PROCEDIMIENTOS CON FUNDENTE MEJORADOS.
Un procedimiento que comprende: a) depositar estaño o aleación de estaño de un electrolito ácido que comprende ácido sulfúrico y ácido sulfosalicílico,
sales o isómeros del mismo, uno o más tensioactivos seleccionados de tensioactivos no iónicos, tensioactivos aniónicos, tensioactivos catiónicos y tensioactivos anfóteros y uno o más afinadores de grano sobre un sustrato que contiene hierro, en el que opcionalmente dicho uno o más tensioactivos actúan de afinadores de grano; y b) aclarar el sustrato que contiene hierro con el estaño o aleación de estaño depositado con una composición de aclarado que comprende ácido sulfúrico, ácido sulfosalicílico, sales o isómeros del mismo, uno o más tensioactivos y uno o más afinadores de grano c) secar el sustrato que contiene hierro con el depósito de estaño o de aleación de estaño, y d) fundir a reflujo el depósito de estaño o de aleación de estaño
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E06250960.
Solicitante: ROHM AND HAAS ELECTRONIC MATERIALS, LLC.
Nacionalidad solicitante: Estados Unidos de América.
Dirección: 455 FOREST STREET MARLBOROUGH, MASSACHUSETTS 01752 ESTADOS UNIDOS DE AMERICA.
Inventor/es: BROWN,NEIL D, LEVEY,PETER R.
Fecha de Publicación: .
Fecha Solicitud PCT: 23 de Febrero de 2006.
Fecha Concesión Europea: 6 de Octubre de 2010.
Clasificación Internacional de Patentes:
- C25D3/32 QUIMICA; METALURGIA. › C25 PROCESOS ELECTROLITICOS O ELECTROFORETICOS; SUS APARATOS. › C25D PROCESOS PARA LA PRODUCCION ELECTROLITICA O ELECTROFORETICA DE REVESTIMIENTOS; GALVANOPLASTIA (fabricación de circuitos impresos por deposición metálica H05K 3/18 ); UNION DE PIEZAS POR ELECTROLISIS; SUS APARATOS (protección anódica o catódica C23F 13/00; crecimiento de monocristales C30B). › C25D 3/00 Revestimientos electrolíticos; Baños utilizados. › caracterizadas por los constituyentes orgánicos utilizados en el baño.
- C25D3/60 C25D 3/00 […] › que contienen más del 50% en peso de estaño.
- C25D5/48 C25D […] › C25D 5/00 Revestimientos electrolíticos caracterizados por el proceso; Pretratamiento o tratamiento posterior de las piezas. › Tratamiento posterior de las superficies revestidas de metales por vía electrolítica.
- C25D5/50B
Clasificación PCT:
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Fragmento de la descripción:
ANTECEDENTES DE LA INVENCIÓN
La presente invención se refiere a electrolitos ácidos mejorados para depositar estaño y aleaciones de estaño sobre sustratos que contienen hierro. Más específicamente, la presente invención se refiere a electrolitos ácidos mejorados para depositar estaño y aleaciones de estaño sobre sustratos que contienen hierro que son autofundentes.
Los sustratos que contienen hierro tales como acero de fleje pueden electrochaparse con estaño en grandes máquinas de chapado continuo en fundiciones de acero por todo el mundo. En tales máquinas, una gran bobina de chapa de acero se desenrolla en un extremo de la máquina y avanza por estaciones de limpieza y decapado con ácido seguido de múltiples estaciones de electrochapado de estaño para producir un depósito de estaño sobre la superficie del acero. El recubrimiento de estaño, cuando se chapa, presenta una superficie mate suave característica.
La siguiente sección de la línea se conoce de forma muy diversa como la sección de “fusión a flujo”, “flujo transparente” o “reflujo”. La operación de reflujo se usa para transformar el depósito mate en el acabado reflectante brillante típico de la hojalata y para producir una fina capa de compuesto de hierro-estaño en la superficie de separación entre el recubrimiento de estaño y la base de acero, mejorándose así la resistencia a la corrosión. La operación incluye las etapas de subir la temperatura del recubrimiento de estaño hasta por encima del punto de fusión del estaño, seguido de temple inmediato para conferir y lograr las propiedades deseadas del depósito.
