PROCESO PARA LA FABRICACION DE FREGADEROS U OTROS ELEMENTOS SIMILARESY FREGADERO O ELEMENTO SIMILAR OBTENIDO MEDIANTE DICHO PROCESO.
Proceso para la fabricación de fregaderos u otros elementos similares y fregadero o elemento similar obtenido mediante dicho proceso,
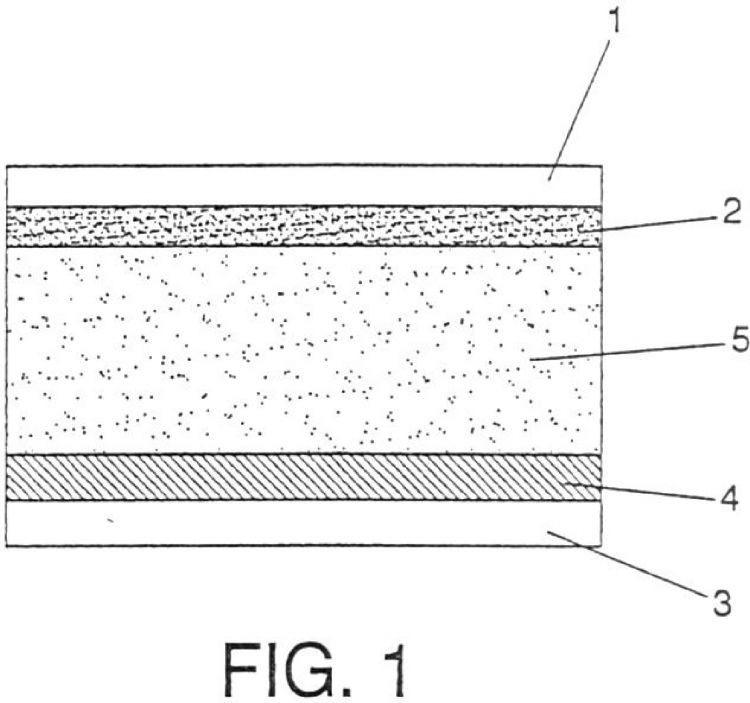
que comprende: pintar el molde con una capa (1) de gel de recubrimiento, o similar, dejar secar 20 minutos; pintar el molde con una segunda capa (2) de gel o de poliéster e inmediatamente enterrarlo en árido; tras 30 minutos, se retira el sobrante no adherido; pintar el contramolde con una: capa (3) de gel y dejar secar 20 minutos; pintar otra capa (4) de resina de poliéster con fibra de vidrio, y dejar secar 30 minutos; una vez secas se unen las dos partes del molde; rellenar con relleno (5) de resina de poliéster premezclada con árido; aplicar vacío a la boca o medios vibrantes; dejar endurecer 6 horas antes de desmoldar
Tipo: Patente de Invención. Resumen de patente/invención. Número de Solicitud: P200801831.
Solicitante: PEREZ GOMEZ,JESUS.
Nacionalidad solicitante: España.
Provincia: MADRID.
Inventor/es: PEREZ GOMEZ,JESUS.
Fecha de Solicitud: 18 de Junio de 2008.
Fecha de Publicación: .
Fecha de Concesión: 8 de Febrero de 2011.
Clasificación Internacional de Patentes:
- B29C70/02 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 70/00 Conformación de materiales compuestos, es decir, materiales plásticos con refuerzos, cargas o partes preformadas, p. ej. inserciones. › que contengan combinaciones de refuerzos y cargas incorporadas en una matriz, formando una o más capas, con o sin capas no reforzadas o no cargadas.
Clasificación PCT:
- B29C70/02 B29C 70/00 […] › que contengan combinaciones de refuerzos y cargas incorporadas en una matriz, formando una o más capas, con o sin capas no reforzadas o no cargadas.
Fragmento de la descripción:
Proceso para la fabricación de fregaderos u otros elementos similares y fregadero o elemento similar obtenido mediante dicho proceso.
Objeto de la invención
La invención, tal como expresa el enunciado de la presente memoria descriptiva, se refiere a un proceso para la fabricación de fregaderos u otros elementos similares y al fregadero o elemento similar obtenido mediante dicho proceso.
