REFRIGERADOR EN ESPIRAL.
Refrigerador en espiral (1) para la refrigeración de piezas de trabajo (2) a través de aire de refrigeración,
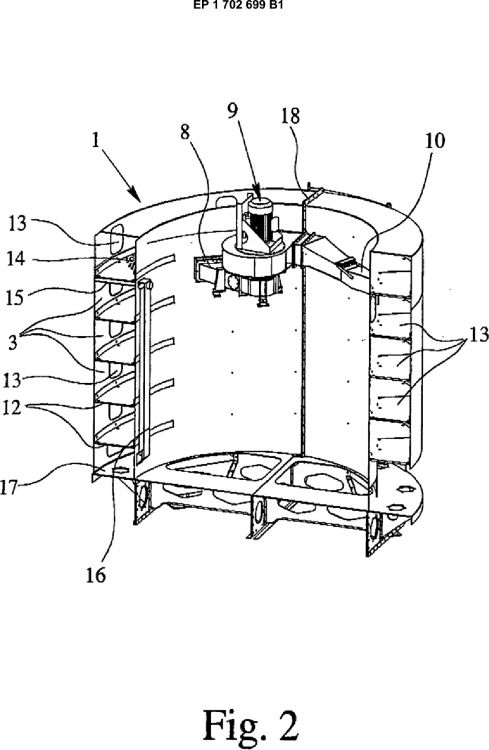
con un canal de transporte (3) en espiral o en espiral para las piezas de trabajo (2) así como con una instalación de alimentación de aire (4) e instalación de salida de aire (5) para aire de refrigeración, en el que las piezas de trabajo (2) se pueden cargar en un primer extremo (6) en el canal de transporte (3) y se pueden descargar en el otro segundo extremo (7) del canal de transporte (3), caracterizado porque al refrigerador en espiral (1) está asociado un soplante (9), para aspirar delante del primer extremo (6) una corriente parcial de aire de refrigeración desde el canal de transporte (3) y para introducirla a velocidad más elevada de nuevo en el canal de transporte (3) en la proximidad del primer extremo (6) aproximadamente un paso en espiral delante del primer extremo (6), de manera que delante de la aspiración se genera una presión negativa en el canal de transporte (3)
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E06005685.
Solicitante: JÖST GMBH + CO. KG.
Nacionalidad solicitante: Alemania.
Dirección: ALEMANIA.
Inventor/es: KREFT,MANFRED.
Fecha de Publicación: .
Fecha Solicitud PCT: 20 de Marzo de 2006.
Fecha Concesión Europea: 25 de Agosto de 2010.
Clasificación Internacional de Patentes:
- B22D30/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B22 FUNDICION; METALURGIA DE POLVOS METALICOS. › B22D COLADA DE METALES; COLADA DE OTRAS MATERIAS POR LOS MISMOS PROCEDIMIENTOS O CON LOS MISMOS DISPOSITIVOS (trabajo de materias plásticas o sustancias en estado plástico B29C; tratamientos metalúrgicos, empleo de sustancias específicas que se añaden al metal C21, C22). › Enfriamiento de piezas coladas, no limitado a procedimientos de colada cubiertos por un solo grupo principal (accesorios para el enfriamiento de barras coladas en colada continua de metales B22D 11/124; control o regulación de las operaciones o del funcionamiento para el enfriamiento de barras coladas o de moldes en colada continua de metales B22D 11/22; colada en coquilla B22D 15/00).
Clasificación PCT:
- B22D30/00 B22D […] › Enfriamiento de piezas coladas, no limitado a procedimientos de colada cubiertos por un solo grupo principal (accesorios para el enfriamiento de barras coladas en colada continua de metales B22D 11/124; control o regulación de las operaciones o del funcionamiento para el enfriamiento de barras coladas o de moldes en colada continua de metales B22D 11/22; colada en coquilla B22D 15/00).