En la operación de reflujo, después de aclarar la hojalata mate, la chapa de acero avanza por una estación de fundente. El término “fundente” en este contexto se refiere a una sustancia que ayuda, induce o participa de otro modo activamente en la fusión o fluidez. La aplicación del fundente va seguida de secado y la propia estación de reflujo que sube la temperatura del acero a ligeramente por encima del punto de fusión del estaño. Entonces, el acero se enfría rápidamente en agua, produciéndose una superficie de estaño que tiene un acabado brillante. Después del reflujo, el acero avanza por otras estaciones para tratamientos tales como pasivación, aceitado y rebobinado o corte en secciones en el extremo de salida de la máquina.
Se logra un acabado brillante uniforme sin imperfecciones o discontinuidades si todas las etapas anteriores se han ejecutado óptimamente. Un tratamiento con fundente antes del reflujo es importante para prevenir la formación de óxidos o hidróxidos de estaño. La formación de óxidos e hidróxidos estaño puede producir defectos en el acabado del estaño durante el reflujo. Este defecto puede observarse sobre la superficie del estaño como una neblina blanca. Otro defecto común es una neblina azul producida por el decapado con ácido del estaño. Muchos electrolitos de estaño deseables incluyen ácidos tales como ácido fenolsulfónico, ácido sulfúrico, ácidos fluorobórico y alquilsulfónico. Un ácido alquilsulfónico común usado en electrolitos de estaño es ácido metanosulfónico. Sin embargo, si está presente una cantidad suficiente de ácido metanosulfónico en el fundente por contaminación debida a un aclarado incorrecto antes del fundente, produce un efecto de neblina azul. Normalmente, el ácido metanosulfónico en cantidades de 0,8 g/l y superiores produce el efecto de neblina azul. Por este motivo, las etapas de aclarado antes del fundente son críticas para la calidad. Con el fin de prevenir la neblina azul se ha encontrado que se necesita lograr más del 95 % de eficiencia de aclarado en electrolitos basados en ácido metanosulfónico.
En un intento por abordar el problema de la formación de óxidos e hidróxidos de estaño y el decapado con ácido del estaño, los artículos de acero electrochapados con estaño se aclaran con agua en sistemas de aclarado en contracorriente para diluir cualquier electrolito de estaño sobre el acero electrochapado y para eliminar ácido residual. Un sistema tal incluye normalmente varios tanques aislados consecutivos en los que se pulveriza agua sobre el fleje. Entre los tanques, rodillos amortiguadores de goma evitan que el agua pase de un tanque al siguiente. Se alimenta agua desionizada (DI) en el último tanque y se deja que el tanque vierta en cascada al tanque anterior, vertiendo en cascada el primer tanque en el electrolito. En un sistema tal, el fleje se lava así en agua cada vez más limpia y puede realizarse un óptimo de la eficiencia de aclarado con un consumo mínimo de agua. Cada etapa puede alcanzar aproximadamente el 60 % de eliminación, por tanto, un sistema de dos etapas puede alcanzar el 84 % de eliminación y uno de 3 etapas el 94 %. Los sistemas de aclarado en contracorriente también recuperan electrolito de estaño que pasa al medio ambiente como lavado por arrastre del acero electrochapado de estaño. Tal lavado por arrastre, que contiene los componentes del electrolito, puede presentar un riesgo para el medio ambiente si no se recupera. El estaño, cualquier metal, ácido y otro componente de electrolito adicionales normalmente son perjudiciales para el medio ambiente. Adicionalmente, la recuperación de la mayoría del electrolito aumenta la eficiencia y reduce el coste del procedimiento de deposición de estaño a la industria.
Un sistema típico incluye al menos tres celdas de lavado por arrastre llenas de agua en contracorriente y la última celda de lavado por arrastre también se usaría de celda de fundente. Los electrolitos basados en ácido fenolsulfónico, tales como el propio ácido fenolsulfónico (PSA), realizan la función de un fundente y normalmente se añade PSA adicional al final de la celda de lavado por arrastre. Por tanto, el PSA se lava por arrastre en agua de temple e incurre en costes de tratamiento del agua residual ya que el PSA no sólo es carcinogénico, sino que también tiene una alta demanda química de oxígeno (DQO), una medida de su impacto medioambiental.
