PROCEDIMIENTO DE REALIZACIÓN DE UN ROSCADO INTERIOR POR MECANIZADO AUTOMÁTICO EN UN ORIFICIO MECANIZADO.
Procedimiento de realización de un roscado interior en un orificio (2) por mecanizado automático mandado a distancia,
caracterizado porque: - se introduce en el orificio mecanizado (2) un electrodo (11) provisto de filetes (20) cuya forma y dimensiones han sido previamente determinadas en función de la forma y las dimensiones de los filetes del roscado interior a obtener, - se mecanizan por electroerosión los filetes del roscado desplazando de forma orbital el electrodo (11) en el orificio mecanizado (2), sin rotación sobre sí mismo y según un número predeterminado de pasadas, y - se regulan los parámetros de mecanizado en función de cada pasada a efectuar
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/FR2005/000430.
Solicitante: AREVA NP.
Nacionalidad solicitante: Francia.
Dirección: TOUR AREVA 1 PLACE DE LA COUPOLE 92400 COURBEVOIE FRANCIA.
Inventor/es: BLOCQUEL, ALAIN.
Fecha de Publicación: .
Fecha Solicitud PCT: 23 de Febrero de 2005.
Clasificación Internacional de Patentes:
- B23H1/04 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23H TRABAJO DEL METAL POR ACCION DE UNA ALTA CONCENTRACION DE CORRIENTE ELECTRICA, SOBRE LA PIEZA DE TRABAJO UTILIZANDO UN ELECTRODO EN LUGAR DE UNA HERRAMIENTA; UTILIZACION COMBINADA DE ESTA FORMA DE TRABAJO CON OTRAS FORMAS DE TRABAJO DEL METAL (procesos para producción electrolítica o electroforética de revestimientos, galvanoplastia, aparatos a este efecto C25D; procedimientos para retirar electrolíticamente material de los objetos C25F; fabricación de circuitos impresos utilizando técnicas de precipitación para aplicar el material conductor de manera que forme el diseño del conductor deseado H05K 3/18). › B23H 1/00 Trabajo por descarga eléctrica, es decir, levantamiento de metal por medio de unas series de descargas eléctricas en cadena entre un electrodo y la pieza de trabajo en presencia de un fluido dieléctrico. › Electrodos especialmente adaptados a este efecto o su fabricación (B23H 9/00 tiene prioridad).
- B23H7/28 B23H […] › B23H 7/00 Procedimientos o aparatos aplicables a trabajos de descarga eléctrica y trabajos electroquímicos. › Desplazamiento del electrodo en un plano perpendicular a la dirección de avance, p. ej. desplazamiento orbital.
- B23H9/00C
Clasificación PCT:
- B23H1/04 B23H 1/00 […] › Electrodos especialmente adaptados a este efecto o su fabricación (B23H 9/00 tiene prioridad).
- B23H7/28 B23H 7/00 […] › Desplazamiento del electrodo en un plano perpendicular a la dirección de avance, p. ej. desplazamiento orbital.
- B23H9/00 B23H […] › Trabajo especialmente adaptado para tratar objetos metálicos particulares o para obtener efectos o resultados particulares sobre objetos metálicos (tratamiento térmico por descarga catódica C21D 1/38).
Clasificación antigua:
- B23H1/04 B23H 1/00 […] › Electrodos especialmente adaptados a este efecto o su fabricación (B23H 9/00 tiene prioridad).
- B23H7/28 B23H 7/00 […] › Desplazamiento del electrodo en un plano perpendicular a la dirección de avance, p. ej. desplazamiento orbital.
- B23H9/00 B23H […] › Trabajo especialmente adaptado para tratar objetos metálicos particulares o para obtener efectos o resultados particulares sobre objetos metálicos (tratamiento térmico por descarga catódica C21D 1/38).
Países PCT: Bélgica, España, Suecia.
PDF original: ES-2357133_T3.pdf
Fragmento de la descripción:
La presente invención se refiere a un procedimiento de realización de un roscado interior en un orificio por mecanizado automático, mandado a distancia.