- B65G21/18 B […] › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65G DISPOSITIVOS DE TRANSPORTE O ALMACENAJE, p. ej. TRANSPORTADORES PARA CARGAR O BASCULAR, SISTEMAS TRANSPORTADORES PARA TALLERES O TRANSPORTADORES NEUMATICOS DE TUBOS (embalajes B65B; manipulación de material delgado o filiforme, p. ej. hojas de papel o fibras B65H; grúas B66C; aparatos de elevación o arrastre,p. ej. montacargas, B66D; dispositivos para elevar o bajar mercancías para carga y descarga, p. ej. carretillas elevadoras, B66F 9/00; vaciado de botellas, jarras, latas, barricas, barriles o contendores similares, no previstos en otro lugar, B67C 9/00; distribución o trasvase de líquidos B67D; llenado o descarga de contenedores para gases licuados, solidificados o comprimidos F17C; sistemas de conducción para fluídos F17D). › B65G 21/00 Chasis o bastidores de soporte o de protección para transportadores sin fin o elementos de tracción de transportadores de correas o de cadenas. › sobre vías curvas de tres dimensiones.
- F25D3/11 MECANICA; ILUMINACION; CALEFACCION; ARMAMENTO; VOLADURA. › F25 REFRIGERACION O ENFRIAMIENTO; SISTEMAS COMBINADOS DE CALEFACCION Y DE REFRIGERACION; SISTEMAS DE BOMBA DE CALOR; FABRICACION O ALMACENAMIENTO DEL HIELO; LICUEFACCION O SOLIDIFICACION DE GASES. › F25D REFRIGERADORES; CAMARAS FRIGORIFICAS; NEVERAS; APARATOS DE ENFRIAMIENTO O CONGELACION NO PREVISTOS EN OTRO LUGAR (escaparates refrigerados A47F 3/04; recipientes con aislamiento térmico para uso doméstico A47J 41/00; vehículos frigoríficos, véanse las subclases apropiadas correspondientes a las clases B60 - B64; recipientes con aislamiento térmico en general B65D 81/38; sustancias para la transferencia, intercambio o almacenamiento de calor, p. ej. refrigerantes, o sustancias para la producción de calor o frío por reacciones químicas distintas a la combustión C09K 5/00; recipientes con aislamiento térmico para gases licuados o solidificados F17C; acondicionamiento o humidificación del aire F24F; máquinas, instalaciones o sistemas frigoríficos F25B; enfriamiento sin refrigeración de los instrumentos o aparatos similares G12B; enfriamiento de motores o bombas, véanse las clases apropiadas). › F25D 3/00 Dispositivos que utilizan otros agentes fríos; Dispositivos que utilizan recipientes que conservan el frío. › con transportadores que trasladan los productos a enfriar a través del recinto de refrigeración.
- F26B17/26 F […] › F26 SECADO. › F26B SECADO DE MATERIALES SOLIDOS O DE OBJETOS POR ELIMINACION DEL LIQUIDO QUE CONTIENEN (dispositivos de secado para cosechadoras-trilladoras A01D 41/133; rejillas para el secado de frutas o vegetales A01F 25/12; secado de productos alimenticios A23; secado de cabellos A45D 20/00; artículos para el secado del cuerpo A47K 10/00; secado de artículos domésticos A47L; secado de gases o vapores B01D; procedimientos físicos o químicos para la eliminación del agua o cualquier otra forma de separar los líquidos de los sólidos B01D 43/00; aparatos centrifugadores B04; secado de cerámica C04B 33/30; secado de hilos o tejidos textiles en combinación con cualquier otra forma de tratamiento D06C; soportes de secado para lavandería sin calefacción ni circulación de aire efectiva, secadores centrífugos domésticos o similares, escurrido o prensado en caliente de la colada D06F; hornos F27). › F26B 17/00 Máquinas o aparatos con movimiento progresivo para el secado de un material a granel, en estado plástico o en forma fluidificada, p. ej. gránulos, fibras cortadas (F26B 13/00 tiene prioridad). › consiguiéndose el movimiento mediante transportadores de movimiento alternativo u oscilante propulsando el material sobre superficies fijas; consiguiéndose el movimiento mediante bateas, tamices o bandejas con un movimiento alternativo u oscilante.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Fragmento de la descripción:
La presente invención se refiere a un refrigerador en espiral así como a un procedimiento para la refrigeración de piezas de trabajo.
