PROCEDIMIENTO PARA REPARAR SITIOS DEFECTUOSOS EN PIEZAS DE FUNDICIÓN.
Procedimiento para la reparación de sitios defectuosos, en particular de grietas,
poros y entalladuras, en piezas de fundición de aluminio y silicio, caracterizado porque los sitios defectuosos se rellenan mediante proyección en un gas frío
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E06009567.
Solicitante: LINDE AG.
Nacionalidad solicitante: Alemania.
Dirección: KLOSTERHOFSTRASSE 1 80331 MUNCHEN ALEMANIA.
Inventor/es: HEINRICH, PETER, Krömmer,Werner.
Fecha de Publicación: .
Fecha Solicitud PCT: 9 de Mayo de 2006.
Clasificación Internacional de Patentes:
- B23P6/04 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23P OTROS PROCEDIMIENTOS PARA EL TRABAJO DEL METAL NO PREVISTOS EN OTRO LUGAR; OPERACIONES MIXTAS; MAQUINAS HERRAMIENTAS UNIVERSALES (dispositivos para el copiado o el control B23Q). › B23P 6/00 Restauración o reparación de objetos (enderezado o restaurado de la forma de chapas, barras, tubos o perfiles metálicos, o de objetos hechos a partir de estos elementos B21D 1/00, B21D 3/00; reparación por procedimientos de colada de objetos defectuosos o deteriorados B22D 19/10; procedimientos o aparatos cubiertos por una sola otra subclase, ver la subclase apropiada). › Reparación de piezas o de productos metálicos rotos o con fisuras, p. ej. de piezas de fundición.
- C23C24/04 QUIMICA; METALURGIA. › C23 REVESTIMIENTO DE MATERIALES METALICOS; REVESTIMIENTO DE MATERIALES CON MATERIALES METALICOS; TRATAMIENTO QUIMICO DE LA SUPERFICIE; TRATAMIENTO DE DIFUSION DE MATERIALES METALICOS; REVESTIMIENTO POR EVAPORACION EN VACIO, POR PULVERIZACION CATODICA, POR IMPLANTACION DE IONES O POR DEPOSICION QUIMICA EN FASE VAPOR, EN GENERAL; MEDIOS PARA IMPEDIR LA CORROSION DE MATERIALES METALICOS, LAS INCRUSTACIONES, EN GENERAL. › C23C REVESTIMIENTO DE MATERIALES METALICOS; REVESTIMIENTO DE MATERIALES CON MATERIALES METALICOS; TRATAMIENTO DE MATERIALES METALICOS POR DIFUSION EN LA SUPERFICIE, POR CONVERSION QUIMICA O SUSTITUCION; REVESTIMIENTO POR EVAPORACION EN VACIO, POR PULVERIZACION CATODICA, POR IMPLANTACION DE IONES O POR DEPOSICION QUIMICA EN FASE VAPOR, EN GENERAL (fabricación de productos revestidos de metal por extrusión B21C 23/22; revestimiento metálico por unión de objetos con capas preexistentes, ver las clases apropiadas, p. ej. B21D 39/00, B23K; metalización del vidrio C03C; metalización de piedras artificiales, cerámicas o piedras naturales C04B 41/00; esmaltado o vidriado de metales C23D; tratamiento de superficies metálicas o revestimiento de metales mediante electrolisis o electroforesis C25D; crecimiento de monocristales C30B; mediante metalización de textiles D06M 11/83; decoración de textiles por metalización localizada D06Q 1/04). › C23C 24/00 Revestimiento a partir de polvos inorgánicos (pulverización en estado fundido del material de revestimiento C23C 4/00; difusión en estado sólido C23C 8/00 - C23C 12/00). › Deposición de partículas por impacto.
Clasificación PCT:
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
PDF original: ES-2362498_T3.pdf
Fragmento de la descripción:
El invento se refiere a un procedimiento para la reparación de sitios defectuosos, en particular de grietas, poros y entalladuras, en piezas de fundición de aluminio y silicio, así como a un bloque de motor a base de una fundición de aluminio y silicio con por lo menos una reparación de un sitio defectuoso.
