RECIPIENTE DE PLÁSTICO CON NERVADURAS ANULARES HORIZONTALES.
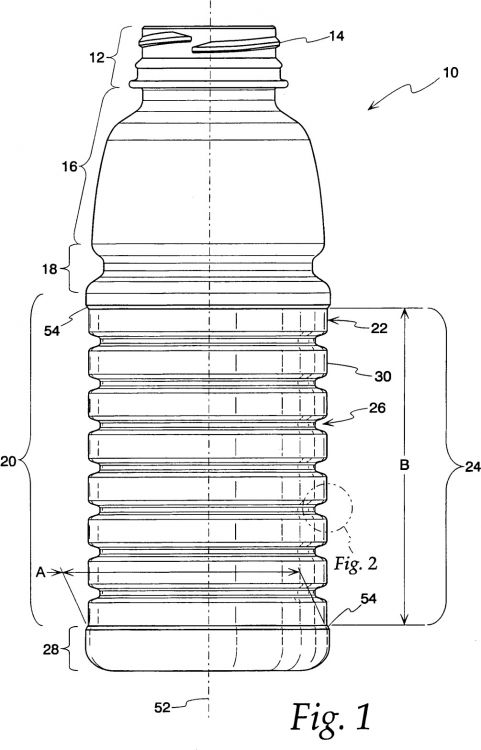
Una botella de plástico (10) configurada para resistir sustancialmente la deformación,
que comprende una pared cilíndrica (22) que define un eje longitudinal (52) que tiene una pluralidad de nervaduras anulares (26) que se extienden alrededor del perímetro de la misma, comprendiendo cada una de las nervaduras anulares (26) un par de partes de pared sustancialmente rectas (38) que se extienden hasta una posición hacia el interior de la pared cilíndrica de la botella (22), caracterizada porque cada una de las nervaduras anulares (26) comprende un par de radios externos opuestos (38), una parte de pared recta (38) que se extiende desde cada radio externo (32), comprendiendo además cada nervadura anular (26) una anchura (D) y una profundidad (C) y la proporción de la profundidad (C) con respecto a la anchura (D) de cada nervadura anular está aproximadamente entre 1,0:1,0 y 1,1:1,0
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/US2000/022122.
Solicitante: BALL CORPORATION.
Nacionalidad solicitante: Estados Unidos de América.
Dirección: 10 LONGS PEAK DRIVE BROOMFIELD, COLORADO 80021-2510 ESTADOS UNIDOS DE AMERICA.
Inventor/es: RASHID,A.,B.,M.,BAZLUR.
Fecha de Publicación: .
Fecha Solicitud PCT: 14 de Agosto de 2000.
Fecha Concesión Europea: 6 de Octubre de 2010.
Clasificación Internacional de Patentes:
- B65D1/02D
Clasificación PCT:
- B65D1/02 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65D RECIPIENTES PARA EL ALMACENAMIENTO O EL TRANSPORTE DE OBJETOS O MATERIALES, p. ej. SACOS, BARRILES, BOTELLAS, CAJAS, LATAS, CARTONES, ARCAS, BOTES, BIDONES, TARROS, TANQUES; ACCESORIOS O CIERRES PARA RECIPIENTES; ELEMENTOS DE EMBALAJE; PAQUETES. › B65D 1/00 Recipientes rígidos o semirrígidos que tienen cuerpos formados en una sola pieza, p.ej. por moldeo de un material en metal, por moldeo de un material plástico, por soplado de un material vítreo, por moldeo de un material en cerámica, por moldeo de un material fibroso cocido, por estirado de un material en hoja (Enrollando, curvando o plegando el papel B65D 3/00, B65D 5/00; especialmente concebidos para ser abiertos por corte, perforado o desgarre de partes de la pared B65D 17/00; palés rígidos con paredes laterales B65D 19/02). › Botellas o recipientes similares, con cuellos o aberturas restringidas análogas, concebidos para verter el contenido.
- B65D1/42 B65D 1/00 […] › Piezas o elementos de refuerzo o endurecimiento.
