MÉTODO PARA COFORMAR UN REBORDE DE REFUERZO EN UN CIERRE DE EXTREMO DE RECIPIENTE.
Método para alterar la geometría de un cierre (2) de extremo metálico que está adaptado para su interconexión a un cuello de un recipiente,
que comprende: proporcionar un cierre (2) de extremo metálico que comprende un gancho (6) de cubierta periférico, una pared (8) de sujeción que se extiende hacia abajo desde el mismo, un avellanado (10) que tiene una pared (14) de panel exterior interconectada con un extremo inferior de la pared (8) de sujeción, y una pared (12) de panel interior interconectada con un panel (4) central; proporcionar una herramienta de conformación que gira alrededor de un eje central, teniendo dicha herramienta de conformación una superficie exterior con una forma predeterminada; colocar dicha superficie exterior de dicha herramienta de conformación en contacto con al menos una de la pared (12) de panel interior, la pared (14) de panel exterior y la pared (8) de sujeción, del cierre (2) de extremo metálico, en el que se forma una forma distintiva en dicho cierre (2) de extremo y dicha herramienta de conformación forma una forma preferida en dicha pared (12) de panel interior caracterizado porque el método comprende proporcionar una herramienta de reformación que se coloca en una relación opuesta con respecto a dicha herramienta de conformación, comprendiendo además dicha herramienta de reformación una geometría predeterminada para formar una forma preferida en dicho cierre (2) de extremo metálico; en el que dicha herramienta de reformación forma una geometría preferida en la pared (14) de panel exterior
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/US2006/025500.
Solicitante: BALL CORPORATION.
Nacionalidad solicitante: Estados Unidos de América.
Dirección: 10 LONGS PEAK DRIVE BROOMFIELD, CO 80021-2510 ESTADOS UNIDOS DE AMERICA.
Inventor/es: JACOBER,MARK A, CHASTEEN,Howard, JENTZSCH,Kevin,Reed.
Fecha de Publicación: .
Fecha Solicitud PCT: 29 de Junio de 2006.
Clasificación PCT:
- B21D22/14 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F). › B21D 22/00 Conformación sin cortado, por estampado, repujado o embutido (por medio de operaciones que no sean las que utilizan dispositivos o herramientas rígidas, masas flexibles o elásticas B21D 26/00). › Repujado de piezas de revolución por rotación.
- B21D3/02 B21D […] › B21D 3/00 Enderezado o restaurado de la forma de barras, tubos o perfiles metálicos, o de objetos determinados hechos a partir de estos materiales, lleven o no partes de chapa. › por medio de rodillos troqueladores.
- B21D51/44 B21D […] › B21D 51/00 Fabricación de objetos huecos (a partir de tubos con paredes espesas o no uniformes B21K 21/00). › Fabricación de cierres, p. ej. tapas (a partir de hojas metálicas delgadas en la misma forma en que se confeccionan cápsulas de papel B31D 5/00; fabricación y colocación simultánea de los cierres B67B).
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia.
PDF original: ES-2374425_T3.pdf
Fragmento de la descripción:
Método para conformar un reborde de refuerzo en un cierre de extremo de recipiente.
Campo de la invención
La presente invención se refiere a un método para utilizar una herramienta de conformación por rotación para formar una forma geométrica diferenciada en un cierre de extremo de recipiente que está adaptada para su interconexión con un cuello de recipiente y que tiene solidez y resistencia a la deformación mejoradas.