En piezas moldeadas por colada a base de una fundición de aluminio y silicio se encuentran con frecuencia grietas, poros y entalladuras. Estas/os grietas, poros y entalladuras resultan al realizar el moldeo por colada. Sin embargo, las piezas de fundición afectadas por grietas y entalladuras son de calidad deficiente y deben ser o bien apartadas del uso o elaboradas ulteriormente. Al realizar la elaboración ulterior, el material que falta es incorporado mediando utilización de la técnica de soldadura. Las grietas y entalladuras más pequeñas son rellenadas en tal caso mediante el material añadido utilizado al soldar. En el caso de sitios defectuosos de mayor tamaño se fija por impacto una cuña o espiga, que a continuación se suelda con la pieza de fundición. El tratamiento de las piezas de fundición de aluminio y silicio con una técnica de soldadura trae consigo, sin embargo, nuevos problemas, puesto que al soldar se incorpora calor en el entorno del sitio de la soldadura. Esto conduce a una carga térmica sobre las piezas de fundición. A causa de la carga térmica, a su vez, se forman con facilidad nuevas grietas y entalladuras, que deben de ser cerradas de nuevo en una etapa de trabajo adicional. Este procedimiento de múltiples etapas alberga en sí mismo muchas fuentes de defectos, que aparecen sobre todo al rellenar los sitios defectuosos y al realizar el control de los sitios reparados. Además, en numerosos casos, después del cierre de los sitios defectuosos se ha de llevar a cabo también todavía una eliminación del material de relleno sobrante. Resumiendo, se puede comprobar por lo tanto que este procedimiento es muy complicado de aplicar y por consiguiente muy antieconómico. Es problemático además el hecho de que para la reparación se tiene que utilizar otro material distinto. Así, por regla general, al soldar se necesita un material añadido en forma de un alambre de soldadura, con lo cual pasa a utilizarse otro material adicional. Junto a las interfases de diferentes materiales aparecen sin embargo problemas metalúrgicos, puesto que unos materiales diferentes tienen también distintas electronegatividades. Los problemas metalúrgicos se ponen de manifiesto tan solo en el transcurso del tiempo y conducen a sitios de rotura y a un desgaste prematuro, con la consecuencia de que resultan reparaciones y remiendos o respectivamente se acorta la duración de vida útil de las piezas constructivas. De manera especialmente pronunciada, sin embargo, estos problemas se manifiestan en el caso de bloques de motores a base de una fundición de aluminio y silicio, puesto que los bloques de motores están sometidos durante el funcionamiento a unas cargas mecánicas y térmicas muy altas. Están presentes estos problemas, sin embargo, también en el caso de otras piezas de fundición de aluminio y silicio, tales como piezas de refrigeradores o componentes de trenes de rodadura y también en el caso de intercambiadores de calor.
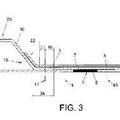
Además es conocido aplicar unos revestimientos sobre materiales de los más diferentes tipos mediante una proyección térmica. Los procedimientos conocidos para esto son por ejemplo una proyección a la llama, una proyección con arco eléctrico, una proyección por plasma o una proyección a la llama con alta velocidad. En los últimos tiempos se desarrolló un procedimiento, la denominada proyección en un gas frío, en el que las partículas proyectadas son aceleradas hasta altas velocidades en un gas portador “frío”. El revestimiento se forma mediante el impacto de las partículas sobre la pieza de trabajo con una alta energía cinética. Al producirse la colisión, las partículas, que no se funden en el gas portador “frío”, forman una capa densa y firmemente adherente, realizándose que la deformación plástica y la liberación local de calor que resulta de ella procuran cohesión y adherencia de la capa proyectada sobre la pieza de trabajo. Por consiguiente, se pueden evitar ampliamente una oxidación y/o unas transformaciones de fases del material del revestimiento. Las partículas proyectadas se añaden en forma de un polvo, teniendo el polvo utilizado en la mayor parte de los casos un tamaño de partículas de 1 a 100 µm. Sin embargo, también es posible utilizar polvos con unas partículas de tamaño manifiestamente mayor. La alta energía cinética la adquieren