Grupo automático de soldadura de una película para empaquetadoras por contracción y procedimiento correspondiente.
Grupo automático de soldadura de una película para empaquetadoras por contracción que comprende dos soportes de desenrollado (12),
cada uno para una bobina de película (11), una abrazadera de bloqueo (20) de un extremo inicial (111B) de la película de una nueva bobina (11B) y un dispositivo de soldadura yuxtapuesta (30) de una parte de película de una bobina (11A) que se está acabando con una parte de película de la nueva bobina (11B), que comprende dos barras de soldadura móviles (51A y 51B), caracterizado porque dicho dispositivo de soldadura (30) comprende una contrabarra de soldadura fija (35) y, por encima de ella, dos asientos opuestos (37) para la colocación alternativa de dicha abrazadera de bloqueo (20), constituyendo dicha abrazadera de bloqueo (20) un elemento móvil separado y libre con respecto a dicho dispositivo de soldadura (30), comprendiendo asimismo dicho dispositivo de soldadura (30) unos medios tensores (44) para la película soldada y un freno (43) de la película (11) .
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E10157156.
Solicitante: OCME S.R.L..
Nacionalidad solicitante: Italia.
Dirección: VIA DEL POPOLO 20/A 43122 PARMA (PR) ITALIA.
Inventor/es: GATTESCHI, EMANUELE.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B23K28/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23K SOLDADURA SIN FUSION O DESOLDEO; SOLDADURA; REVESTIMIENTO O CHAPADO POR SOLDADURA O SOLDADURA SIN FUSION; CORTE POR CALENTAMIENTO LOCALIZADO, p. ej. CORTE CON SOPLETE; TRABAJO POR RAYOS LASER (fabricación de productos revestidos de metal por extrusión de metales B21C 23/22; realización de guarniciones o recubrimientos por moldeo B22D 19/08; moldeo por inmersión B22D 23/04; fabricación de capas compuestas por sinterización de polvos metálicos B22F 7/00; disposiciones sobre las máquinas para copiar o controlar B23Q; recubrimiento de metales o recubrimiento de materiales con metales, no previsto en otro lugar C23C; quemadores F23D). › Soldadura o corte no cubierto por los grupos B23K 5/00 - B23K 26/00 (juntando las piezas por electrólisis C25D 2/00; eliminación electrolítica de materiales C25F).
PDF original: ES-2377110_T3.pdf
Fragmento de la descripción:
Grupo automático de soldadura de una película para empaquetadoras por contracción y procedimiento correspondiente.
La presente invención se refiere a un grupo automático de soldadura para empaquetadoras por contracción y a un procedimiento correspondiente.
Las soldadoras automáticas son conocidas por ser utilizadas para la soldadura de películas de dos bobinas, la que 10 se ha acabado y la nueva, de una manera opuesta, es decir acoplando los lados delantero y trasero de las dos películas, respectivamente.
Son conocidos también sistemas automáticos de soldadura complicados para ser utilizados para soldar la película de trabajo de la bobina vacía con la nueva de manera yuxtapuesta, esto es, en oposición o la parte delantera hacia 15 la parte delantera.
Este último enfoque tiene la ventaja de que reduce drásticamente la longitud de los extremos en exceso alrededor de la soldadura y que permite una extracción fácil de la parte de la nueva película la cual no ha sido utilizada, soldándola a la bobina terminada. Además, permite que bobinas de película impresas en un lado sean conectadas entre sí.
Los sistemas de soldadura yuxtapuestos conocidos están caracterizados porque utilizan reguladores de posición móviles, por ejemplo que se pueden trasladar o girar, los cuales por supuesto giran las dos películas con los lados correctos enfrentados entre sí, de modo que los disponen para la soldadura.
Por ejemplo, según algunos sistemas, el extremo inicial de la nueva película se mantiene vinculado a una abrazadera fija y el regulador de posición de traslación lleva una superficie de la película cerca del área de soldadura y en particular enfrentada a una barra de soldadura. El dispositivo del regulador de posición de traslación también actúa como una contrabarra de soldadura.
Según otros sistemas, por otra parte, el extremo libre de la nueva película se sostiene directamente mediante un regulador de posición que gira, el cual está articulado establemente cerca del área de soldadura, enfrentado a la barra de soldadura. También en este caso el dispositivo del regulador de posición que gira actúa también como una contrabarra de soldadura.
La presencia de reguladores de posición móviles causa que existan complicaciones constructivas sustanciales en la realización del dispositivo de soldadura. Además, si el montaje manual del extremo inicial de la nueva película se lleva a cabo directamente en el área de soldadura, existe una complicación y asimismo una reducción de la velocidad del proceso de soldadura.