Más en particular, el objeto de la invención se centra en un proceso de fabricación a partir de moldeo, que utiliza una singular mezcla de capas de resinas y áridos, que permite obtener elementos, tales como fregaderos u otros de tipo similar (lavabos, bañeras o incluso, superficies o encimeras de cocina, ya que con el molde se puede realizar cualquier forma), aportando a la función a que se destinan destacables ventajas frente a lo ya conocido en el mercado en este campo.
Campo de aplicación de la invención
El campo de aplicación de la presente invención se encuentra dentro del sector de la industria dedicado a la fabricación de elementos sanitarios y/o de cocina, especialmente fregaderos y pilas.
Antecedentes de la invención
En la actualidad y como referencia al estado de la técnica, debe mencionarse que, si bien son conocidos diversos tipos de fregaderos o elementos similares realizados con resinas o materiales plásticos mediante moldeo, éstos presentan numerosos aspectos susceptibles de ser mejorados, concretamente, los referentes a su resistencia frente a la acción de productos químicos, frente al calor, a su acabado poco pulido y falto de brillo, a su resistencia frente a ralladas o golpes, etc.
Por otra parte, son conocidos elementos de cocina, concretamente superficies de encimera, tal como el conocido Silestone®, Compac®, Quarella®, etc., que están realizadas a partir de una mezcla de cuarzo y resinas, cuyas características de acabado y resistencia son muy elevadas, sin embargo, no permiten adoptar formas especiales, quedando limitadas a dicha función de superficie lisa de trabajo.
Se hace, por tanto, necesaria la incorporación a la industria del sector de un sistema de fabricación de elementos para cocina y baño que cuente con las ventajas de los materiales a base de resinas y áridos y que, a la vez, pueda adoptar diferentes formas para ser utilizado como distintos elementos, especialmente fregaderos.
Sin embargo, por parte del solicitante, se desconoce al existencia de ningún otro procedimiento que presente unas características similares a las que presenta el que aquí se preconiza, y cuya finalidad consiste en dar respuesta al objetivo antedicho.
Explicación de la invención
En concreto, el proceso para la fabricación de fregaderos u otros elementos similares que la presente invención propone, que tal como se ha señalado anteriormente se trata de un proceso por moldeo, el cual comprende los siguientes pasos:
- Se pinta el molde con un recubrimiento de gel, resina epoxi, o resina similar apropiada, y se deja secar durante 20 minutos a temperatura ambiente.
- A continuación, se pinta de nuevo el mismo molde con una segunda capa del mismo gel o de otra resina especial de poliéster.
- Inmediatamente después de la aplicación de dicha segunda capa y antes de que ésta se endurezca, se entierra el molde en árido.
- Transcurridos, aproximadamente, 30 minutos, se retira el árido sobrante que no se haya adherido a la segunda capa del molde.
- Paralelamente o a continuación, se pinta el contramolde con el mismo gel de recubrimiento con el que se ha pintado la primera capa del molde, dejándola, igualmente, secar durante 20 minutos.
- A continuación, una vez seca la citada capa de resina, se aplica otra capa de la resina especial de poliéster con fibra de vidrio, y se deja secar durante 30 minutos.
- Una vez secas las dos partes del molde, es decir el molde y el contramolde, se unen.
- Se rellena el espacio entre el molde y el contramolde con resina especial de poliéster premezclada con árido o simplemente se rellena de árido y se vierte posteriormente la resina.
- Se aplica vacío en la boca del molde o bien se somete a vibración para mejor asentamiento de los componentes.
- Se deja endurecer, esperando, al menos 6 horas antes de desmoldar.
Hay que señalar que, en una variante alternativa, algo más sencilla, de la invención, se contempla la realización de menos pasos, obteniéndose como resultado un elemento similar pero con menos capas de resina, concretamente sin las capas intermedias de resina y árido y de resina y fibra de vidrio. Así, en dicha variante los pasos del proceso serían:
- Se pinta el molde con un gel de recubrimiento apropiado y se deja secar durante 20 minutos a temperatura ambiente.
- Una vez seco el molde, se une con el contramolde.
- Se rellena el espacio entre el molde y el contramolde con resina especial de poliéster premezclada con árido o bien se echa el árido y se vierta la resina.
- Se aplica vacío en la boca del molde.
- Se deja endurecer, esperando, al menos 6 horas antes de desmoldar.
Es importante destacar que las resinas a utilizar en el descrito proceso serán preferentemente las que se describen a continuación:
- para la primera capa del molde y, en su caso, del contramolde, se utilizará un gel de recubrimiento.