las partículas proyectadas al realizarse la descompresión del gas portador. Después de la inyección de las partículas proyectadas en el chorro de gas, el gas es expandido en una tobera, acelerándose el gas y las partículas proyectadas a unas velocidades situadas por encima de la velocidad del sonido. Un procedimiento tal y un dispositivo para la proyección en un gas frío se describen en particular en el documento de patente europea EP 0 484 533 B1. Como tobera se usa en el caso de la proyección en un gas frío por regla general una tobera de Laval. El gas portador es descomprimido en común con las partículas proyectadas en la tobera de Laval. Mientras que disminuye la presión en la tobera de Laval, aumenta la velocidad del gas portador a unos valores hasta de 3.000 m/s y la velocidad de las partículas aumenta a unos valores hasta de 1.400 m/s. Las toberas de Laval se componen de un tramo convergente y de un tramo divergente que sigue a éste en la dirección de la corriente. Como gas portador se utiliza en la mayor parte de los casos nitrógeno, pero también se emplean argón, helio y mezclas de estos tres gases. Son ventajosos un calentamiento del gas portador antes de la descompresión y por consiguiente un calentamiento de las partículas proyectadas, teniendo que excluirse una fusión de las partículas proyectadas. La velocidad final de las partículas proyectadas, que depende de la tobera, del material de las partículas proyectadas, de la temperatura de las partículas proyectadas y del tipo del gas portador, está situada en casi todos los casos en por lo menos 500 m/s. Sin embargo, en la mayor parte de los casos se alcanzan más de 650 m/s y con frecuencia incluso más de 800 m/s.
El invento está basado por lo tanto en la misión de presentar un procedimiento que haga posible de manera sencilla el cierre de sitios defectuosos, en particular de grietas, poros y entalladuras en piezas de fundición, de una manera sencilla, y que evite la formación de nuevos sitios defectuosos.
2
El problema planteado por esta misión se resuelve conforme al invento mediante el recurso de que los sitios defectuosos se rellenan por proyección en un gas frío. El invento se basa por consiguiente en la esencial propiedad de la proyección en un gas frío, de que al proyectar en un gas frío, el material proyectado, que procura como material añadido el relleno de los sitios defectuosos, se adhiere sobre la pieza de trabajo de base por causa de una 5 deformación plástica. Se evita por consiguiente una carga térmica sobre la pieza de fundición de aluminio y silicio. Si se ha suprimido la carga térmica sobre la pieza de fundición, se reprime la formación de nuevos sitios defectuosos que han de ser atribuidos a una aportación local de calor. Por lo tanto, con el procedimiento conforme al invento se cierran de una manera confiable las grietas, los poros y las entalladuras y no es necesario ningún control ulterior. La reparación de las piezas de fundición se puede efectuar ahora en un única etapa de trabajo, también en el caso de grietas, poros y entalladuras grandes, en cuyos casos hasta ahora era indispensable una fijación por impacto de una cuña o espiga, puesto que con el procedimiento conforme al invento todo el material de relleno puede ser incorporado en el sitio defectuoso mediante las partículas proyectadas. En algunos casos, sin embargo, puede ser a pesar de todo ventajoso empujar dentro del sitio defectuoso una cuña o espiga y a continuación unir a ésta con la pieza de fundición, mediante proyección en un gas frío. Además, la proyección en un gas frío es un procedimiento de trabajo que hace posible un relleno muy exacto de los sitios defectuosos. Un trabajo de repaso, en forma de una eliminación del material de relleno sobrante o en forma de un embellecimiento de la superficie, es por lo tanto superfluo en la mayor parte de los casos. Solamente en el caso de reparaciones en superficies funcionales se necesita en algunos casos una elaboración posterior. Una ventaja adicional del invento consiste en el hecho de que para las partículas... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento para la reparación de sitios defectuosos, en particular de grietas, poros y entalladuras, en piezas de fundición de aluminio y silicio, caracterizado porque los sitios defectuosos se rellenan mediante proyección en un gas frío.
