4. Dispositivo según la reivindicación 3, caracterizado porque comprende una unidad de control de la máquina para el control de la velocidad nominal de los transportadores (21i) de dichas unidades de selección (20i) dependiendo del número de objetos (100) que componen el grupo (100) que se va a empaquetar, de las dimensiones teóricas de dichos objetos (100) y del número de grupos (100) que se van a empaquetar por minuto. 5. Dispositivo según la reivindicación 1, caracterizado porque dichas fotocélulas (23i) están colocadas en un extremo delantero de dichas unidades de selección (20i). 6. Procedimiento de selección de grupos de objetos para la alimentación de máquinas de empaquetar, caracterizado porque comprende las fases siguientes: - alimentar continuamente unos objetos (100) que se van a agrupar, según filas paralelas e independientemente, con una velocidad nominal y una posición controlada en una dirección de alimentación (F); - corregir continuamente y en tiempo real las posibles desviaciones en la temporización en la dirección del alimentación (F) de dichos objetos (100) en relación con un punto teórico esperado; - separar dichos objetos (100) en una cantidad previamente definida (G, Gmáx, Gmín) durante la alimentación en la dirección (F); - compactar un grupo (100) de objetos separados (100) compuesto por un número previamente definido de objetos (100) que se van empaquetar. 7. Procedimiento según la reivindicación 6, caracterizado porque dicha fase de separación de dichos objetos (100) en una cantidad previamente definida (G, Gmáx, Gmín) durante la alimentación en la dirección (F) se consigue moviendo un transportador de banda separadora (30), colocado aguas abajo, a una velocidad mayor con relación a la velocidad nominal de los transportadores (21i) dispuestos en paralelo y aguas arriba de dicho transportador de banda separadora (30). 8. Procedimiento según la reivindicación 7, caracterizado porque dicha fase de alimentar continuamente objetos (100) que se van a agrupar se produce a una velocidad nominal constante, estando separados dichos objetos (100) por una cantidad constante previamente definida (G). 9. Procedimiento según la reivindicación 7, caracterizado porque dicha fase de alimentar continuamente objetos (100) que se van a agrupar se produce a una velocidad nominal variable, estando separados dichos objetos (100) por una cantidad variable previamente definida (Gmáx, Gmín), en la que dicha distancia es mínima (Gmín) entre objetos (100) que pertenecen al mismo grupo (100) y máxima (Gmáx) entre grupos (100) de objetos subsiguientes (100), obteniéndose dicha distancia máxima (Gmáx) reduciendo la velocidad de dichos transportadores aguas arriba (21i). 10. Procedimiento según la reivindicación 6, caracterizado porque dicha fase de compactar los objetos (100) en grupos (100) comprende las fases siguientes: - identificar una posición previamente definida entre dos objetos subsiguientes (100) de cada fila, en el que dicha posición previamente definida es entre grupos (100) de objetos subsiguientes (100) y - empujar en la dirección de alimentación (F) los objetos (100) que pertenecen a un grupo (100) que se va a empaquetar, a una velocidad mayor con relación a la alimentación, hasta su compactación. 6 ES 2 365 660 T3 11. Procedimiento según la reivindicación 10, caracterizado porque está controlado por una unidad de control programable para un cambio de formato automático de los objetos (100) y los grupos (100), en el que la velocidad nominal de alimentación, la corrección, la separación y la compactación se pueden determinar previamente y variar con el número de objetos (100) que componen el grupo (100) que se va a empaquetar, las dimensiones teóricas de los objetos (100) y el número de grupos (100) que se van a empaquetar por minuto. 7 ES 2 365 660 T3 8 ES 2 365 660 T3 9 ES 2 365 660 T3 ES 2 365 660 T3 11
Patentes similares o relacionadas:
Procedimiento y dispositivo para envasar productos de piezas pequeñas apilados, del 29 de Julio de 2020, de THEEGARTEN-PACTEC GMBH & CO. KG: Procedimiento para el envasado de productos (P) de piezas pequeñas, en particular productos de confitería, que se forman dando lugar a grupos de productos (G) […]
Procedimiento para colocar un clip de botella y dispositivo de empaquetado, del 6 de Mayo de 2020, de KRONES AKTIENGESELLSCHAFT: Procedimiento para combinar y empaquetar un grupo de artículos (4-n, 18-n) de al menos dos artículos , en donde un clip de botella está dispuesto en al menos […]
Procedimiento y dispositivo para evitar envases vacíos, del 29 de Abril de 2020, de GEA Food Solutions Germany GmbH (100.0%): Procedimiento para evitar envases vacíos , en el que n ≥ 2 productos alimenticios se cortan al menos parcialmente al mismo tiempo, con un dispositivo de corte en lonchas […]
Método y máquina de envasado en una película extensible de productos alimentados en grupos, del 8 de Abril de 2020, de COLINES S.P.A.: Un método de envasado en una película extensible de grupos de productos que avanzan en pares de productos, que comprende las siguientes etapas:
[…]
MÁQUINA PARA EL POSICIONAMIENTO AUTOMÁTICO DE OBJETOS, del 19 de Marzo de 2020, de POSIMAT, SA: 1. Máquina para el posicionamiento automático de objetos, que comprende:
- al menos un transportador de entrada configurado para transportar una pluralidad […]
Dispositivo de envasado de blíster y procedimiento de envasado de blíster, del 11 de Diciembre de 2019, de JVM Co., Ltd: Dispositivo de envasado de blíster que comprende:
un bastidor ;
una tolva principal unida al bastidor y configurada para recibir comprimidos;
un módulo […]
Aparato de embalaje de medicamentos, del 2 de Octubre de 2019, de JVM Co., Ltd: Un aparato de embalaje de medicamentos , que comprende:
una tolva de rotación provista de una pluralidad de espacios de partición (C1-CN), […]
MÁQUINA ENCAJADORA DE ENVASES VERTICALMENTE INESTABLES Y PROCEDIMIENTO DE ENCAJADO DE ENVASES VERTICALMENTE INESTABLES, del 8 de Agosto de 2019, de TAVIL IND S.A.U: La presente invención se refiere a una máquina encajadora de envases verticalmente inestables que comprende unos medios de transporte de los […]
Utilizamos cookies para mejorar nuestros servicios y mostrarle publicidad relevante. Si continua navegando, consideramos que acepta su uso. Puede obtener más información aquí. .
 Procedimiento y dispositivo para envasar productos de piezas pequeñas apilados, del 29 de Julio de 2020, de THEEGARTEN-PACTEC GMBH & CO. KG: Procedimiento para el envasado de productos (P) de piezas pequeñas, en particular productos de confitería, que se forman dando lugar a grupos de productos (G) […]
Procedimiento y dispositivo para envasar productos de piezas pequeñas apilados, del 29 de Julio de 2020, de THEEGARTEN-PACTEC GMBH & CO. KG: Procedimiento para el envasado de productos (P) de piezas pequeñas, en particular productos de confitería, que se forman dando lugar a grupos de productos (G) […]