Como los electrolitos basados en ácido sulfúrico, fluorobórico y metanosulfónico no son autofundentes, necesita emplearse un agente fundente separado. Ejemplos de agentes fundentes son ácido clorhídrico, ácidos fenolsulfónicos, o una sal de ácido tal como cloruro de amonio y cloruro de cinc. Sin embargo, varios de los agentes fundentes normalmente usados tienen problemas. El ácido clorhídrico puede producir la formación de neblinas de depósitos de estaño. Los ácidos fenolsulfónicos son contaminantes que no pueden descargarse al medio ambiente. Significativamente, ninguno de estos agentes fundentes es compatible con el electrolito de estaño y, por tanto, la celda de fundente (o celda de lavado por arrastre final) tiene que aislarse del resto del electrolito. El propio electrolito de electrochapado no es compatible con el agente fundente y, por tanto, con el fin de lograr una superficie de reflujo libre de defectos se necesita realizar aclarados óptimos con normalmente más de cuatro celdas de lavado por arrastre en contracorriente conjuntamente con una de celda de fundente separada. Por tanto, necesitan usarse al menos 5 celdas (4 de aclarado, 1 de fundente), además de las celdas de electrochapado.
La mayoría de las líneas se construyen con química basada en PSA en mente y normalmente sólo tienen dos a tres celdas, además de las celdas de electrochapado. Por tanto, si cualquier línea de PSA va a convertirse en un electrolito más respetuoso con el medio ambiente, se instalan celdas adicionales. Debido a la planta limitada y a la extensa maquinaria presente en tales líneas, la inserción de celdas adicionales no es una tarea trivial. Por este motivo, tales conversiones, a pesar de las fuertes repercusiones económicas y medioambientales, no son comunes.
El documento U.S. 5.427.677 a Mosher desvela un fundente para el reflujo de hojalata. El fundente incluye compuestos naftalensulfónicos no venenosos y respetuosos con el medio ambiente y excluye los ácidos fenolsulfónicos no deseados. Los ácidos que pueden incluirse en el fundente son ácido clorhídrico, ácido sulfúrico, ácido cítrico, ácidos alcanosulfónicos tales como ácido metanosulfónico, ácidos alcanolsulfónicos y cloruro de amonio. El fundente es adecuado para eliminar óxido e hidróxido de estaño y para prevenir la formación de neblinas azules. El fundente también se emplea en una celda de fundente separada, aislada del electrolito de electrochapado de estaño.
El documento EP1342817 desvela una disolución para uso en el electrochapado...
Reivindicaciones:
1. Un procedimiento que comprende: a) depositar estaño o aleación de estaño de un electrolito ácido que comprende ácido sulfúrico y ácido sulfosalicílico, sales o isómeros del mismo, uno o más tensioactivos seleccionados de tensioactivos no iónicos, tensioactivos aniónicos, tensioactivos catiónicos y tensioactivos anfóteros y uno o más afinadores de grano sobre un sustrato que contiene hierro, en el que opcionalmente dicho uno o más tensioactivos actúan de afinadores de grano; y b) aclarar el sustrato que contiene hierro con el estaño o aleación de estaño depositado con una composición de aclarado que comprende ácido sulfúrico, ácido sulfosalicílico, sales o isómeros del mismo, uno o más tensioactivos y uno o más afinadores de grano c) secar el sustrato que contiene hierro con el depósito de estaño o de aleación de estaño, y d) fundir a reflujo el depósito de estaño o de aleación de estaño. 2. El procedimiento de la reivindicación 1, en el que el electrolito ácido comprende 30 g/l a
120 g/l de ácido sulfúrico y 0,1 g/l a 10 g/l de ácido sulfosalicílico.
3. El procedimiento de la reivindicación 1, en el que la composición de aclarado usada tiene ácido sulfosalicílico en cantidades del 5 % en peso al 25 % en peso del ácido sulfosalicílico en el electrolito ácido.