Antecedentes de la invención
Los recipientes, y más específicamente recipientes metálicos para bebidas, se fabrican normalmente interconectando un cierre de extremo de lata de bebida en un cuerpo de recipiente de bebida. En algunas aplicaciones, puede interconectarse un cierre de extremo tanto en un lado superior como en un lado inferior de un cuerpo de lata. Sin embargo, más frecuentemente, cierre de extremo de lata de bebida se interconecta en un extremo superior de un cuerpo de lata de bebida que se estira y se alisa a partir de una lámina plana de material en bruto tal como aluminio. Debido a las presiones internas posiblemente altas generadas por bebidas carbonatadas, normalmente se requiere que tanto el cuerpo de lata de bebida como el cierre de extremo de lata de bebida resistan presiones internas superiores a 620,53 kPa (90 psi) sin deformación catastrófica y permanente. Además, dependiendo de diversas condiciones del entorno tales como calor, sobrellenado, alto contenido en CO2 y vibración, la presión interna en una lata de bebida típica puede superar algunas veces 689,48 kPa (100 psi). Por tanto, los cuerpos de lata de bebida y cierres de extremo deben ser duraderos para resistir altas presiones internas, aunque se fabriquen con materiales extremadamente finos y duraderos tales como aluminio para disminuir el coste global del procedimiento de fabricación y el peso del producto acabado.
Por consiguiente, existe una necesidad significativa de un cierre de extremo de recipiente de bebida duradero que pueda resistir las altas presiones internas creadas por bebidas carbonatadas, y las fuerzas externas aplicadas durante el envío, aunque se fabrique de un material metálico duradero, ligero y extremadamente fino con una configuración geométrica que reduce los requisitos de material. Se han realizado intentos anteriores para proporcionar cierres de extremo de recipiente de bebida con configuraciones geométricas únicas para proporcionar ahorros de material y mejorar la solidez. Un ejemplo de un cierre de extremo de este tipo se describe en la patente estadounidense n.º 6.065.634 concedida a Crown Cork and Seal Technology Corporation, titulada "Can End and Method for Fixing the Same to a Can Body". Otras invenciones conocidas en la técnica han intentado mejorar la solidez de cierres de extremo de recipiente y ahorrar costes de material mejorando la geometría de la región avellanada. Ejemplos de estas patentes son la patente estadounidense n.º 5.685.189 y la patente estadounidense n.º 6.460.723 concedidas a Nguyen et al, que se incorporan en el presente documento en su totalidad como referencia. Otra solicitud pendiente que da a conocer otra geometría de cierre de extremo mejorada se da a conocer en la solicitud de patente estadounidense pendiente con n.º de serie 10/340.535, que se presentó el 10 de enero de 2003 y se incorpora adicionalmente en el presente documento en su totalidad como referencia. Finalmente, el cesionario de la presente solicitud es titular de otra solicitud pendiente relacionada con el reformado y reperfilado de un fondo de recipiente, que se da a conocer en la patente estadounidense pendiente n.º 11/020.944 y que se incorpora adicionalmente en el presente documento como referencia en su totalidad.
El documento EP 0 049 020 A1 da a conocer un método para alterar la geometría de un cierre de extremo metálico que comprende un mandril y un rodillo que se usan para conformar una pared de panel exterior de un cierre de extremo metálico. Los documentos WO 02/068281 A1 y US 2002/0158071 A1 dan a conocer otros intentos para mejorar la solidez de un extremo de lata de bebida dotando a un extremo inferior de una pared de sujeción con un reborde de refuerzo.
La siguiente descripción describe un cierre de extremo de recipiente mejorado que está adaptado para su interconexión a un cuerpo de recipiente y que tiene un avellanado mejorado, geometría de pared de sujeción, y profundidad de unidad que ahorra significativamente costes de material, aunque puede resistir presiones internas significativas.
Se han intentado generalmente métodos y aparatos anteriores usados para aumentar la solidez de un cierre de extremo de recipiente usando prensas de conformación tradicionales, que usan una secuencia de operaciones de mecanizado en una prensa oscilante para crear una geometría específica. Desafortunadamente, con el uso de aluminio de bajo calibre y otros materiales metálicos finos, se ha vuelto cada vez más difícil formar una geometría preferida sin problemas de control de calidad como resultado de las propiedades físicas del cierre de extremo y la dificultad de conservar una forma deseada. Además, cuando se trabaja un material metálico fino en una prensa de conformación tradicional, determinadas partes del cierre de extremo pueden volverse más finas, o bien por estiramiento o bien por operaciones de curvatura, comúnmente conocidas como "acuñamiento". Cuando se produce una reducción del espesor excesiva, la solidez global y la integridad del cierre de extremo pueden verse comprometidas. Además, resulta prácticamente imposible formar determinadas geometrías con una prensa de matriz típica. Por tanto, hay una necesidad significativa en la industria de un nuevo método y aparato para conformar una forma preferida en un cierre de extremo, y que use rodillos y otros dispositivos mecánicos que puedan formar una forma preferida en el cierre de extremo sin requerir prensas de conformación tradicionales y los problemas inherentes relacionados con las mismas.