El documento WO 2004/058602 A2 publica un refrigerador en espiral con un canal de transporte en espiral para piezas de trabajo que deben refrigerarse por medio de aire de refrigeración. El aire de refrigeración es alimentado a través de canales de admisión de aire que se extienden radialmente en el canal de transporte, de manera que las piezas de trabajo que se encuentran en el canal de transporte son impulsadas en dirección axial con aire de refrigeración. La aspiración se realiza en dirección radial a través de canales de aspiración correspondientes que se extienden axialmente en el interior del refrigerador en espiral. La estructura mencionada es muy costosa. Además, los canales de admisión se pueden dañar muy fácilmente a través de las piezas de trabajo en el canal de transporte.
El documento DE 41 06 712 C1 publica un transportador en espiral, en el que se alimentas gas, como aire de refrigeración, por medio de conductos de admisión de forma tubular, que se extienden radialmente, hacia un canal de transporte para piezas de trabajo, de manera que el gas incide esencialmente en dirección axial sobre las piezas de trabajo. El gas es descargado de nuevo a través del extremo en espiral abierto. También esta estructura es costosa.
El documento DE 42 28 543 C1 publica un transportador en espiral, en el que se conduce y se descarga radialmente gas varias veces para el intercambio de calor. También esta estructura es costosa.
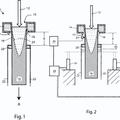
El documento US 2.688.807 A publica un transportador en espiral para el secado de piezas de trabajo a través de aire caliente a contracorriente. Un soplante recircula una parte del aire de salida en una instalación de calefacción para el aire de admisión.
La presente invención tiene el cometido de indicar un refrigerador en espiral y un procedimiento para la refrigeración de piezas de trabajo, en los que se posibilita una estructura robusta sencilla del refrigerador en espiral con buen efecto de refrigeración.
El cometido anterior se soluciona por medio de un refrigerador en espiral de acuerdo con la reivindicación 1 o un procedimiento de acuerdo con la reivindicación 8. Los desarrollos ventajosos de la invención son objeto de las reivindicaciones dependientes.
De acuerdo con un aspecto preferido, se genera al menos a través de una zona esencial del canal de transporte una presión negativa en el canal de transporte. Esto impide una salida no deseada de polvo y posibilita, por ejemplo, también la apertura de orificios de control durante el funcionamiento.
La presión negativa es generada de una manera muy sencilla y efectiva –también en el caso de una resistencia alta a la circulación para el aire de refrigeración en el canal de transporte- con preferencia porque se aspira una corriente parcial de aire de refrigeración desde el canal de transporte y se introduce a alta velocidad de nuevo en el canal de transporte. Esto se realiza en la proximidad del primer extremo, es decir, en la proximidad de la carga de las piezas de trabajo a refrigerar o bien de la instalación de salida de aire. De esta manera, de acuerdo con la proporción de la corriente parcial en la corriente total y/o de la velocidad, con la que se introduce la corriente parcial de nuevo, se genera una presión negativa hasta el segundo extremo -extremo de salida- del canal de transporte. Además, a través de la variación de la proporción o bien de la velocidad de la corriente parcial, se puede controlar o regular la presión negativa o bien la corriente del aire del medio ambiente aspirado en el canal de transporte.
Otro aspecto de la presente invención reside en refrigerar las piezas de trabajo a contra corriente a través de aire de refrigeración, de manera que el aire de refrigeración es cargado al canal de transporte con preferencia exclusivamente en la zona del segundo extremo para la cesión a las piezas de trabajo refrigeradas y el aire de salida es descargado con preferencia exclusivamente en la zona del primer extremo, en la que las piezas de trabajo a refrigerar son cargadas en el canal de transporte. Esto9 permite una estructura muy sencilla y, por lo tanto, económica y también robusta. En particular, no son necesarios canales axiales o radiales de aire, cajas colectoras o similares. En su lugar, se puede realizar al menos una pared interior y exterior esencialmente continua del canal de transporte.
Otras ventajas, características, propiedades y aspectos de la presente invención se deducen a partir de la siguiente descripción de una forma de realización preferida con la ayuda del dibujo:
La figura 1 muestra una vista en planta superior de un refrigerador en espiral de acuerdo con la propuesta; y
La figura 2 muestra una representación esquemática en sección del refrigerador en espiral.