Clasificación antigua:
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Fragmento de la descripción:
1. CAMPO DE LA INVENCIÓN.
La presente invención se refiere en general a recipientes de plástico; particularmente a recipientes de plástico diseñados para contener líquidos a presión durante la pasteurización u otro tratamiento térmico. 5
2. ANTECEDENTES DE LA TÉCNICA
Las botellas de diferentes configuraciones y materiales han sido empleadas durante mucho tiempo para la distribución de líquidos por la industria de las bebidas. Aunque la industria de las bebidas tradicionalmente empleaba recipientes de vidrio para suministrar bebidas líquidas a los clientes, esa industria ha adoptado recientemente el uso de botellas de plástico debido a las ventajas relativas al coste y la durabilidad de los plásticos. Por razones de eficacia y 10 para rebajar los costes de producción, la industria de los recipientes de plástico ha adoptado la técnica convencional de moldear por soplado recipientes de plástico a partir de preformas de plástico. Típicamente se usan Polietilentereftalato (“PET”) o polipropileno (“PP”) para construir recipientes de plástico debido a, entre otras razones, la capacidad de recuperar y reciclar recipientes construidos a partir de estos. Una capa de barrera construida, por ejemplo, a partir de alcohol etilenvinílico (“EVOH”), se emplea a veces con el PET o PP para inhibir la migración de gases tales como 15 oxígeno y dióxido de carbono así como la humedad dentro o fuera del recipiente.
Aunque el plástico ha demostrado ser más duradero que el vidrio en muchos aspectos, los recipientes de plástico pueden estar sujetos a deformación, en casos en los que el vidrio no lo estaba, debido a la relativa resistencia de las botellas de vidrio más grueso sobre las botellas de plástico más fino. La descontaminación requiere que las bebidas se esterilicen al menos parcialmente antes de llegar al consumidor. Típicamente, esto se consigue elevando la 20 bebida a una temperatura predeterminada durante un periodo de tiempo especificado para matar a cualquier organismo inaceptable sin alteración química fundamental de la bebida. Los dos métodos aceptados actualmente para conseguir dicha esterilización son el llenado en caliente y la pasteurización. El llenado en caliente conlleva calentar la bebida a la temperatura requerida durante el periodo de tiempo requerido antes de embotellar la bebida. Las botellas se llenan y se sellan a continuación mientras la bebida permanece a una temperatura elevada, suficiente para asegurar que los 25 organismos vivos inaceptables en las superficies del recipiente se vuelvan inofensivos. A medida que la bebida se enfría desde la temperatura de esterilización, la presión interna del la botella cae y crea un diferencial de presión con el entorno circundante que se mantiene hasta que el consumidor abre la botella. Por lo tanto, las botellas llenadas en caliente a menudo se deforman hacia el interior como resultado del diferencial de presión. Esta deformación se denomina a menudo “abolladura lateral” (“paneling”). Como alternativa, la bebida puede esterilizarse después del 30 llenado, lo que a menudo se denomina en la industria como “pasteurización” y se denominará del mismo modo en este documento. La pasteurización conlleva llenar cada botella con bebida no esterilizada y sellar la botella. La botella y su contenido se llevan a continuación a la temperatura deseada durante el periodo de tiempo deseado para matar a cualquier organismo indeseable sin alteración química fundamental de la bebida. Dado que la bebida se ha sellado antes de la pasteurización, ningún organismo indeseable procedente del entorno circundante puede infiltrarse en la 35 bebida. La esterilidad de la bebida está, por lo tanto, garantizada. La presión interna de la botella se eleva sustancialmente con respecto a la del entorno circundante a medida que el proceso de pasteurización calienta la bebida en la botella sellada. Este diferencial de presión puede dar como resultado la deformación hacia el exterior de la botella. Aunque la presión interna de la botella típicamente vuelve al nivel previo a la pasteurización, la botella puede conservar cierta deformación experimentada durante la pasteurización. 40
Las anteriores configuraciones de botellas de plástico han intentado superar la deformación causada por el llenado en caliente y la pasteurización, aumentando simplemente el grosor de la pared global de la botella. Los resultantes costes y dificultades de fabricación experimentados con estas configuraciones las hicieron comercialmente inaceptables. Otras configuraciones de botella emplearon diversas nervaduras o paneles alrededor de la botella en un intento de elevar su resistencia a la deformación. Sin embargo, estas configuraciones creaban dificultades para colocar 45 apropiadamente una etiqueta en la botella y la complicada naturaleza de estas configuraciones de botella hacía, a menudo, al coste de la botella prohibitivo.