En las instalaciones en medio hostil, como por ejemplo los reactores nucleares, es necesario efectuar unas intervenciones en particular de mecanizado que, teniendo en cuenta el medio, sólo pueden ser mandadas a distancia. 5
Una de las técnicas utilizadas habitualmente para realizar un mecanizado en este tipo de entorno es el mecanizado por electroerosión. Es el caso en particular para realizar un roscado interior en una pieza en la que es conocido utilizar un electrodo que es roscado en un orificio mecanizado.
En este procedimiento, el electrodo que tiene un perfil que se parece al del tornillo que será dispuesto ulteriormente en el roscado interior a realizar, está animado con un movimiento helicoidal correspondiente a su paso. Este movimiento le 10 es comunicado por un cabezal de electroerosión específica que comprende en particular un tornillo madre que tiene el mismo paso.
Aunque este procedimiento es relativamente simple de realizar, adolece de algunos inconvenientes, en particular cuando el roscado interior debe ser realizado en un orificio mecanizado ciego y poco profundo.
En efecto, en dicho caso, únicamente los filetes de entrada del roscado interior realizado presentan un perfil parecido al 15 perfil a obtener, mientras que los filetes alejados de la entrada del roscado interior presentan un perfil que se altera progresivamente por lo que el roscado interior resulta cada vez más cónico. Esta alteración geométrica se debe esencialmente al desgaste del electrodo que se produce a medida que tiene lugar su progresión en el orificio mecanizado.
Por otra parte, para realizar el roscado interior según este procedimiento, es posible utilizar un solo régimen de 20 mecanizado, o bien un régimen de desbaste que permite una ganancia de tiempo de mecanizado pero que proporciona un estado de superficie mediocre y susceptible de presentar unas microfisuras en superficie, o bien un régimen de acabado que proporciona un buen estado de superficie, pero que conduce a unos tiempos de mecanizado prohibitivos y a unos desgastes superiores que afectan aún más la geometría final del roscado.
Además de estos inconvenientes, otro inconveniente de este procedimiento reside en el hecho de que en el caso de 25 averías eventuales del sistema de desplazamiento del electrodo en el curso del mecanizado de roscado interior, es preciso utilizar otro sistema para desenroscar el electrodo y extraerlo del orificio mecanizado, con el riesgo de deteriorar el filete ya roscado en el orificio mecanizado.
Por último, este procedimiento necesita disponer de un sistema de arrastre del electrodo adecuado a cada valor de paso en función del filete del roscado interior a realizar. 30
Se conoce a partir del documento US-A-2.773.968, un dispositivo de mecanizado por electroerosión de una perforación y/o de un roscado interior. Este dispositivo comprende un electrodo provisto de filetes cuya forma y dimensiones son determinadas en función de la forma y de las dimensiones de los filetes a obtener. El electrodo está animado con un movimiento de rotación planetario alrededor de un eje correspondiente al eje del orificio a obtener así como de un movimiento de rotación sobre sí mismo. Estos dos movimientos están coordinados con un movimiento de avance para 35 realizar el roscado interior.
En este caso también, el perfil de los filetes no es constante en toda la longitud del roscado.
La invención tiene por objetivo proponer un procedimiento de realización de un roscado interior en un orificio por mecanizado automático mandado a distancia que permite evitar los inconvenientes mencionados anteriormente.
La invención tiene por tanto por objeto un procedimiento de realización de un roscado interior en un orificio por 40 mecanizado automático mandado a distancia, caracterizado porque:
- se introduce en el orificio mecanizado un electrodo provisto de filetes cuya forma y dimensiones han sido previamente determinadas en función de la forma y las dimensiones de los filetes del roscado interior a obtener,
- se mecanizan por electroerosión los filetes del roscado interior desplazando de forma orbital el electrodo en el orificio mecanizado, sin rotación sobre sí mismo y según un número predeterminado de pasadas, y 45
- se regulan los parámetros de mecanizado en función de cada pasada a efectuar.