En las figuras se utilizan los mismos signos de referencia para las mismas partes o partes similares, de manera que se consiguen propiedades y ventajas correspondientes, aunque se omite una descripción repetida por razones de simplicidad.
Las figura 1 y 2 muestran de forma esquemática un refrigerador en espiral 1 de acuerdo con la propuesta en una forma de realización preferida. El refrigerador en espiral 1 sirve para la refrigeración de piezas de trabajo 2, en particular piezas fundidas, como discos de freno o similares, como se indica en la figura 1.
La refrigeración se realiza a través de aire de refrigeración, pero en caso necesario se puede emplear también otro gas para la refrigeración. De manera alternativa o adicional, se pueden emplear medios adicionales para la refrigeración.
El refrigerador en espiral 1 presenta un canal de transporte 3 con preferencia al menos esencialmente arrollado o en forma de espiral para las piezas de trabajo 2. El canal de transporte 3 representa con preferencia un trayecto de transporte cerrado por todos los lados para las piezas de trabajo 2. En las figuras 1 y 2 solamente se representa el paso en espiral superior del canal de transporte 3 por razones de simplificación sobre el lado izquierdo en cada caso abierto –es decir, no cubierto-
En el ejemplo de representación, la longitud del canal de transporte 3 –es decir, el trayecto de transporte para las piezas de trabajo 2 en el refrigerador en espiral 1 es con preferencia mayor de 50 m. El canal de transporte 2 presenta en el ejemplo de representación cinco pasos en espirales colocados superpuestos.
El refrigerador en espiral 1 presenta una instalación de admisión de aire 4 para la alimentación de aire de refrigeración y una instalación de salida de aire 5 para la descarga del aire de refrigeración, como se indica en la figura 1. La flecha Z indica la dirección de alimentación del aire de refrigeración. La flecha A indica la dirección del aire de salida descargado.
Las piezas de trabajo 2 son cargadas en un primer extremo 6 en el canal de transporte 3 y son descargadas refrigeradas por el otro segundo extremo 7 del canal de transporte 3. Para refrigerar las piezas de trabajo 2 a contra corriente, la instalación de admisión de aire 4 está conectada en la zona del segundo extremo 7 en el canal de transporte 3 y la instalación de salida de aire 5 está conectada en la zona del primer extremo 6 en el canal de transporte 3. En particular, se lleva a cabo exclusivamente una admisión y una descarga de aire de refrigeración por los extremos, de manera que los canales de admisión y de descarga de aire habituales en el estado de la técnica son prescindibles para la admisión y la descarga axial o radial de aire de refrigeración.
La admisión de aire de refrigeración en la zona del segundo extremo 7 se realiza con p0referencia inclinada desde arriba en el canal de transporte, en particular por medio de una tobera no representada o similar.
El refrigerador en espiral 1 está configurado con preferencia de tal forma que se introduce aire del medio ambiente junto con aire de refrigeración en el segundo extremo 7, en particular es aspirado a través de la acción de inyección. La proporción del aire de medio ambiente en la corriente total en el canal de transporte está con preferencia entre 10 % y 70 %, en particular esencialmente en 50 % o más. Esto permite, por ejemplo, una reducción de la carga de polvo en el medio ambiente del refrigerador en espiral 1.
Con preferencia, en el canal de transporte...
Reivindicaciones:
1. Refrigerador en espiral (1) para la refrigeración de piezas de trabajo (2) a través de aire de refrigeración, con un canal de transporte (3) en espiral o en espiral para las piezas de trabajo (2) así como con una instalación de alimentación de aire (4) e instalación de salida de aire (5) para aire de refrigeración, en el que las piezas de trabajo (2) se pueden cargar en un primer extremo (6) en el canal de transporte (3) y se pueden descargar en el otro segundo extremo (7) del canal de transporte (3), caracterizado porque al refrigerador en espiral (1) está asociado un soplante (9), para aspirar delante del primer extremo (6) una corriente parcial de aire de refrigeración desde el canal de transporte (3) y para introducirla a velocidad más elevada de nuevo en el canal de transporte (3) en la proximidad del primer extremo (6) aproximadamente un paso en espiral delante del primer extremo (6), de manera que delante de la aspiración se genera una presión negativa en el canal de transporte (3).