Se han construido configuraciones específicas de la base de la botella para impedir la deformación que pueden hacer que la botella sea inestable cuando descansa sobre su base. Una de dichas configuraciones de la base puede encontrarse en la Solicitud de Patente de Estados Unidos pendiente de tramitación Nº 09/172.345. 50
Las botellas destinadas al llenado en caliente en lugar de a la pasteurización están diseñadas habitualmente para absorber el diferencial de presión que se crea mediante el enfriamiento de la bebida posterior al sellado de la botella. Esta absorción de presión se consigue a menudo colocando “paneles de vacío” en la pared lateral de una botella de llenado en caliente. Por lo tanto, los elementos estéticos de las configuraciones de la botella de llenado en caliente se anticipan, y están diseñados para acomodarse, al cambio resultante del proceso de esterilización. 55
A la inversa, las botellas destinadas a la pasteurización no están diseñadas para anticipar cambios estéticos resultantes del proceso de esterilización. En su lugar, dado que la deformación de la botella que resulta de la presión interna creada por la pasteurización remite una vez que la bebida se enfría, las botellas destinadas a la pasteurización
pueden moldearse con los mismos elementos estéticos que verán los consumidores finales. Por lo tanto, la deformación permanente es especialmente indeseable para botellas destinadas a someterse a pasteurización en lugar de llenado en caliente. La deformación permanente resultante de la pasteurización no se anticipa. Por lo tanto, la deformación de botellas pasteurizables debe impedirse o, al menos, mantenerse dentro de la zona elástica de deformación para el material a partir del cual se construye la botella. 5
El documento US 5.067.622 desvela un recipiente de PET que comprende una pared lateral cilíndrica con nervaduras anulares que se extienden hacia el interior, de acuerdo con el preámbulo de la reivindicación adjunta 1.
RESUMEN DE LA INVENCIÓN
Uno de los principales objetivos de la presente invención es proporcionar una botella de plástico que tiene una alta resistencia a la deformación debida al llenado en caliente o a la esterilización. 10
Es otro objetivo de la presente invención proporcionar una botella de plástico que comprende nervaduras anulares que proporcionan resistencia a la deformación de la botella tanto longitudinal como radial.
Es otro objetivo de la presente invención proporcionar una botella de plástico que comprende nervaduras anulares que proporcionan resistencia a la deformación sin requerir un grosor de la pared excesivo.
Es otro objetivo de la presente invención proporcionar una botella de plástico que comprende nervaduras 15 anulares que tienen una proporción de profundidad con respecto a anchura predeterminada, para proporcionar resistencia a la deformación de la botella tanto longitudinal como radial.
Es otro objetivo de la presente invención proporcionar una botella de plástico que sea rentable y que resistirá la deformación tanto longitudinal como radial.
Es otro objetivo más de la presente invención proporcionar una botella de plástico que tiene una alta 20 resistencia a la deformación longitudinal y radial y que pueda ser moldeada por soplado a partir de una preforma convencional.
Los objetos anteriores se consiguen mediante una botella de plástico como se define en las reivindicaciones adjuntas.
BREVE DESCRIPCIÓN DE LOS DIBUJOS 25
...
Reivindicaciones:
1. Una botella de plástico (10) configurada para resistir sustancialmente la deformación, que comprende una pared cilíndrica (22) que define un eje longitudinal (52) que tiene una pluralidad de nervaduras anulares (26) que se extienden alrededor del perímetro de la misma, comprendiendo cada una de las nervaduras anulares (26) un par de partes de pared sustancialmente rectas (38) que se extienden hasta una posición hacia el interior de la pared cilíndrica de la botella (22), caracterizada porque cada una de las nervaduras anulares (26) comprende un par de radios externos 5 opuestos (38), una parte de pared recta (38) que se extiende desde cada radio externo (32), comprendiendo además cada nervadura anular (26) una anchura (D) y una profundidad (C) y la proporción de la profundidad (C) con respecto a la anchura (D) de cada nervadura anular está aproximadamente entre 1,0:1,0 y 1,1:1,0.
2. La botella de la reivindicación 1, definiendo la parte de pared sustancialmente plana (38) un ángulo de sustancialmente 15 grados desde la perpendicular al eje longitudinal (52). 10
3. La botella de la reivindicación 1, en la que cada nervadura anular (26) comprende además un par de radios internos opuestos (44), extendiéndose uno desde cada parte de pared sustancialmente plana (38) y una pared de fondo (50) que se extiende entre los radios internos opuestos (44).
4. La botella de la reivindicación 3, en la que la pared de fondo (50) es sustancialmente recta.
5. La botella de la reivindicación 1, en la que la pared cilíndrica de la botella (22) comprende una parte plana (30) 15 situada entre cada par de nervaduras anulares adyacentes (26).
6. La botella de la reivindicación 5, teniendo cada parte plana (30) una anchura y estando la proporción de la anchura de cada parte plana con respecto a la anchura de una parte plana adyacente de la pluralidad de nervaduras adyacentes (26) entre 1,09:1,0 y 1,3:1,0.