Según otras características de la invención:
- el conjunto de las pasadas se efectúa mediante un solo electrodo cuya forma y dimensiones de los filetes son determinadas para tener en cuenta su desgaste en el curso de estas pasadas y para obtener los filetes deseados del roscado interior, 50
- el conjunto de las pasadas comprende:
- una pasada de predesbaste,
- una pasada de desbaste, y
- por lo menos una pasada de acabado,
- la regulación de los parámetros de mecanizado en el curso de dichas pasadas consiste en modificar por lo menos la intensidad y la duración de los impulsos de la corriente y la profundidad de la pasada del electrodo, 5
- en el curso de cada pasada y simultáneamente al desplazamiento orbital del electrodo, se imprimen a este electrodo unas pulsaciones radiales al orificio mecanizado.
La invención se pondrá más claramente de manifiesto a partir de la descripción siguiente, dada a título de ejemplo y haciendo referencia a los planos adjuntos, en los que:
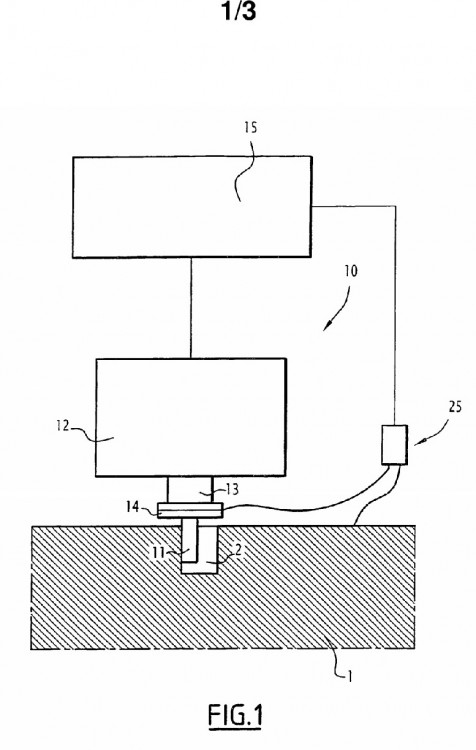
- la figura 1 es una vista esquemática en alzado de un dispositivo de realización de un roscado interior, de 10 acuerdo con la invención,
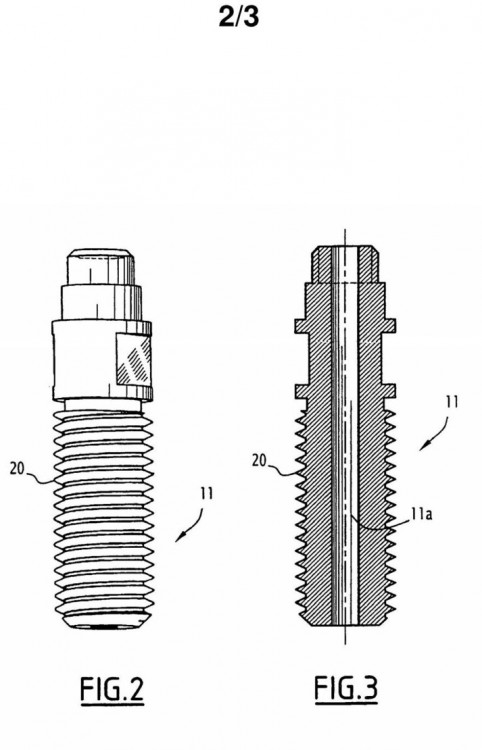
- la figura 2 es una vista en perspectiva de un electrodo del dispositivo de acuerdo con la invención,
- la figura 3 es una vista en sección axial del electrodo del dispositivo, de acuerdo con la invención,
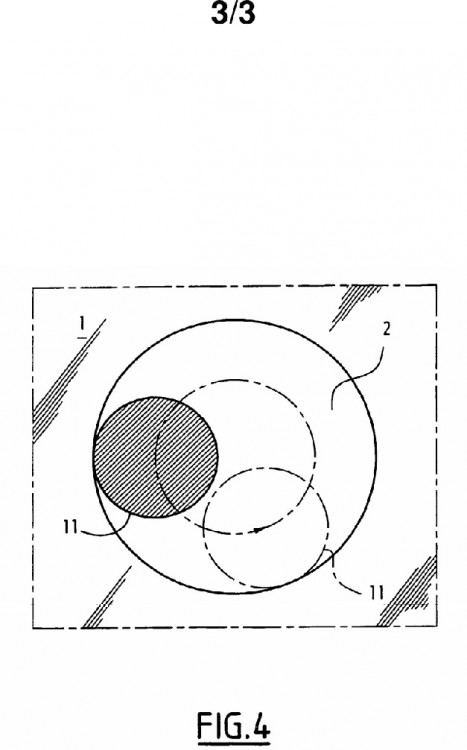
- la figura 4 es una vista esquemática por encima que muestra el desplazamiento del electrodo en un orificio mecanizado. 15
En la figura 1, se ha representado esquemáticamente una pieza 1, como por ejemplo una tapa de una tubería primaria de un generador de vapor de una central nuclear que presenta un orificio mecanizado 2 en el que se debe restaurar un roscado interior por medio de un dispositivo de realización de este roscado interior, designado en su conjunto por la referencia 10.
Como muestra la figura 1, el dispositivo 10 comprende un electrodo 11 soportado por un cabezal mecanizado 12 por 20 medio de un portaelectrodo 13. Este portaelectrodo 13 puede estar equipado con un anillo 14 que permite limitar el desplazamiento vertical del electrodo 11 más allá de un valor a alcanzar y así evitar cualquier sobrepasado de manera que garantice la profundidad a respetar para el roscado interior a obtener en el orificio mecanizado 2. El cabezal de mecanizado 12 es un cabezal con 2 ejes X, Y de desplazamiento con el fin de transmitir al electrodo 11 un movimiento determinado, como se verá posteriormente. 25