- para la segunda capa del molde, a la que se adherirán los áridos antes de que endurezca, para la segunda capa del contramolde, si procede, mezclada con fibra de vidrio, y para el relleno, previamente mezclada con árido, se utilizará una resina especial de poliéster insaturado, isoftálica, acelerada y no tixotrópica o bien se verterá el árido y posteriormente se introduce la resina.
Hay que señalar que con dicha resina, para su contacto con productos alimenticios, tal como puede ser el caso propuesto, los resultados de los test de migración son inferiores a los límites de las directivas Europeas (CEE n85/572, 90/128, 93/8), por lo que es apta y puede ser utilizada en contacto con productos alimenticios.
Las piezas deban ser catalizadas con la ayuda de un catalizador O (tipo Butanox LPT) y someterse a una etapa de curado de 24 h a 20ºC, y luego, a un post curado de 3 h a 80ºC.
El nuevo proceso para la fabricación de fregaderos u otros elementos similares representa, por consiguiente, una innovación de características desconocidas hasta ahora para el fin a que se destina, razones que unidas a su utilidad práctica, la dotan de fundamento suficiente para obtener el privilegio de exclusividad que se solicita.
Cuando a lo largo de la memoria descriptiva y reivindicaciones se habla de "árido" se entiende que la misma es solamente sílice o sílice más unas cargas o solamente cargas entre las cuales se pueden citar el cristal, vidrio, espejo, material plástico en estado pulverulento. Cuando se utiliza árido como relleno puede ir unido el mismo con poliuretano expandido, resina sola, fibra de vidrio, etc...
El relleno de la pieza formada puede ser una mezcla de resina y árido, o bien resina sólida o poliuretano expandido solo o resina con fibra, etc.... ya que al ser el relleno del cuerpo y no ser visible puede tener cualquier estructura resistente apropiada.
Descripción de los dibujos
Para complementar la descripción que se está realizando y con objeto de ayudar a una mejor comprensión de las características de la invención, se acompaña a la presente memoria descriptiva, como parte integrante de la misma, de un juego de planos, en los que con carácter ilustrativo y no limitativo se ha representado lo siguiente:
La figura número 1.- Muestra una vista en sección de las capas que comprende un fregadero o elemento similar obtenido mediante la realización preferida del proceso objeto de la invención.
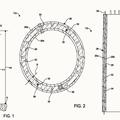
La figura número 2.- Muestra una vista similar a la anterior en la que se aprecian las capas que comprende un fregadero o elemento similar obtenido mediante una realización alternativa del proceso preconizado.
Realización preferente de la invención
A la vista de las mencionadas figuras, y de acuerdo con la numeración adoptada, se puede observar como en una primera opción de realización preferida...
Reivindicaciones:
1. Proceso para la fabricación de fregaderos u otros elementos similares, del tipo realizado por moldeo, caracterizado por comprender los siguientes pasos:
a) Se pinta el molde con una capa (1) de gel de recubrimiento apropiado y se deja secar durante 20 minutos a temperatura ambiente.
b) Una vez seco el molde, se une con el contramolde.
c) Se rellena el espacio entre el molde y el contramolde con un relleno (5) de resina de poliéster premezclada con árido o bien se vierte el árido y posteriormente se inyecta una resina.
d) Se aplica vacío en la boca del molde.
e) Se deja endurecer, esperando, al menos 6 horas antes de desmoldar.
2. Proceso para la fabricación de fregaderos u otros elementos similares, según la reivindicación 1, caracterizado porque entre los pasos a) y b) comprende los siguientes pasos:
- Se pinta de nuevo el mismo molde con una segunda capa (2) del mismo gel o de otra resina de poliéster.
- Inmediatamente después de la aplicación de dicha segunda capa (2) y antes de que ésta se endurezca, se entierra el molde en árido.
- Transcurridos, aproximadamente, 30 minutos, se retira el árido sobrante que no se haya adherido a la segunda capa (2) del molde.
- Paralelamente o a continuación, se pinta el contramolde con una capa (3) del mismo gel con el que se ha pintado la primera capa (1) del molde, dejándola, igualmente, secar durante 20 minutos:
- A continuación, una vez seca la citada capa (3) de gel, se aplica otra capa (4) de resina de poliéster con fibra de vidrio, y se deja secar durante 30 minutos.
