MONOBLOQUE DE ACABADO CON UNA RELACIÓN DE TRANSMISIÓN OPTIMIZADA PARA UN LAMINADOR DE PALANQUILLA.
Monobloque de acabado con una relación de transmisión optimizada para un laminador de palanquilla que comprende una pluralidad de al menos ocho cajas de laminación (GI - Gn) en el cual n = 8 o n = 10,
dispuestas en secuencias para formar una línea de laminador y accionada por un par de transmisiones mecánicas (11, 12), las cajas del laminador (GI - Gn) están mandadas alternativamente por las transmisiones (11, 12), la primera transmisión (11) manda las cajas impares, mientras que la segunda transmisión (12) manda las cajas pares, caracterizado en que, la relación de transmisión se obtiene por la combinación de un primer tipo de pares de engranajes cónicos (A, B), y de un segundo tipo de pares de engranajes cónicos (C, D), con una primera serie de cuatro engranajes (17) y una segunda serie de cuatro engranajes (19), la primera serie de cuatro engranajes (17) y la segunda serie de cuatro engranajes (19) tienen una relación diferente y tal relación es apta para crear una reducción por sí misma para eliminar la necesidad de una reducción de la dimensión de cada par de engranajes cónicos de modo que seis de las cajas del laminador (GI - Gn) tienen pares de engranajes cónicos (C, D) de la misma dimensión, mientras que se utiliza un par de engranajes cónicos que tienen una relación para cuatro cajas manteniéndolo al contrario en el grupo de las otras dos cajas del laminador sin invertir la hélice
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2005/008194.
Dirección: VIA LUIGI POMINI 92 21050 MARNATE-VARESE ITALIA.
Inventor/es: MONZIO COMPAGNONI, BRUNO.
Fecha de Publicación: .
Fecha Solicitud PCT: 27 de Julio de 2005.
Clasificación PCT:
B21B35/02TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21B LAMINADO DE METALES (operaciones auxiliares en relación con el trabajo de los metales previstos en la clase B21, ver B21C; curvado por pasado entre rodillos B21D; fabricación de objetos particulares, p. ej. tornillos, ruedas, anillos, cilindros o bolas, por laminado B21H; soldadura por presión por medio de un laminado B23K 20/04). › B21B 35/00 Propulsión de los laminadores. › para laminadores de funcionamiento continuo (B21B 35/10, B21B 35/12 tienen prioridad).
Clasificación antigua:
B21B35/02B21B 35/00 […] › para laminadores de funcionamiento continuo (B21B 35/10, B21B 35/12 tienen prioridad).
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia.
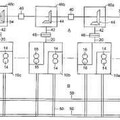
Monobloque de acabado con una relación de transmisión optimizada para un laminador de palanquilla La presente invención se refiere a un monobloque de acabado con una relación de transmisión optimizada para un laminador de palanquilla de acuerdo al preámbulo de la reivindicación 1, véase por ejemplo DE-A 2855983 En una planta de laminación o tren de laminación de palanquilla, según la tecnología establecida, una palanquilla que toma previamente una temperatura de más de 1000°C se maneja para entonces someterlo a laminación para gradualmente reducir su sección al tamaño deseado. En la producción de alambrón de acero de alta calidad y especial las elevadas características mecánicas, el límite de elasticidad y la deformabilidad en el dibujo son parámetros de particular importancia. En un laminador, una de las secciones críticas consiste así en el monobloque de acabado que, a través de una pluralidad de cajas de laminación, reduce el tamaño de la palanquilla produciendo el alambrón que se enviará al calibrador o directamente a la cabeza de colocación. Para dar al alambrón una sección circular o en general un perfil regular, los anillos de laminación o los cilindros de las cajas de laminación están dispuestos alternativamente al tresbolillo por ejemplo a 90 grados, para hacer rodar las diferentes zonas de la palanquilla. En las máquinas actuales una combinación de montaje de los cilindros de laminación se utiliza para producir diferentes diámetros de alambrón, normalmente a partir de los tamaños más grandes para luego continuar con las cajas subsiguientes, hasta el diámetro predeterminado. Puesto que la masa del producto que entra y la masa del producto que sale necesariamente debe de ser idéntica, durante el laminado hay un aumento de la velocidad lineal de la palanquilla para compensar la reducción de la sección que implica un aumento en su longitud. Los cilindros en varias cajas por lo tanto, generalmente, giran a diferentes