El objetivo de la presente invención es realizar un grupo automático de soldadura de una película para empaquetadoras por contracción y un procedimiento correspondiente en el cual durante las operaciones de soldadura el número de componentes móviles es mínimo.
45 Otro objetivo de la presente invención es realizar un grupo automático de soldadura de una película para empaquetadoras por contracción y un procedimiento correspondiente, el cual simplifica la aplicación de la nueva bobina al grupo.
Otro objetivo de la presente invención es realizar un grupo automático de soldadura de una película para 50 empaquetadoras por contracción y un procedimiento correspondiente, el cual es particularmente simple y funcional, con costes bajos.
Estos objetivos según la presente invención se alcanzan mediante la realización de un grupo automático de soldadura de una película para empaquetadoras por contracción como se esboza en la reivindicación 1.
55 Características adicionales del grupo automático de soldadura de una película para empaquetadoras por contracción y un procedimiento correspondiente se prevén en las reivindicaciones dependientes.
Las características y las ventajas de un grupo automático de soldadura de una película para empaquetadoras por 60 contracción y un procedimiento correspondiente según la presente invención se pondrán de manifiesto a partir de la siguiente descripción, proporcionada a título de ejemplo y no a título limitativo, haciendo referencia a los dibujos esquemáticos adjuntos, en los cuales:
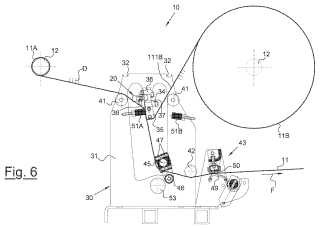
la figura 1 muestra esquemáticamente una sección parcial del grupo automático de soldadura de una película para 65 empaquetadoras por contracción, mientras está siendo alimentado con una película por una primera bobina;
la figura 2 es una vista lateral esquemática parcialmente en sección del grupo de la figura 1;
la figura 3 es una vista a mayor escala e interrumpida de la abrazadera de bloqueo del grupo de soldadura según la invención;
las figuras 4 a 9 muestran esquemáticamente las etapas del procedimiento de la soldadura automática de una película para empaquetadoras por contracción según la invención.
Con referencia a las figuras 1 y 2, un grupo automático de soldadura de una película para empaquetadoras por contracción se representa completamente con el número de referencia 10, que comprende dos soportes de desenrollado 12 cada uno para una bobina de película 11, un dispositivo de soldadura 30 para la soldadura yuxtapuesta de una parte de película de una bobina 11A que se está acabando con una parte de película de una nueva bobina 11B, y una abrazadera de bloqueo 20 de un extremo inicial 111B de la película de la nueva bobina.
Los soportes de desenrollado 12, únicamente representados esquemáticamente, por ejemplo están compuestos por un tipo conocido de pasador de sujeción de la bobina de expansión neumática.
La abrazadera de bloqueo 20, representada a mayor escala en la figura 3, constituye un elemento móvil separado y libre con respecto al dispositivo de soldadura 30. La abrazadera 20 comprende una barra transversal 21 y una contrabarra complementaria 22, unida a la barra transversal 21, en sus extremos, a través de palancas 23, las cuales forman un paralelogramo articulado para sujetar el extremo inicial 111B de la película de la nueva bobina 11B.
La barra transversal 21 y la contrabarra complementaria 22 pueden estar articuladas una con respecto a la otra para sujetar el extremo inicial 111B fijando de ese modo la barra transversal 21 y la contrabarra complementaria 22 únicamente a un extremo incluso de otro modo, por ejemplo a través de una conexión de punto de articulación.
En el otro extremo, la abrazadera 20 comprende también un mango 24 y en el otro extremo tiene un asiento 25, en el ejemplo provisto de una configuración en forma de "V", para la colocación axial en el dispositivo de soldadura 30.
En lados opuestos y próximos al extremo que soporta el mango 24, la abrazadera también comprende dos asientos de centraje 26, uno a cada lado, para la colocación en el dispositivo de soldadura 30, dichos asientos en el ejemplo estando compuestos de taladros cónicos realizados en la barra transversal 21 en lados opuestos.
El dispositivo de soldadura 30, colocado en un área comprendida entre los dos soportes de desenrollado de las bobinas 12 y transversalmente con respecto a la dirección de alimentación de la película hacia una empaquetadora por contracción, dicha dirección estando indicada en la figura 1 con la flecha F, comprende dos paredes laterales 31 y 31' colocadas a una distancia la cual es mayor que el ancho máximo de la película.