4. El procedimiento de la reivindicación 1, en el que el electrolito ácido comprende además uno o más agentes reductores, uno o más abrillantadores, uno o más extendedores del intervalo de densidad de corriente, uno o más aglomerantes de lodos o uno o más agentes humectantes.
5. El procedimiento de la reivindicación 1, en el que el estaño o la aleación de estaño se deposita sobre el sustrato que contiene hierro y el sustrato que contiene hierro con el depósito de estaño o de aleación de estaño se aclara en un sistema en contracorriente continuo.
6. El procedimiento de la reivindicación 1, en el que el sustrato que contiene hierro se aclara con la composición de aclarado en no más de tres celdas de lavado por arrastre. 7. El procedimiento de la reivindicación 6, en el que el sustrato que contiene hierro se aclara con la composición de aclarado en no más de dos celdas de lavado por arrastre.
Patentes similares o relacionadas:
Baño de galvanoplastia para la deposición electroquímica de una aleación de Cu-Sn-Zn-Pd, procedimiento para la deposición electroquímica de dicha aleación, sustrato que comprende dicha aleación y usos del sustrato, del 11 de Marzo de 2020, de COVENTYA S.p.A: Baño de galvanoplastia para la deposición electroquímica de una aleación de Cu-Sn-Zn-Pd sobre un sustrato, que comprende o que consiste en […]
Capa de estaño-níquel con elevada dureza, del 2 de Octubre de 2019, de DR.ING. MAX SCHLÖTTER GMBH & CO. KG: Capa de estaño-níquel con una fase de NiSn, presentando la capa de estaño-níquel una dureza de al menos HV 750 (dureza Vickers), y un grosor de […]
Método para depositar aleaciones de estaño, del 8 de Febrero de 2017, de MacDermid Limited: Un procedimiento para la galvanización de un sustrato con una aleación de estaño, cuya aleación comprende de 2% en peso a 15% en peso de metal de aleación, […]
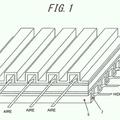 Lámina de acero inoxidable para separadores de pilas de combustible de polímero sólido, del 3 de Marzo de 2016, de JFE STEEL CORPORATION: Lámina de acero inoxidable para separadores de pilas de combustible de electrolito de polímero, que comprende:
un sustrato hecho de lámina de acero inoxidable;
[…]
Lámina de acero inoxidable para separadores de pilas de combustible de polímero sólido, del 3 de Marzo de 2016, de JFE STEEL CORPORATION: Lámina de acero inoxidable para separadores de pilas de combustible de electrolito de polímero, que comprende:
un sustrato hecho de lámina de acero inoxidable;
[…]
 Dedo chino fijado a un cable de acero con soldadura con metal de aportación, del 20 de Enero de 2016, de NV BEKAERT SA: Un conjunto de dos cables y un tejido tubular en la forma de un dedo chino para conectar dichos cables , siendo dicho tejido […]
Dedo chino fijado a un cable de acero con soldadura con metal de aportación, del 20 de Enero de 2016, de NV BEKAERT SA: Un conjunto de dos cables y un tejido tubular en la forma de un dedo chino para conectar dichos cables , siendo dicho tejido […]
Procedimiento y electrolito para la deposición galvánica de bronces, del 17 de Diciembre de 2014, de ENTHONE INC.: Procedimiento para la deposición galvánica de bronces con una proporción de cobre de >10 % en peso, donde un sustrato a recubrir se metaliza […]
Método de galvanoplastia con una aleación de estaño y cinc, del 3 de Diciembre de 2014, de DIPSOL CHEMICALS CO., LTD.: Un método de galvanoplastia con una aleación de estaño y cinc realizado en las siguientes condiciones. - Temperatura del baño de recubrimiento electrolítico: 30 […]
Método para el electrochapado de un artículo, y solución electrolítica, del 27 de Agosto de 2014, de ASSA AB: Método para el electrochapado de un artículo, que comprende una etapa de aleación, en la cual se proporciona a dicho artículo un recubrimiento de una aleación que […]