velocidades que aumentan de la primera a la última. Para obtener la variación en la relación entre las cajas, mandadas sucesivamente por dos transmisiones, una normalmente actúa sobre los pares de engranajes cónicos. De esta manera, llega a ser necesario tener la jaula más lenta (la primera de la serie) con una relación de transmisión muy alta para reducir los pares de engranajes cónicos y la jaula más rápida (la última de la serie) con una relación muy alta para multiplicarse. La relación total, para un monobloque de diez cajas, está valorado en aproximadamente igual a 5.6406254 que se llevarán a cabo a través de grupos de dos cajas con cinco pares de engranajes cónicos diferentes. Para ocho cajas la relación ya mencionada es, de otra parte, aproximadamente igual a 3.6627 para llevarse a cabo por los grupos de dos cajas con cuatro pares de engranajes cónicos diferentes. Estas condiciones requieren pares de engranajes cónicos grandes y costosos, que dada su muy elevada relación de transmisión, causan reacciones muy grandes sobre los cojinetes, lo que significa que los cojinetes de gran tamaño se deben elegir para apoyar las cargas. Sin embargo, los cojinetes grandes tienen limitaciones de velocidad. Alternativamente, los cojinetes pequeños se pueden utilizar para soportar la velocidad alta pero tienen la desventaja de una vida corta y por lo tanto requiere de frecuente mantenimiento. Las variaciones en la relación de transmisión realizada a través de los pares de engranajes cónicos como se describió anteriormente, también generan la necesidad de tener un par de engranajes cónicos con relación dedicada para cada par de cajas con los consiguientes altos costes de las piezas de recambio y del dimensionamiento consiguiente de otras partes de las cajas que implican altos costes de construcción y altos costes para mantener las piezas de recambio en stock. El objetivo general de la presente invención es, por lo tanto, el de proporcionar un monobloque de acabado con una relación de transmisión optimizada para un laminador de palanquilla. Otro objetivo de la presente invención es el de proporcionar un monobloque de acabado con una relación de transmisión optimizada que permite la reducción de los stocks de piezas de recambio que deben guardarse en almacenamiento. En vista de los objetivos ya mencionados, según la presente invención, se ha pensado para hacer un monobloque de acabado con una relación de transmisión optimizada, que tiene las características descritas en las reivindicaciones adjuntas. 2 ES 2 366 282 T3 Las características estructurales y funcionales de la presente invención, así como sus ventajas en comparación a la técnica anterior se hace aún más evidentes con un examen de la siguiente descripción, en referencia a los dibujos esquemáticos adjuntos, en los que: La figura 1 es una vista esquemática de un monobloque de acabado con diez cajas para laminadores de palanquilla según la invención; La figura 2 es una vista esquemática de un monobloque de acabado con ocho cajas para laminadores de palanquilla según la invención. Con referencia a las figuras, un monobloque 10 se ilustra esquemáticamente en las figuras 1 y 2 y tiene diez y ocho cajas, respectivamente. El monobloque de laminación 10 comprende dos transmisiones mecánicas paralelas, una primera transmisión 11 y una segunda transmisión 12, conectadas por un reductor de mando 13 alternadamente conectadas a través de engranajes a un motor de accionamiento de trabajo. Las transmisiones mecánicas están equipadas con pares de engranajes cónicos A, B, C, D y con engranajes 17 que transmiten la rotación en cascada a los cilindros de laminación 18 de varias cajas G1, G2..., Gn del monobloque de laminación 10. En los ejemplos se ilustra tal monobloque provisto, respectivamente, de diez cajas de laminación G1-G10 (figura 1) u ocho cajas de laminación G1-G8 (figura 2) en sucesión, mandadas alternativamente por las dos transmisiones 11 y 12, de modo que la primera transmisión 11 manda las cajas impares G1, G3..., G9 (o bien G7) mientras que la segunda transmisión 12 manda las cajas pares, G2, G4..., G10 (o bien G8). La transmisión según la invención se realiza por la combinación de un primer tipo A, B de pares de engranajes cónicos con un segundo tipo de pares de engranajes cónicos C, D, mediante la inserción de una relación en la caja que explota la serie de cuatro zonas 17, con una relación diferente entre la serie de cuatro 19, de modo que tal relación es diferente