2. Refrigerador en espiral de acuerdo con la reivindicación 1, caracterizado porque la instalación de admisión de aire (4) presenta una tobera con preferencia regulable y/o está configurada de tal manera que el aire de refrigeración es introducido inclinado desde arriba en el canal de transporte (3) en la zona del segundo extremo (7).
3. Refrigerador en espiral de acuerdo con la reivindicación 1 ó 2, caracterizado porque la instalación de admisión de aire (4) está conectado en la zona del segundo extremo (7) y la instalación de salida de aire (5) está conectada en la zona del primer extremo (6) en el canal de transporte (3) para refrigerar las piezas de trabajo (2) a contra corriente.
4. Refrigerador en espiral de acuerdo con una de las reivindicaciones anteriores, caracterizado porque el refrigerador en espiral (1) está configurado de tal forma que se introduce aire ambiental junto con aire de refrigeración en el segundo extremo (7), en particular a través de acción de inyector.
5. Refrigerador en espiral de acuerdo con una de las reivindicaciones anteriores, caracterizado porque en la zona del segundo extremo (7) está dispuesto un sensor para la detección de la presión en el canal de transporte (3) y/o de la corriente de aire ambiental introducido o bien aspirado, en particular para controlar o regular el soplante (9).
6. Refrigerador en espiral de acuerdo con una de las reivindicaciones anteriores, caracterizado porque entre la aspiración y el primer extremo (6) en el canal de transporte (3) está dispuesta una instalación de filtro (14), especialmente para la
separación de arena u otras partículas desde el canal de transporte (3).
7. Refrigerador en espiral de acuerdo con una de las reivindicaciones anteriores, caracterizado porque al refrigerador helicoidal (1) está asociado un generador de oscilaciones (11), para transportar las piezas de trabajo (2) a través de vibración del transportador en espiral (1) desde el primero hacia el segundo extremo
(7) en el canal de transporte (3).
8. Procedimiento para la refrigeración de piezas de trabajo (2) por medio de aire de refrigeración en un refrigerador en espiral (1) con un canal de transporte (3), en el que las piezas de trabajo (2) son cargadas en un primer extremo (6) al canal de transporte (3) y son descargadas en el otro segundo extremo (7) del canal de transporte (3), caracterizado porque delante del primer extremo (6) es aspirada una corriente parcial de aire de refrigeración desde el canal de transporte (3) , en particular por medio de un soplante (9) y es introducida a velocidad elevada de nuevo al canal de transporte (3) en la proximidad del primer extremo (6) aproximadamente un paso en espiral delante del primer extremo (6) entre la aspiración y al primer extremo (6), de manera que delante de la aspiración se genera una presión negativa en el canal de transporte (3).
9. Procedimiento de acuerdo con la reivindicación 8, caracterizado porque se introduce aire de refrigeración en el canal de transporte (3) en la zona del segundo extremo (7) y se descarga desde el canal de transporte (3) en la zona del primer extremo (6), de manera que las piezas de trabajo (2) son refrigeradas a contra corriente a través del aire de refrigeración.
10. Procedimiento de acuerdo con la reivindicación 8 ó 9, caracterizado porque exclusivamente en el segundo extremo (7) se conduce aire de refrigeración desde una instalación de admisión de aire (4) y/o aire ambiental hasta el canal de transporte (3).
11. Procedimiento de acuerdo con una de las reivindicaciones 8 a 10, caracterizado porque se introduce aire ambiental junto con aire de refrigeración en el canal de transporte (3) en la región del segundo extremo (7), en el que la porción de aire ambiental de la corriente total en el canal de transporte (3) es del 10 % al 70 % y/o en el que se controla o regula una porción del aire ambiental de la corriente total en el canal de transporte (3).
12. Procedimiento de acuerdo con una de las reivindicaciones 8 a 11, caracterizado porque la corriente parcial representa el menos el 50 % de toda la corriente de aire de refrigeración en el canal de transporte (3), y/o porque se genera una presión negativa de al menos 2000 Pa en la zona delante de la aspiración en el canal de transporte (3).
13. Procedimiento de acuerdo con una de las reivindicaciones 8 a 12, caracterizado porque la velocidad más elevada es al menos el factor 2 mayor que la velocidad de circulación del aire de refrigeración en el canal de transporte (3) delante
5 de la aspiración.