Además, se necesitan nuevas geometrías de cierre de extremo que tengan formas diferenciadas y proporcionen solidez y resistencia a la deformación superiores cuando se interconectan con recipientes presurizados. Tal como se mencionó anteriormente normalmente estas geometrías no son viables usando técnicas de fabricación de cierre de extremo tradicionales. Por tanto, existe una necesidad significativa de nuevas geometrías de cierre de extremo que tengan características de solidez mejoradas y que puedan conformarse con materiales metálicos de pared fina.
Sumario de la invención
Por tanto un aspecto de la presente invención es proporcionar un método mejorado para conformar uno o más rebordes de refuerzo u otras formas geométricas en un cierre de extremo de recipiente. Por tanto, en un aspecto de la presente invención, se utilizan uno o más rodillos de conformación para conformar por rotación una parte de una parte de pared interior o exterior de una pared de sujeción o un avellanado de cierre de extremo para proporcionar características de solidez mejoradas y posibles ahorros de material. Tal como se usa en el presente documento, la expresión "conformación por rotación" también puede referirse a "reformar" o "reperfilar" y puede definirse generalmente como un procedimiento para alterar el perfil geométrico de un cierre de extremo de recipiente. Según la he invención, se proporciona un método para cambiar la geometría de un cierre de extremo metálico según la reivindicación 1.
Breve descripción de los dibujos
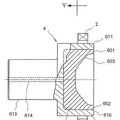
La figura 1 es una vista en alzado en sección transversal frontal de una realización de la invención mostrada antes del reformado o conformado por rotación;
la figura 2 es una vista en alzado en sección transversal frontal de la realización mostrada en la figura 1 y que muestra el reformado interior en el que se coloca un canal en una pared de panel interior;
la figura 2A es una vista en alzado en sección transversal frontal que muestra una variación del reformado mostrado en la figura 2;
la figura 3 es una vista en alzado frontal en sección transversal de una realización alternativa de la presente invención, en la que se reforma una pared de panel exterior;
la figura 3A es una vista en alzado frontal en sección transversal que representa una variación de la realización mostrada en la figura 3;
la figura 4 es una vista en alzado frontal en sección transversal que muestra un cierre de extremo de carcasa que se ha reformado tanto en una pared de panel interior como en una pared de panel exterior;
... [Seguir leyendo]
Reivindicaciones:
1. Método para alterar la geometría de un cierre (2) de extremo metálico que está adaptado para su interconexión a un cuello de un recipiente, que comprende:
proporcionar un cierre (2) de extremo metálico que comprende un gancho (6) de cubierta periférico, una pared (8) de sujeción que se extiende hacia abajo desde el mismo, un avellanado (10) que tiene una pared (14) de panel exterior interconectada con un extremo inferior de la pared (8) de sujeción, y una pared (12) de panel interior interconectada con un panel (4) central;
proporcionar una herramienta de conformación que gira alrededor de un eje central, teniendo dicha herramienta de conformación una superficie exterior con una forma predeterminada;
colocar dicha superficie exterior de dicha herramienta de conformación en contacto con al menos una de la pared (12) de panel interior, la pared (14) de panel exterior y la pared (8) de sujeción, del cierre (2) de extremo metálico, en el que se forma una forma distintiva en dicho cierre (2) de extremo y dicha herramienta de conformación forma una forma preferida en dicha pared (12) de panel interior caracterizado porque el método comprende proporcionar una herramienta de reformación que se coloca en una relación opuesta con respecto a dicha herramienta de conformación, comprendiendo además dicha herramienta de reformación una geometría predeterminada para formar una forma preferida en dicho cierre (2) de extremo metálico;
en el que dicha herramienta de reformación forma una geometría preferida en la pared (14) de panel exterior.