entre las cajas y capaz de crear una reducción por si misma para eliminar una reducción del tamaño del par de engranajes cónicos para obtener cuatro cajas con el mismo par de engranajes cónicos. De tal manera la relación entre los primeros pares de engranajes cónicos para reducir y el último par de engranajes cónicos para multiplicar, se reduce substancialmente. La relación total para diez cajas en la solución de acuerdo con la presente invención es igual a 5.6907497 de la que uno toma una relación dada por las series de cuatro e igual a 1.5454545 de modo que permanezca para los pares de engranajes cónicos para distribuir una relación de justo 3.6822498 que se realizará en grupos de dos sólo sobre cuatro grupos en lugar de cinco como en las cajas según la técnica anterior. De hecho, la diferenciación de la serie de cuatro prevé un grupo de dos cajas, optimizando las cajas intermedias con una relación muy cercana a 1:1 (para ser exactos 1.244898 y 0.8032786). Los pares así hechos causan muy pequeños empujes axiales. El mismo par de engranajes cónicos con una relación de 1.244898 se utiliza para mantenerlo al contrario en el grupo de las dos cajas subsecuentes sin la inversión de la hélice de modo que 1/1.244898 corresponda a 0.8032786 obteniendo así los mismos pares de engranajes cónicos para seis cajas enteras. El problema de la relación muy alta también se solucionó, por consiguiente, disminuyendo las reacciones sobre los cojinetes, ya que el valor de la relación de la máquina según la técnica anterior, en los finales de 2.375 y 0.4210526 ha pasado a una relación de 1.9189189 y 0.5211267. A través de esta diferenciación es posible usar pequeños cojinetes apropiados para las altas velocidades que garantizan una mayor vida útil. Además, para las diez máquinas son suficientes sólo dos tipos de pares de engranajes cónicos, en vez de los cinco anteriores, reduciendo considerablemente los costes de construcción y los costes de la pieza de recambio que se guardarán en stock. Por lo que respecta al monobloque que abarca ocho cajas, el total de la relación con la nueva solución propuesta es de 3.682249 a partir del cual se toma una relación dada por las series de cuatro de nuevo de 1.5454545, lo que deja para los pares de engranajes cónicos a repartir sólo una relación de 2.965602, para ser realizado en grupos de dos en sólo... [Seguir leyendo]
Reivindicaciones:
1. Monobloque de acabado con una relación de transmisión optimizada para un laminador de palanquilla que comprende una pluralidad de al menos ocho cajas de laminación (GI - Gn) en el cual n = 8 o n = 10, dispuestas en secuencias para formar una línea de laminador y accionada por un par de transmisiones mecánicas (11, 12), las cajas del laminador (GI - Gn) están mandadas alternativamente por las transmisiones (11, 12), la primera transmisión (11) manda las cajas impares, mientras que la segunda transmisión (12) manda las cajas pares, caracterizado en que, la relación de transmisión se obtiene por la combinación de un primer tipo de pares de engranajes cónicos (A, B), y de un segundo tipo de pares de engranajes cónicos (C, D), con una primera serie de cuatro engranajes (17) y una segunda serie de cuatro engranajes (19), la primera serie de cuatro engranajes (17) y la segunda serie de cuatro engranajes (19) tienen una relación diferente y tal relación es apta para crear una reducción por sí misma para eliminar la necesidad de una reducción de la dimensión de cada par de engranajes cónicos de modo que seis de las cajas del laminador (GI - Gn) tienen pares de engranajes cónicos (C, D) de la misma dimensión, mientras que se utiliza un par de engranajes cónicos que tienen una relación para cuatro cajas manteniéndolo al contrario en el grupo de las otras dos cajas del laminador sin invertir la hélice. 2. Monobloque de acabado con una relación de transmisión optimizada según la reivindicación 1, caracterizado en que, la relación de transmisión total para una monobloque de diez cajas (G1 - G10) es igual a 5.690 7497 a partir de la cual uno toma una relación dada por la diferencia entre las relaciones de las series de cuatro engranajes (17, 19) e igual a 1.5454545 de modo que una relación de solamente 3.6822498 queda para distribuirse por los seis pares de engranajes cónicos (C, D) restantes. 