PROCEDIMIENTO DE REALIZACIÓN DE AGUJEROS EN UN TUBO POR FLUOPERFORACIÓN.
Procedimiento de realización de agujero en un tubo (1) por fluoperforación,
según el cual, previamente a la fluoperforación, se realiza en el tubo (1) una concavidad (2) destinado a formar una pequeña superficie plana (3) sobre la cual se realiza el agujero (10) por fluoperforación, caracterizado porque la concavidad (2) se realiza en caliente con ayuda de un fluoperforador que dispone de un útil de fluoperforación (20) de carburo de tungsteno, cuya cabeza presenta una cara delantera (21) provista de una punta de centrado (22) y de tamaño correspondiente al de la superficie plana (3)
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E03291211.
B21C37/29TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21CFABRICACION DE CHAPAS, ALAMBRES, BARRAS, TUBOS, PERFILES METALICO O PRODUCTOS ANALOGOS SEMIACABADOS POR PROCEDIMIENTOS DISTINTOS AL LAMINADO; OPERACIONES AUXILIARES RELACIONADAS CON EL TRABAJO DE METALES SIN ARRANQUE SUSTANCIAL DE MATERIA. › B21C 37/00 Fabricación de chapas, barras, alambres, tubos, perfiles metálicos,o de productos análogos semiacabados, no prevista en otro lugar; Fabricación de tubos de forma particular. › Fabricación de órganos de derivación, p. ej. piezas en forma de T.
Clasificación antigua:
B21C37/29B21C 37/00 […] › Fabricación de órganos de derivación, p. ej. piezas en forma de T.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
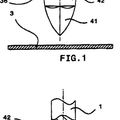
Procedimiento de realización de agujeros en un tubo por fluoperforación. La invención concierne a un procedimiento de realización de agujeros en un tubo por fluoperforación conforme al preámbulo de la reivindicación 1, en particular para la implantación de sondas de medición en los dispositivos de escape de los vehículos automóviles. Para implantar sensores de medición en tubos de escape, es conocido el hecho de realizar por fluoperforación un agujero directamente con su cañón y su brida, pudiendo obtenerse igualmente el terrajado del cañón directamente durante la fluoperforación o después de ésta. La técnica de fluoperforación es un procedimiento térmico que permite perforar agujeros circulares cuyo diámetro es de tres a cuatro veces superior al espesor del material en placas metálicas o en tubos metálicos de paredes relativamente finas, con ayuda de un útil de carburo metálico cónico y poligonal. Se podrá remitir en particular sobre este objeto a los documentos US 3429171, 3939683 o 4454741. Durante la realización por fluoperforación de un agujero en un tubo, el espesor de material impulsado destinado a formar el cañón y la brida del agujero depende no sólo del espesor del tubo, sino también de su diámetro exterior. Generalmente, la fluoperforación se realiza por una fluoperforadora que ataca el tubo sobre una generatriz perpendicularmente al eje del tubo. Cuando el tubo tiene una pared cilíndrica muy fina y el agujero a fluoperforar es relativamente grande con respecto al diámetro del tubo, la cantidad de material impulsado puede ser irregular en algunos sitios y fragilizar el cañón realizado hasta el punto de que no se asegura poder practicar allí una perforación que asegure una colocación eficaz del sensor ulteriormente o, por lo menos, no se asegura que la resistencia al par de apriete del sensor en el terrajado del agujero sea conforme al valor deseado. El documento DE 42 24 131 da a conocer las características del preámbulo de la reivindicación 1 anexa. La invención tiene por objeto resolver esta dificultad. La invención alcanza su objeto proponiendo un procedimiento de fluoperforación de un agujero en un tubo conforme a la reivindicación 1 anexa. Es ventajoso prever justo antes de la fluoperforación del agujero la disposición de una arandela entre el fluoperforador de realización del