7. La botella de la reivindicación 6, en la que cada parte plana (30) es sustancialmente recta. 20
8. La botella de la reivindicación 7, comprendiendo las nervaduras anulares (26) y las partes planas (30) un panel para la etiqueta (24) y proporcionando las partes planas (30) una superficie a la que puede adherirse sustancialmente la etiqueta.
9. La botella de la reivindicación 1, que está construida de PET y teniendo las nervaduras (26) un grosor de entre 0,4-0,5 mm (0,015 y 0,019 pulgadas). 25
Patentes similares o relacionadas:
RECIPIENTE PARA BEBIDAS CON UNA SUPERFICIE QUE EVITA QUE EL RECIPIENTE SE VUELQUE, del 17 de Enero de 2012, de THE COCA-COLA COMPANY: Un envase de bebidas, que comprende: una unidad principal configurada para contener liquido en ella, la unidad principal […]
BOTELLA DE PLÁSTICO MULTIFUNCIONAL PRODUCIDA COMO UNA ÚNICA PIEZA, del 24 de Noviembre de 2011, de ROGERS MARTIJENA, ALAN MICHAEL ROGERS, ALAN CHARLES: La presente invención se refiere a una botella plástica multifuncional realizada en una pieza que dispone de medios que permiten con posterioridad […]
BOTELLA RELLENABLE EN CALIENTE, del 18 de Agosto de 2011, de Amcor Rigid Plastics USA, Inc: Una botella de plástico configurada para resistir la deformación no deseada, que incluye una base que tiene un anillo de asiento continuo que rodea una superficie […]
MÉTODO PARA COMPENSAR LA PRESIÓN DE VACÍO DENTRO DE UN RECIPIENTE GENERADA AL ENFRIAR, del 12 de Agosto de 2011, de C02PAC LIMITED: Un método para compensar una presión de vacío dentro de un recipiente generada por el enfriamiento del contenido líquido, que comprende: (i) proporcionar un recipiente […]
RECIPIENTE, ESPECIALMENTE BOTELLA, DE MATERIAL TERMOPLÁSTICO CON CUERPO PARCIALMENTE PRISMÁTICO TRIANGULAR, del 3 de Junio de 2011, de SIDEL PARTICIPATIONS: Recipiente , especialmente una botella, de material termoplástico tal como el PET, capaz, después de su llenado y cerrado, de soportar sin deformación notable […]
 RECIPIENTE, ESPECIALMENTE BOTELLA DE MATERIAL TERMOPLÁSTICO, del 30 de Mayo de 2011, de SIDEL PARTICIPATIONS: Recipiente , especialmente botella, de material termoplástico fabricado mediante soplado o estirado por soplado de una preforma calentada, presentando […]
RECIPIENTE, ESPECIALMENTE BOTELLA DE MATERIAL TERMOPLÁSTICO, del 30 de Mayo de 2011, de SIDEL PARTICIPATIONS: Recipiente , especialmente botella, de material termoplástico fabricado mediante soplado o estirado por soplado de una preforma calentada, presentando […]
 PANELES DE INVERSIÓN DE VACÍO PARA UN RECIPIENTE DE PLÁSTICO, del 18 de Mayo de 2011, de AMCOR LIMITED: Una parte de pared lateral de un recipiente de plástico adaptada para la absorción de vacío, teniendo el recipiente una parte superior que incluye una […]
PANELES DE INVERSIÓN DE VACÍO PARA UN RECIPIENTE DE PLÁSTICO, del 18 de Mayo de 2011, de AMCOR LIMITED: Una parte de pared lateral de un recipiente de plástico adaptada para la absorción de vacío, teniendo el recipiente una parte superior que incluye una […]
 BOTELLA DE MATERIAL PLÁSTICO QUE PRESENTA UNA SECCIÓN DE ASIDO, del 4 de Mayo de 2011, de SA DES EAUX MINERALES D'EVIAN SAEME: Botella de material plástico que presenta un fondo a partir del cual se extiende un cuerpo según un eje central (Z) hasta un cuello […]
BOTELLA DE MATERIAL PLÁSTICO QUE PRESENTA UNA SECCIÓN DE ASIDO, del 4 de Mayo de 2011, de SA DES EAUX MINERALES D'EVIAN SAEME: Botella de material plástico que presenta un fondo a partir del cual se extiende un cuerpo según un eje central (Z) hasta un cuello […]