Cada pared lateral 31, 31' comprende por lo menos un asiento temporal 32 para la abrazadera de bloqueo 20, apto para alojarla durante las operaciones de inserción del extremo inicial 111B de la película de la nueva bobina 11B, en el borde superior.
Según una forma de realización preferida del grupo de soldadura 10 según la invención están previstos dos asientos temporales 32, cada uno enfrentado hacia el soporte de desenrollado relativo 12 de las bobinas 11A y 11B.
Por lo menos una de las paredes laterales, en particular la pared lateral 31 enfrentada hacia el lado del operario, comprende una abertura 33 que permite que el operario inserte la abrazadera 20, ya vinculada al extremo inicial 111B de la nueva bobina 11B, en el interior del dispositivo de soldadura 30 y para supervisar las etapas de soldadura.
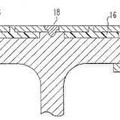
La pared lateral abierta 31 comprende, en la parte superior de la abertura 33, una extensión 34 de la pared lateral para el montaje de una contrabarra de soldadura fija 35, la cual se extiende entre las paredes laterales 31, 31'.
La pared lateral opuesta... [Seguir leyendo]
Reivindicaciones:
1. Grupo automático de soldadura de una película para empaquetadoras por contracción que comprende dos soportes de desenrollado (12) , cada uno para una bobina de película (11) , una abrazadera de bloqueo (20) de un extremo inicial (111B) de la película de una nueva bobina (11B) y un dispositivo de soldadura yuxtapuesta (30) de una parte de película de una bobina (11A) que se está acabando con una parte de película de la nueva bobina (11B) , que comprende dos barras de soldadura móviles (51A y 51B) , caracterizado porque dicho dispositivo de soldadura (30) comprende una contrabarra de soldadura fija (35) y, por encima de ella, dos asientos opuestos (37) para la colocación alternativa de dicha abrazadera de bloqueo (20) , constituyendo dicha abrazadera de bloqueo (20) un elemento móvil separado y libre con respecto a dicho dispositivo de soldadura (30) , comprendiendo asimismo dicho dispositivo de soldadura (30) unos medios tensores (44) para la película soldada y un freno (43) de la película (11) .
2. Grupo de soldadura según la reivindicación 1, caracterizado porque dicha abrazadera de bloqueo (20) comprende una barra transversal (21) y una contrabarra complementaria (22) articulada una con respecto a la otra para sujetar dicho extremo inicial (111B) fijando dicha barra transversal (21) y dicha contrabarra complementaria (22) en un extremo.
3. Grupo de soldadura según la reivindicación 2, caracterizado porque dicha abrazadera de bloqueo (20) comprende, en un extremo, un mango (24) y, en el otro extremo, un asiento (25) para la colocación axial en dicho dispositivo de soldadura (30) así como, cerca de dicho mango (24) en cada uno de los dos lados opuestos de dicha barra transversal (21) , un asiento de centraje (26) para la colocación alternativa en uno de dichos asientos opuestos
(37) del dispositivo de soldadura (30) .
4. Grupo de soldadura según la reivindicación 1 caracterizado porque dicho dispositivo de soldadura comprende dos paredes laterales (31, 31') por lo menos una de las cuales está provista de una abertura (33) para la colocación de dicha abrazadera de bloqueo (20) en dichos asientos opuestos (37) , comprendiendo dichas paredes laterales (31, 31') alojar, en un borde superior, por lo menos un asiento temporal (32) , apto para alojar dicha abrazadera de bloqueo (20) antes de la colocación en uno de dichos asientos opuestos (37) .
5. Grupo de soldadura según la reivindicación 4 caracterizado porque dichas paredes laterales (31, 31') son iguales entre sí.
6. Grupo de soldadura según la reivindicación 1, caracterizado porque dichos dos asientos opuestos (37) comprenden dos soportes de centraje (36) , superior e inferior, que actúan juntos.
7. Grupo de soldadura según la reivindicación 6, caracterizado porque cada uno de dichos soportes de centraje (36) está equipado en cada extremo con un prensador (39) , estando dichos prensadores superior e inferior (39) de cada asiento (37) fuera de alineación.
8. Grupo de soldadura según la reivindicación 6, caracterizado porque comprende, por encima de dicha contrabarra de soldadura (35) , unos medios de tope axial (40) correspondientes al extremo de la abrazadera de bloqueo (20) .
9. Grupo de soldadura según la reivindicación 1, caracterizado porque dichos medios tensores (44) comprenden un rodillo loco (45) con un eje fijo y una barra loca (46) , siendo dicho eje fijo del rodillo (45) y dicha barra (46) paralelos entre sí y estando unidos juntos en los extremos a través de unas bridas de conexión (47) para identificar un canal entre ellos para el paso de la película (11) , estando conectada dicha barra loca (46) a un actuador lineal (48) .