2. Procedimiento de acuerdo con la reivindicación 1, caracterizado porque se utilizan unas partículas a base de 5 una aleación de aluminio y silicio, proyectadas en un gas frío.
3. Procedimiento de acuerdo con la reivindicación 1 ó 2, caracterizado porque se utilizan unas partículas proyectadas en un gas frío con un tamaño de 1 a 300 µm, de manera preferida hasta de 100 µm, de manera especialmente preferida hasta de 50 µm.
4. Procedimiento de acuerdo con una de las reivindicaciones 1 hasta 3, caracterizado porque se reparan piezas de 10 fundición de aluminio y silicio a base de AlSi 17.
5. Procedimiento de acuerdo con una de las reivindicaciones 1 hasta 4, caracterizado porque se reparan bloques de motores.
4
Patentes similares o relacionadas:
Procedimiento para reparar un punto dañado en una pieza moldeada y procedimiento para generar un material de reparación adecuado, del 21 de Mayo de 2019, de SIEMENS AKTIENGESELLSCHAFT: Procedimiento para reparar un punto dañado en la superficie de una pieza moldeada , en donde un material de reparación, a través […]
Medio de reparación para un tubo de calefacción de un generador de vapor y procedimiento de reparación, del 20 de Marzo de 2019, de WESTINGHOUSE ELECTRIC GERMANY GMBH: Método de reparación de tubo de calefacción del generador de vapor para un tubo de calefacción del generador de vapor montado en un generador […]
Procedimiento para la reducción de la velocidad de propagación de una grieta en un sustrato metálico, del 4 de Marzo de 2019, de Helmholtz-Zentrum Geesthacht Zentrum für Material- und Küstenforschung GmbH: Procedimiento para la reducción de la velocidad de propagación de una grieta en un sustrato metálico , en el que (a) se identifica una grieta en […]
Método para reparar defectos en piezas de trabajo de fundición de hierro y un método of conexión de piezas de trabajo de fundición de hierro, del 22 de Noviembre de 2017, de VESTAS WIND SYSTEMS A/S: Método de reparación de un defecto en una pieza de trabajo de fundición de hierro dúctil , que incluye: mecanizar la pieza de trabajo […]
 REPARACIÓN INTERIOR DOBLADA, del 13 de Febrero de 2013, de AIRBUS OPERATIONS, S.L: Reparación interior doblada.
Se proporciona un método para reparar la superficie del fuselaje de un avión desde el interior para ser utilizado […]
REPARACIÓN INTERIOR DOBLADA, del 13 de Febrero de 2013, de AIRBUS OPERATIONS, S.L: Reparación interior doblada.
Se proporciona un método para reparar la superficie del fuselaje de un avión desde el interior para ser utilizado […]
PROCEDIMIENTO PARA LA FABRICACION DE UN COMPONENTE., del 1 de Abril de 2007, de SIEMENS AKTIENGESELLSCHAFT: Procedimiento para la fabricación de un componente , que presenta una superficie , en el que un cuerpo de relleno se conecta fijamente por medio de un procedimiento […]
APARATO PARA REPARAR FISURAS., del 16 de Septiembre de 2002, de ROLLINS, LOUISE A.: SE PRESENTA UN CLAVO PARA LA REPARACION DE LAS FISURAS (C) FORMADAS EN UN MATERIAL (M) TAL COMO EN MATERIALES DE FUNDICION DE HIERRO. EL CLAVO INCLUYE UNAS ROSCAS […]
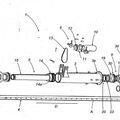 MAQUINA TALADRADORA Y SOLDADORA PORTATIL CON RUEDAS DENTADAS, del 16 de Marzo de 2008, de SIR MECCANICA S.P.A.: Máquina taladradora y soldadora portátil, que comprende: - una estructura de montaje principal ; - un árbol portaherramientas con un primer […]
MAQUINA TALADRADORA Y SOLDADORA PORTATIL CON RUEDAS DENTADAS, del 16 de Marzo de 2008, de SIR MECCANICA S.P.A.: Máquina taladradora y soldadora portátil, que comprende: - una estructura de montaje principal ; - un árbol portaherramientas con un primer […]