14. Procedimiento de acuerdo con una de las reivindicaciones 8 a 12, caracterizado porque la corriente parcial, en particular el número de revoluciones del soplante (9), se utiliza como variable de control o variable de regulación, para controlar
o regular la presión negativa en el canal de transporte (3) en la zona del segundo 10 extremo (7) y/o la aspiración de aire ambiental en la zona del segundo extremo (7).
15. Procedimiento de acuerdo con una de las reivindicaciones 8 a 13, caracterizado porque la velocidad de la circulación del aire de refrigeración en el canal de transporte (3) es al menos 10 m/s, y/o porque las partículas, como arena, son filtradas, al menos por secciones, en el canal de transporte (3), y son descargadas
15 desde el canal de transporte (3).
Patentes similares o relacionadas:
Procedimiento para el tratamiento térmico de piezas de fundición poniendo en práctica un temple al aire y sistema para la puesta en práctica de dicho procedimiento, del 9 de Octubre de 2019, de MONTUPET S.A.: Procedimiento para el tratamiento térmico de un lote de piezas de fundición, que comprende una operación de puesta en solución realizada en un horno cargado con las piezas […]
Homogeneización in situ de metales de colada DC con templado adicional, del 7 de Agosto de 2019, de NOVELIS, INC.: Aparato para colar un lingote de metal , que comprende: (a) un molde de colada de enfriamiento directo abierto por los extremos que […]
Procedimiento para la bonificación de una pieza fundida a presión, del 6 de Marzo de 2019, de KS HUAYU AluTech GmbH: Procedimiento para la bonificación de un cárter de motor fabricado por fundición a presión con las siguientes etapas: - verter el cárter de motor en […]
Procedimiento para la fabricación de piezas de fundición de metal ferroso, del 23 de Octubre de 2018, de Huppert Engineering GmbH & Co. KG: Procedimiento para la fabricación de piezas de fundición de metal ferroso en el que - se introduce un molde perdido , con un espacio hueco para el […]
 Procedimiento para el tratamiento térmico de piezas fundidas mediante rayos infrarrojos, del 16 de Marzo de 2016, de Belte AG: Procedimiento para el tratamiento térmico de piezas fundidas, en particular de piezas fundidas a presión de metal ligero mediante recocido por disolución, enfriamiento […]
Procedimiento para el tratamiento térmico de piezas fundidas mediante rayos infrarrojos, del 16 de Marzo de 2016, de Belte AG: Procedimiento para el tratamiento térmico de piezas fundidas, en particular de piezas fundidas a presión de metal ligero mediante recocido por disolución, enfriamiento […]
 Homogeneización y tratamiento térmico de metales colados, del 24 de Febrero de 2016, de NOVELIS, INC.: Un método de colar un lingote de una aleación de aluminio, que comprende las etapas de:
(a) suministrar metal fundido a partir de al menos una fuente a una […]
Homogeneización y tratamiento térmico de metales colados, del 24 de Febrero de 2016, de NOVELIS, INC.: Un método de colar un lingote de una aleación de aluminio, que comprende las etapas de:
(a) suministrar metal fundido a partir de al menos una fuente a una […]
 Procedimiento para fundir una pieza de fundición dotada de al menos una abertura de paso, del 21 de Enero de 2016, de FRITZ WINTER EISENGIESSEREI GMBH & CO. KG: Procedimiento para fundir una pieza de fundición (Z1, Z2), dotada al menos de una abertura de paso, de una masa fundida de metal (S) que comprende las siguientes etapas […]
Procedimiento para fundir una pieza de fundición dotada de al menos una abertura de paso, del 21 de Enero de 2016, de FRITZ WINTER EISENGIESSEREI GMBH & CO. KG: Procedimiento para fundir una pieza de fundición (Z1, Z2), dotada al menos de una abertura de paso, de una masa fundida de metal (S) que comprende las siguientes etapas […]
Componente de motor y método para producirlo, del 17 de Junio de 2015, de YAMAHA HATSUDOKI KABUSHIKI KAISHA: Un componente de motor compuesto de una aleación de aluminio conteniendo silicio, incluyendo una pluralidad de granos de silicio cristalino primario situados en […]