3. Monobloque de acabado con una relación de transmisión optimizado según la reivindicación 1, caracterizado en que, la diferenciación de la serie de cuatro engranajes (17, 19) proporciona un grupo de dos cajas, que optimiza las cajas intermedias con una relación de los pares de engranajes cónicos muy próxima a 1:1, preferentemente próxima a 1.244898 y cerca de 0.8032786. 4. Monobloque de acabado según la reivindicación 1, caracterizado en que, la relación total de transmisión para una monobloque de ocho cajas (GI-G8) es próximo a 3.682249 a partir del cual se toma una relación dada por las series de cuatro engranajes (17, 19) próxima a 1.5454545, lo que deja para los pares de engranajes cónicos a repartir solamente una relación cercana a 2.965602. 5. Monobloque de acabado según la reivindicación 1, caracterizado en que, ES 2 366 282 T3 incluye solamente dos tipos A/B y C/D de pares de engranajes cónicos. ES 2 366 282 T3 6 ES 2 366 282 T3 7
Patentes similares o relacionadas:
Laminador modular, del 18 de Abril de 2013, de SIEMENS INDUSTRY, INC: Laminador modular que comprende:
una pluralidad de unidades de laminación (10a, 10b, 10c) que tienen rodillos de trabajoconfigurados y dispuestos para reducir progresivamente […]
MONOBLOQUE DE ACABADO PARA UNA INSTALACION DE LAMINACION DE PALANQUILLA PARA PRODUCIR ALAMBRON DE ALTA CALIDAD, del 2 de Julio de 2010, de SIEMENS VAI METALS TECHNOLOGIES S.R.L.: Monobloque de acabado para una instalación para la laminación de palanquillas, del tipo que comprende una pluralidad de cajas de laminación (G1-Gn) dispuestas […]
LAMINADOR MODULAR., del 1 de Diciembre de 2004, de MORGAN CONSTRUCTION COMPANY: En un laminador modular se instalan unidades de engranajes (GU{sub,1}, GU{sub,2}) entre unidades de laminación (RU{sub,1}, RU{sub,3}, RU{sub,5}) seleccionadas […]
SISTEMA DE TRANSMISION CON RELACION DE TRANSMISION MULTIPLE OPCIONAL., del 1 de Abril de 2004, de MORGAN CONSTRUCTION COMPANY: CAJAS DE LAMINADOR SUCESIVAS EN UN TREN DE LAMINACION SON ACCIONADAS A RELACIONES DE VELOCIDAD DE TRANSMISION DISTINTAS MEDIANTE UN […]
Procedimiento para minimizar los extremos más gruesos durante la laminación de tubos en una instalación de laminación reductora por estiramiento, del 16 de Marzo de 2003, de SMS DEMAG AG: Procedimiento para minimizar los extremos más gruesos durante la laminación de tubos en una instalación de laminación reductora por estiramiento, por medio de un cambio […]
BLOQUE LAMINADOR COMPACTO., del , de DANIELI & C. OFFICINE MECCANICHE S.P.A.: ESTA INVENCION PROPORCIONA UN BLOQUE DE LAMINADO COMPACTO QUE COMPRENDE AL MENOS UN BANCO LAMINADOR QUE TIENE UN EJE HORIZONTAL Y AL MENOS UN BANCO LAMINADOR […]
TREN DE LAMINACION MODULAR., del 16 de Agosto de 1999, de MORGAN CONSTRUCTION COMPANY: UN LAMINADOR MODULAR QUE TIENE UNA PLURALIDAD DE UNIDADES LAMINADORAS DISPUESTAS EN SUCESION SOBRE UNA LINEA DE PASO DE LOS LAMINADORES, EN DONDE CADA UNIDAD LAMINADORA […]
TREN LAMINADOR GIRATORIO QUE TIENE UN BLOQUEO TERMINAL CON CAPACIDAD DE CONTROLAR LA VELOCIDAD, del 16 de Marzo de 1996, de MORGAN CONSTRUCTION COMPANY: UN BLOQUEO DEL TIPO DE TREN LAMINADOR GIRATORIO, TIENE PARES DE RODILLOS DE TRABAJO DISPUESTOS A LO LARGO DE UNA LINEA DE GIRO (X), PARA HACER RODAR DE MANERA […]
Utilizamos cookies para mejorar nuestros servicios y mostrarle publicidad relevante. Si continua navegando, consideramos que acepta su uso. Puede obtener más información aquí. .
 Laminador modular, del 18 de Abril de 2013, de SIEMENS INDUSTRY, INC: Laminador modular que comprende:
una pluralidad de unidades de laminación (10a, 10b, 10c) que tienen rodillos de trabajoconfigurados y dispuestos para reducir progresivamente […]
Laminador modular, del 18 de Abril de 2013, de SIEMENS INDUSTRY, INC: Laminador modular que comprende:
una pluralidad de unidades de laminación (10a, 10b, 10c) que tienen rodillos de trabajoconfigurados y dispuestos para reducir progresivamente […]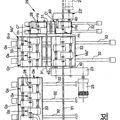 MONOBLOQUE DE ACABADO PARA UNA INSTALACION DE LAMINACION DE PALANQUILLA PARA PRODUCIR ALAMBRON DE ALTA CALIDAD, del 2 de Julio de 2010, de SIEMENS VAI METALS TECHNOLOGIES S.R.L.: Monobloque de acabado para una instalación para la laminación de palanquillas, del tipo que comprende una pluralidad de cajas de laminación (G1-Gn) dispuestas […]
MONOBLOQUE DE ACABADO PARA UNA INSTALACION DE LAMINACION DE PALANQUILLA PARA PRODUCIR ALAMBRON DE ALTA CALIDAD, del 2 de Julio de 2010, de SIEMENS VAI METALS TECHNOLOGIES S.R.L.: Monobloque de acabado para una instalación para la laminación de palanquillas, del tipo que comprende una pluralidad de cajas de laminación (G1-Gn) dispuestas […]