- Se deja secar el contramolde.
3. Proceso para la fabricación de fregaderos u otros elementos similares, según las reivindicaciones 1 y 2, caracterizado por el hecho de que las resinas a utilizar serán preferentemente:
- para la primera capa del molde y, en su caso, del contramolde, un gel de recubrimiento,
- y para la segunda capa del molde, a la que se adherirán los áridos antes de que endurezca, para la segunda capa del contramolde, si procede, mezclada con fibra de vidrio, y para el relleno, previamente mezclada con árido, una resina especial de poliéster insaturado, isoftálica, acelerada y no tixotrópica o bien se vierte el árido y seguidamente se inyecta resina.
4. Fregadero o elemento similar, obtenido mediante un proceso de fabricación según las reivindicaciones 2 y 3, caracterizado por el hecho de comprender un cuerpo o relleno (5) de resina de poliéster mezclado con árido, sobre el que existen una capa superior (1) de gel de recubrimiento que será brillante y transparente, y una segunda capa (2) gel o de resina de poliéster con áridos adheridos, contando, inferiormente, con otra capa (4) de resina de poliéster con fibra de vidrio y, finalmente una última capa (3) o capa inferior de gel.
5. Fregadero o elemento similar, obtenido mediante un proceso de fabricación según las reivindicaciones 1 y 3, caracterizado por el hecho de comprender un cuerpo o relleno (5) de resina de poliéster mezclado con árido sobre el que existe una capa superior (1) de gel de recubrimiento que será brillante y transparente.
Patentes similares o relacionadas:
Materiales compuestos, del 10 de Junio de 2020, de CYTEC TECHNOLOGY CORP.: Un material compuesto curable que comprende: i) al menos una capa estructural de fibras de refuerzo impregnadas con una matriz de […]
Componentes de pala del rotor de la turbina eólica y métodos para hacer los mismos, del 1 de Abril de 2020, de Siemens Gamesa Renewable Energy Service GmbH: Un elemento estructural para una pala de turbina eólica que comprende: una capa de preforma (300A - 300H, 400, 400A - 400H) de una viga compuesta que […]
Subestructuras eficientes, del 4 de Diciembre de 2019, de THE BOEING COMPANY: Un componente que comprende: una parte que comprende una estructura similar a un panal , dicha parte formada de al menos un material […]
 Torre híbrida de hormigón-material compuesto para una turbina eólica, del 31 de Julio de 2019, de UNIVERSITY OF MAINE SYSTEM BOARD OF TRUSTEES: Una torre de turbina eólica que comprende:
una pluralidad de secciones (12a-12e) de torre axialmente alineadas y conectadas entre sí;
cada sección (12a-12e) de […]
Torre híbrida de hormigón-material compuesto para una turbina eólica, del 31 de Julio de 2019, de UNIVERSITY OF MAINE SYSTEM BOARD OF TRUSTEES: Una torre de turbina eólica que comprende:
una pluralidad de secciones (12a-12e) de torre axialmente alineadas y conectadas entre sí;
cada sección (12a-12e) de […]
Método para fabricar un elemento que contiene fibra y elemento producido mediante ese método, del 5 de Junio de 2019, de ROCKWOOL INTERNATIONAL A/S: Un método para fabricar un elemento que contiene fibra, comprendiendo dicho método las etapas de: proporcionar fibras, al menos algunas de las cuales son primeras fibras, […]
Tubo compuesto termoplástico con capa intermedia de múltiples capas, del 22 de Mayo de 2019, de Evonik Operations GmbH: Procedimiento para la producción de un tubo compuesto termoplástico, que contiene las siguientes etapas: a) se proporciona un revestimiento […]
Tubo compuesto termoplástico con capa intermedia de múltiples capas, del 22 de Mayo de 2019, de Evonik Operations GmbH: Procedimiento para la producción de un tubo compuesto termoplástico, que contiene las siguientes etapas: a) se proporciona un revestimiento […]
Proceso para fabricar una preforma para moldear una viga de resina reforzada con fibras, aparato para fabricarla y proceso para fabricar una viga de resina reforzada con fibras, del 8 de Mayo de 2019, de TORAY INDUSTRIES, INC.: Un método de fabricación de una preforma para moldear una viga de resina reforzada con fibras, que comprende: (a) una etapa de suministro de base de fibra […]