10. Procedimiento para soldar automáticamente una película para empaquetadoras por contracción para su utilización en un grupo de soldadura según cualquiera de las reivindicaciones anteriores, caracterizado porque comprende las etapas siguientes:
- bloquear un extremo inicial (111B) de una nueva bobina (11B) en una abrazadera de bloqueo (20) móvil libre;
- disponer dicha nueva bobina (11B) con la parte posterior (D) orientada sobre el lado opuesto de la parte posterior
(D) de una bobina (11A) que se está acabando;
- girar el extremo inicial (111B) de la película sobre la contrabarra de soldadura (35) y colocar dicha abrazadera (20) en un asiento (37) cerca de la contrabarra de soldadura (35) , estando dicho asiento (37) enfrentado hacia la bobina (11A) que se está acabando;
- frenar la película de trabajo (11) y soldar la película de trabajo (11) a la nueva bobina (11B) de manera yuxtapuesta entre sí, así como soldar el extremo inicial (111B) sujeto de la nueva bobina (11B) con el extremo final (111A) de la bobina (11A) vacía;
- verificar la tensión de la película soldada con la máquina detenida;
- liberar el freno (43) , extrayendo la abrazadera (20) y la bobina (11A) vacía de dicho grupo de soldadura (10) .
Patentes similares o relacionadas:
Dispositivo de aire caliente para la termosoldadura de membranas bituminosas, del 14 de Febrero de 2018, de Gestion Soprema Canada Inc: Un dispositivo de aire caliente para termosoldar una membrana termosoldable, que comprende: - una entrada de aire para recibir el aire; […]
ANTORCHA HIDRONEUMÁTICA, del 4 de Abril de 2016, de ENXENIA, S.L: 1. Antorcha hidroneumática que comprende: - un cabezal dotado de una pluralidad de boquillas de salida destinadas a proyectar un fluido abrasivo, - […]
 Método de combinación de ensamblado adhesivo y por soldadura para la unión de componentes metálicos, del 18 de Julio de 2012, de ALCOA INC.: Un conjunto de componentes metálicos unidos que comprende: un primer componente que tiene unasuperficie expuesta y una primera superficie de […]
Método de combinación de ensamblado adhesivo y por soldadura para la unión de componentes metálicos, del 18 de Julio de 2012, de ALCOA INC.: Un conjunto de componentes metálicos unidos que comprende: un primer componente que tiene unasuperficie expuesta y una primera superficie de […]
CONJUNTO QUE COMPRENDE DOS PIEZAS METALICAS PROTEGIDAS FRENTE A LA FORMACION DE UNA PAR GALVANICO., del 1 de Abril de 2007, de AIRBUS FRANCE: Conjunto que comprende una primera y una segunda piezas metálicas, ensambladas entre sí y realizadas con materiales diferentes, disponiendo la […]
SOLDADURAS DE RECARGUE POR ALAMBRA CALIENTE DE PLASMA, del 16 de Junio de 1993, de VALCO EDELSTAHL UND SCHWEISSTECHNIK GMBH: EL INVENTO CONSISTE EN UN PROCEDIMIENTO DE SOLDADURA DE RECARGUE COMO SOLDADURAS DE RECARGUE PARA ALAMBRE CALIENTE DE PLASMA, EN QUE LA FUNDICION DE LA SUSTANCIA […]
PROCEDIMIENTO DE UNION DE ALEACIONES BASE COBRE, CON EFECTO DE MEMORIA DE FORMA, MEDIANTE SOLDADURA POR DIFUSION, EN FASE LIQUIDA., del 1 de Noviembre de 1991, de UNIVERSIDAD COMPLUTENSE DE MADRID: EL PROCEDIMIENTO DE UNION DE ALEACIONES DE BASE COBRE CON EFECTO DE MEMORIA DE FORMA MEDIANTE SOLDADURA POR DIFUSION EN FASE LIQUIDA, CONSISTE EN UNA TECNICA MEDIANTE LA QUE […]
INSTALACION DE MANDO DE OPERACION DE UN SOPLETE DE SOLDADURA O CORTE DE GAS DE ARCO., del 16 de Mayo de 1986, de L'AIR LIQUIDE,SOCIETE ANONYME POUR L'ETUDE ET L'EX,PLOITATION: INSTALACION DE MANDO DE UN SOPLETE DE SOLDADURA DE CORTE. CONSTA DE: UN CIRCUITO AUXILIAR DE MANDO QUE LLEVA UN TRANSFORMADOR DE BAJA TENSION DE SEGURIDAD […]