El cabezal de mecanizado 12 está conectado a una unidad de mando designada por la referencia 15.
Como se ha representado en las figuras 2 y 3, el electrodo 11 está provisto de filetes 20, cuya forma y las dimensiones son previamente predeterminadas en función de la forma y de las dimensiones de los filetes del roscado interior a obtener en el orificio mecanizado 2. De manera general, el diámetro en el vértice del filete del electrodo 11 es igual al diámetro de fondo del filete del roscado interior del orificio mecanizado 2 menos 1 mm. El perfil de los filetes 20 del 30 electrodo 11 es determinado para que este electrodo pueda formar por electroerosión totalmente el roscado interior del orificio mecanizado 2 según un número predeterminado de pasadas y este perfil integra los diferentes porcentajes de desgaste cuando tiene lugar cada pasada de mecanizado con el fin de llegar al término de la última pasada de acabado, al perfil a obtener del roscado interior sin tener que efectuar un cambio de electrodo en el curso del mecanizado. 35
Preferentemente, el electrodo 11 está realizado en una aleación de “Cuprotungsteno”. El mismo se puede realizar asimismo en grafito, en cobre, o también en unas aleaciones de molibdeno y, de manera general, en cualquier material conductor de la electricidad.... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento de realización de un roscado interior en un orificio (2) por mecanizado automático mandado a distancia, caracterizado porque:
- se introduce en el orificio mecanizado (2) un electrodo (11) provisto de filetes (20) cuya forma y dimensiones han sido previamente determinadas en función de la forma y las dimensiones de los filetes del roscado interior a 5 obtener,
- se mecanizan por electroerosión los filetes del roscado desplazando de forma orbital el electrodo (11) en el orificio mecanizado (2), sin rotación sobre sí mismo y según un número predeterminado de pasadas, y
- se regulan los parámetros de mecanizado en función de cada pasada a efectuar.
2. Procedimiento según la reivindicación 1, caracterizado porque el conjunto de las pasadas se efectúa por un solo 10 electrodo (11) cuya forma y dimensiones de los filetes son determinadas para tener en cuenta su desgaste en el curso de estas pasadas y para obtener unos filetes deseados del roscado interior.