2. Método según la reivindicación 1, en el que dicho cierre (2) de extremo metálico se soporta en una posición sustancialmente estacionaria mientras gira dicha herramienta de conformación.
3. Método según la reivindicación 2, que comprende además unos medios de retención para retener dicho cierre (2) de extremo en una posición sustancialmente estacionaria.
4. Método según la reivindicación 3, en el que dichos medios de retención comprenden un mandril que se acopla con fricción y retiene el cierre (2) de extremo.
5. Método según la reivindicación 1, en el que dicha superficie exterior de herramienta de conformación tiene una forma arqueada.
6. Método según la reivindicación 1, que comprende además unos medios de desviación operativamente interconectados con la herramienta de conformación.
7. Método según la reivindicación 6, en el que dichos medios de desviación comprenden un resorte.
8. Método según la reivindicación 1, en el que dicha herramienta de conformación comprende al menos un rodillo sustancialmente circular.
Patentes similares o relacionadas:
Procedimiento y dispositivo para la laminación por presión, del 15 de Abril de 2020, de Leifeld Metal Spinning AG: Procedimiento para laminación por presión, en particular de la rueda de un vehículo, en el que una pieza de trabajo se pone en rotación alrededor de un eje de […]
Dispositivo de fabricación de llantas de vehículo de motor de metal ligero, del 5 de Noviembre de 2019, de SSB-Maschinenbau GmbH: Se pone a disposición un dispositivo de fabricación de llantas de metal ligero de vehículo de motor a partir de un dispositivo de conformación por estirado […]
Combinación de un dispositivo y una preforma y procedimiento para la fabricación de una rueda de metal ligero, del 15 de Marzo de 2017, de Ronal AG: Combinación de un dispositivo para la fabricación de una rueda de metal ligero a partir de una preforma y de una preforma de la rueda de […]
Aparato de reconfiguración de un cierre terminal de recipiente metálico y uso de dicho aparato, del 20 de Mayo de 2015, de BALL CORPORATION: Un aparato de reconfiguración de un cierre terminal metálico que comprende un gancho de cubierta periférico, una pared de presión que […]
Procedimiento y dispositivo para la conformación de una pieza de trabajo, del 17 de Diciembre de 2014, de Leifeld Metal Spinning AG: Procedimiento para la conformación de una pieza de trabajo con un eje central , una zona radialmente interior y una zona […]
Procedimiento para transformar un disco de chapa, del 30 de Abril de 2014, de WF-MASCHINENBAU UND BLECHFORMTECHNIK GMBH & CO. KG: Procedimiento para transformar un disco de chapa , que está colocado sobre una herramienta plana que gira alrededor de un eje , y que […]
 Procedimiento para la fabricación de una pieza de transmisión, simétrica a la rotación, del 11 de Diciembre de 2013, de WF-MASCHINENBAU UND BLECHFORMTECHNIK GMBH & CO. KG: Procedimiento para la fabricación de una pieza de transmisión, simétrica a la rotación, fabricada de unapieza, especialmente una corona de arrancador, con una parte de envolvente […]
Procedimiento para la fabricación de una pieza de transmisión, simétrica a la rotación, del 11 de Diciembre de 2013, de WF-MASCHINENBAU UND BLECHFORMTECHNIK GMBH & CO. KG: Procedimiento para la fabricación de una pieza de transmisión, simétrica a la rotación, fabricada de unapieza, especialmente una corona de arrancador, con una parte de envolvente […]
 Procedimiento de cierre y máquina de cierre, del 5 de Agosto de 2013, de KAYABA INDUSTRY CO., LTD.: Procedimiento de cierre para cerrar un extremo abierto de una pieza de trabajo presionando una matriz calentada mediante un dispositivo de […]
Procedimiento de cierre y máquina de cierre, del 5 de Agosto de 2013, de KAYABA INDUSTRY CO., LTD.: Procedimiento de cierre para cerrar un extremo abierto de una pieza de trabajo presionando una matriz calentada mediante un dispositivo de […]