agujero y el tubo, en la concavidad que se acaba de realizar. Gracias a la fricción y a la elevación de temperatura debido a la fluoperforación (en los alrededores de 1000ºC), la arandela se encontrará soldada al tubo y una parte de su material constitutivo podrá servir para la elaboración por fluencia del cañón y de la brida. Otras características y ventajas de la invención resultarán de la lectura de la descripción que sigue con referencia a los dibujos anexos, en los cuales: - La figura 1 es una vista esquemática en semisección parcial longitudinal de un tubo durante la formación de la concavidad conforme a la invención, - La figura 2 es una vista desde arriba del tubo de la figura 1, que muestra la concavidad, - La figura 3 es una vista de costado del útil destinado a realizar la concavidad, - La figura 4 es una vista esquemática en semisección parcial longitudinal del tubo después de la colocación de la arandela en la concavidad conforme a la invención, - La figura 5 es una vista desde arriba del tubo de la figura 4, que muestra la arandela en la concavidad, y - La figura 6 es una vista en sección parcial que muestra el agujero realizado por fluoperforación, con su cañón y su brida. El tubo cilíndrico 1, cuyo espesor puede ser, por ejemplo, del orden de 0,7 a 1,5 mm, recibe en el lugar en donde debe formarse por fluoperforación el agujero 10 destinado a la fijación de un sensor de medición, una concavidad 2 constituida por una zona plana circular 3 bordeada por paredes oblicuas 4 más o menos cónicas que la unen a la superficie cilíndrico del tubo 1. La concavidad 2 es formada, conforme a la invención, por el útil de fluoperforación 20 de carburo de tungsteno, cuya cabeza presenta una cara delantera 21 provista de una punta de centrado 22 y rodeada por una superficie cónica 23 de ángulo A, por ejemplo de 15º. El tamaño de la cara delantera 21 corresponde al de la zona 3 y el ángulo de la superficie cónica 23 corresponde a la pendiente de las paredes oblicuas 4. Gracias a la elevación de la temperatura resultante de la fricción del útil sobre el tubo, es posible, al empujar el útil, deformar el tubo para obtener la concavidad necesaria. Después de la realización de la concavidad 2, se dispone una arandela 5, por ejemplo de 2 mm de espesor, sobre la 2 E03291211 04-11-2011 zona circular 3. La arandela puede estar provista de un agujero central 6. Durante la fluoperforación posterior, realizada con el útil convencional de fluoperforación, la arandela 5 se suelda por fricción y elevación de temperatura a la pared plana 3 de la concavidad; el material de la pared plana 3 y de la arandela 5 da origen por fluencia al cañón 11 y a la brida 12 del agujero 10, al que conviene terrajar a continuación antes de la fijación del sensor. El espesor del material en el cañón 11 y la brida 12 es sensiblemente regular en toda la periferia del agujero. 3 E03291211 04-11-2011
Reivindicaciones:
1. Procedimiento de realización de agujero en un tubo (1) por fluoperforación, según el cual, previamente a la fluoperforación, se realiza en el tubo (1) una concavidad (2) destinado a formar una pequeña superficie plana (3) sobre la cual se realiza el agujero (10) por fluoperforación, caracterizado porque la concavidad (2) se realiza en caliente con ayuda de un fluoperforador que dispone de un útil de fluoperforación (20) de carburo de tungsteno, cuya cabeza presenta una cara delantera (21) provista de una punta de centrado (22) y de tamaño correspondiente al de la superficie plana (3). 2. Procedimiento según la reivindicación 1, caracterizado porque se dispone en la concavidad (2) una arandela (5) antes de la fluoperforación del agujero (10). 4 E03291211 04-11-2011 E03291211 04-11-2011
Patentes similares o relacionadas:
UNION DE SOLDADURA POR FRICCION ENTRE UNA PIEZA DE CHAPA Y UN CUERPO ROTATIVO, del 13 de Diciembre de 2010, de EJOT GMBH & CO. KG: Pieza de chapa y cuerpo de rotación insertado en la misma, donde las piezas están unidas mediante una unión de soldadura por fricción, estando la pieza de chapa […]
CHAPA, PROCEDIMIENTO DE FIJACION DE DICHA CHAPA POR FLUOTALADRADO Y ENSAMBLAJE QUE COMPRENDE DICHA CHAPA, del 17 de Marzo de 2010, de RENAULT S.A.S.: Una chapa que comprende una prolongación tubular saliente por un lado y fabricada de manera unitaria con la chapa , definiendo la prolongación tubular un agujero […]
Procedimiento de realización de un elemento de red de protección contra incendios mediante aspersores y elemento asociado, del 6 de Noviembre de 2019, de PROFAB: Procedimiento de fabricación de un elemento de red de protección contra incendios mediante aspersores que comprende las etapas que consisten en:
i) fabricar un […]
PROCEDIMIENTO PARA LA FABRICACION DE UN TUBO DE RAMIFICACION., del 16 de Septiembre de 2005, de DAIMLERCHRYSLER AG: Procedimiento para la fabricación de un tubo de ramificación , previsto para su empleo dentro del tracto del gas de escape de un vehículo automóvil; […]
DISPOSITIVO DE ESCAPE PARA MOTOR DE COMBUSTION INTERNA Y PROCEDIMIENTO PARA SU FABRICACION., del 1 de Noviembre de 2004, de RENAULT: Dispositivo de escape para motor de combustión interna que comprende un elemento de conducto en cuyo interior circulan los gases de […]
PROCEDIMIENTO Y APARATO PARA LA FABRICACION DE UN MANGUITO DE DERIVACION EN UNA TUBERIA., del 16 de Septiembre de 2004, de EFES TEX AG: Procedimiento para el doblado de los bordes de un orificio de tubería para un manguito o cuello a unir al orificio mediante la utilización de un molde de conformación […]
PROCEDIMIENTO PARA LA CONFORMACION DE UNA PIEZA DE TRABAJO POR ALTA PRESION INTERNA., del 16 de Febrero de 2003, de DAIMLERCHRYSLER AG: Procedimiento para la conformación de una pieza de trabajo por alta presión interna dentro de una herramienta cerrada de conformación por alta presión interna ; […]
PROCEDIMIENTO DE FABRICACION DE UN BALANCIN DE CORNADIZA, UN BALANCIN DE CORNADIZA OBTENIDO POR DICHO PROCEDIMIENTO, Y CORNADIZA QUE INCORPORA DICHO BALANCIN., del 16 de Diciembre de 2001, de AGRITUBEL S.A.: PROCEDIMIENTO DE FABRICACION DE UN BALANCIN DE CORNADIS EN EL QUE SE PARTE DE UN TUBO HUECO CONFORMADO, DE ACERO Y, SUCESIVAMENTE, SE REALIZA EN PRIMER LUGAR EN EL […]
Utilizamos cookies para mejorar nuestros servicios y mostrarle publicidad relevante. Si continua navegando, consideramos que acepta su uso. Puede obtener más información aquí. .
 UNION DE SOLDADURA POR FRICCION ENTRE UNA PIEZA DE CHAPA Y UN CUERPO ROTATIVO, del 13 de Diciembre de 2010, de EJOT GMBH & CO. KG: Pieza de chapa y cuerpo de rotación insertado en la misma, donde las piezas están unidas mediante una unión de soldadura por fricción, estando la pieza de chapa […]
UNION DE SOLDADURA POR FRICCION ENTRE UNA PIEZA DE CHAPA Y UN CUERPO ROTATIVO, del 13 de Diciembre de 2010, de EJOT GMBH & CO. KG: Pieza de chapa y cuerpo de rotación insertado en la misma, donde las piezas están unidas mediante una unión de soldadura por fricción, estando la pieza de chapa […]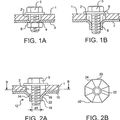 CHAPA, PROCEDIMIENTO DE FIJACION DE DICHA CHAPA POR FLUOTALADRADO Y ENSAMBLAJE QUE COMPRENDE DICHA CHAPA, del 17 de Marzo de 2010, de RENAULT S.A.S.: Una chapa que comprende una prolongación tubular saliente por un lado y fabricada de manera unitaria con la chapa , definiendo la prolongación tubular un agujero […]
CHAPA, PROCEDIMIENTO DE FIJACION DE DICHA CHAPA POR FLUOTALADRADO Y ENSAMBLAJE QUE COMPRENDE DICHA CHAPA, del 17 de Marzo de 2010, de RENAULT S.A.S.: Una chapa que comprende una prolongación tubular saliente por un lado y fabricada de manera unitaria con la chapa , definiendo la prolongación tubular un agujero […]