3. Procedimiento según la reivindicación 1 ó 2, caracterizado porque el conjunto de las pasadas comprende:
- una pasada de predesbaste,
- una pasada de desbaste, y 15
- por lo menos una pasada de acabado.
4. Procedimiento según cualquiera de las reivindicaciones 1 a 3, caracterizado porque la regulación de los parámetros de mecanizado en el curso de dichas pasadas consiste en modificar por lo menos la intensidad y la duración de los impulsos de la corriente y la profundidad de la pasada del electrodo (11).
5. Procedimiento según cualquiera de las reivindicaciones 1 a 4, caracterizado porque en el curso de cada pasada y 20 simultáneamente al desplazamiento orbital del electrodo (11), se imprimen a este electrodo (11) unas pulsaciones radiales al orificio mecanizado.
Patentes similares o relacionadas:
 Procedimiento y dispositivo para mecanizar electroquímicamente piezas de trabajo, del 3 de Octubre de 2018, de Stoba Sondermaschinen GmbH: Procedimiento para el mecanizado electroquímico de piezas de trabajo con una perforación ciega , tal como por ejemplo de boquillas, estando previsto […]
Procedimiento y dispositivo para mecanizar electroquímicamente piezas de trabajo, del 3 de Octubre de 2018, de Stoba Sondermaschinen GmbH: Procedimiento para el mecanizado electroquímico de piezas de trabajo con una perforación ciega , tal como por ejemplo de boquillas, estando previsto […]
Dispositivo y procedimiento para el tratamiento electroquímico de piezas, del 8 de Marzo de 2017, de Stoba Sondermaschinen GmbH: Dispositivo para el tratamiento electroquímico de piezas con un taladro ciego, como por ejemplo toberas, caracterizado por un cátodo montado […]
OPTIMIZACION DE LOS PARAMETROS DE MECANIZACION PARA MAQUINA DE MECANIZACION POR ELECTROEROSION., del 16 de Febrero de 2007, de AGIE SA: Procedimiento para el mecanizado electroerosivo o electroquímico de piezas de trabajo, en el que un electrodo de mecanizado se mueve respecto a una pieza de […]
HILO PARA ELECTROEROSION CON CAPA SUPERFICIAL OPTIMIZADA., del 16 de Mayo de 2006, de THERMOCOMPACT: Hilo de electrodo para mecanización por descargas erosivas, que comprende un ánima metálica con un revestimiento de una capa superficial […]
PROCEDIMIENTO PARA HORADAR UNO O MAS ORIFICIOS EN UNA PIEZA METALICA POR ELECTROEROSION., del 1 de Febrero de 1983, de CEGEDUR: Mejoras introducidas en el objeto de la patente principal nº 481.005, concedida el 16 de agosto de 1980, por: Procedimiento para horadar uno […]
PROCEDIMIENTO PARA HORADAR UNO O MAS ORIFICIOS EN UNA PIEZA METALICA POR ELECTROEROSION., del 16 de Agosto de 1980, de CEGEDUR S.DE TRANS.DE L'ALUMINIUM PECHINEY: Procedimiento para horadar uno o más orificios en una pieza metálica por electroerosión, siendo el orificio cilíndrico de cualquier sección, y realizado […]
MEJORAS INTRODUCIDAS EN UNA MAQUINA DE DESCARGA ELECTRICA., del 1 de Enero de 1980, de WILLIAM J. GAUMOND: Se describe una máquina de descarga eléctrica que tiene un electrodo y un mecanismo para arrastrar el electrodo a lo largo de un trayecto […]
UN PROCEDIMIENTO DE PREPARAR UN SOL DE HIERRO ESTABILIZADO CARGADO POSITIVAMENTE, del 16 de Enero de 1960, de AMERICAN CYANAMID COMPANY: Procedimiento de preparar un sol de hierro cargado positivamente, estabilizado, que se caracteriza por añadir dextrina amarilla de fécula de patata que […]