DISPOSITIVO DE CONTENCIÓN DE SALPICADURAS DE SOLDADURA PARA UTILIZAR EN TRENES DE LAMINACIÓN.
Dispositivo de contención de salpicaduras de soldadura (100) para utilizar en trenes de laminación,
que consta de una cubierta inferior (101) y una cubierta superior (103), ambas controlables al acercarse y al alejarse de una zona de soldadura de manera que sustancialmente rodea dicha zona de soldadura cuando dichas cubiertas inferior (101) y superior (103) están situadas en una posición próxima a dicha zona de soldadura, caracterizado en que, dicha cubierta inferior (101) se controla al acercarse y al alejarse de dicha zona de soldadura a lo largo de una primera zona circular de trayectoria (C) y dicha cubierta superior (103) se controla al acercarse y al alejarse de dicha zona de soldadura a lo largo de una segunda zona circular de trayectoria (B)
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/IB2007/003120.
Solicitante: SIEMENS VAI METALS TECHNOLOGIES S.R.L..
Nacionalidad solicitante: Italia.
Dirección: VIA LUIGI POMINI 92 21050 MARNATE-VARESE ITALIA.
Inventor/es: MANTOVAN, GIANFRANCO, BIANCHI, ROBERTO, COLOMBO,Teresio.
Fecha de Publicación: .
Fecha Solicitud PCT: 5 de Octubre de 2007.
Clasificación Internacional de Patentes:
- B23K11/00F8
- B23K11/04 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23K SOLDADURA SIN FUSION O DESOLDEO; SOLDADURA; REVESTIMIENTO O CHAPADO POR SOLDADURA O SOLDADURA SIN FUSION; CORTE POR CALENTAMIENTO LOCALIZADO, p. ej. CORTE CON SOPLETE; TRABAJO POR RAYOS LASER (fabricación de productos revestidos de metal por extrusión de metales B21C 23/22; realización de guarniciones o recubrimientos por moldeo B22D 19/08; moldeo por inmersión B22D 23/04; fabricación de capas compuestas por sinterización de polvos metálicos B22F 7/00; disposiciones sobre las máquinas para copiar o controlar B23Q; recubrimiento de metales o recubrimiento de materiales con metales, no previsto en otro lugar C23C; quemadores F23D). › B23K 11/00 Soldadura por resistencia; Seccionamiento por calentamiento por resistencia. › Soldadura a tope por chispa.
- B23K37/00 B23K […] › Dispositivos o procedimientos auxiliares no especialmente adaptados a un procedimiento cubierto en uno solo de los grupos principales de esta subclase (pantallas de protección para los ojos de los operarios, llevadas por el operario o sujetadas manualmente A61F 9/00; aplicables a las máquinas de trabajar metales no destinados a la soldadura sin fusión, o a la soldadura o al corte por soplete B23Q; otras pantallas protectoras F16P 1/06).
Clasificación PCT:
- B23K11/00 B23K […] › Soldadura por resistencia; Seccionamiento por calentamiento por resistencia.
- B23K11/04 B23K 11/00 […] › Soldadura a tope por chispa.
- B23K37/00 B23K […] › Dispositivos o procedimientos auxiliares no especialmente adaptados a un procedimiento cubierto en uno solo de los grupos principales de esta subclase (pantallas de protección para los ojos de los operarios, llevadas por el operario o sujetadas manualmente A61F 9/00; aplicables a las máquinas de trabajar metales no destinados a la soldadura sin fusión, o a la soldadura o al corte por soplete B23Q; otras pantallas protectoras F16P 1/06).
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia.
PDF original: ES-2358997_T3.pdf
Fragmento de la descripción:
La presente invención se refiere a un dispositivo de contención de salpicaduras de soldadura para su uso en trenes de laminación, de acuerdo con el preámbulo de la reivindicación 1. Véase documento JP-A-2003236678.
En el proceso de laminación de productos largos, la laminación del producto con la forma y el tamaño final se produce partiendo de un producto para fundir, denominado palanquilla, con una sección cuadrado o redonda de dimensiones de aproximadamente 120-200 mm., y de una longitud de aproximadamente 8-12 m.
Cada palanquilla comienza su deformación al ser insertada entre las caja de la laminadora, que se fijan una tras otra para generar una sucesión de deformaciones hasta que se logran el tamaño y la forma final.
El tiempo de laminación dura alrededor de uno a dos minutos y en cada remetido la cabeza de la palanquilla se debe insertar correctamente en el equipo de entrada y luego entre los rodillos de los soportes respectivos, con elevado riesgo de que se pare.
Por otra parte, después del paso a través de cuatro o cinco cajas, es necesario un despunte de la cabeza de la palanquilla para que, a la entrada en una caja, la primera parte de la palanquilla esté siempre caliente. Esta operación da lugar a las consiguientes pérdidas de material. Con el fin de reducir las desventajas anteriormente expuesta, es actualmente conocido el uso en algunas instalaciones de un sistema de soldadura a tope por chispas, de tal manera que al comienzo de la laminación, la cabeza de una palanquilla sucesiva esté soldada con la cola de una palanquilla precedente. Por lo que de esta manera, es posible realizar un laminado continuo de alambre.
Las máquinas de soldar empleadas se componen de una estructura fija y de una estructura móvil que, vienen a ajustarse respectivamente a la cola y a la cabeza de las palanquillas que deben soldarse. A tal fin, las dos estructuras móvil y fija se montan en un carro controlado a la misma velocidad que las palanquillas y cada una tiene dos abrazaderas de cierre de las palanquillas.
Tales estructuras móviles y fijas también presentan la posibilidad de variar su distancia relativa, para recuperar el espacio que queda libre entre la cabeza y la cola de las palanquillas, aproximándolas hasta que entran en contacto unas con otras.
Las abrazaderas de sujeción, también llamadas porta electrodos, traen la intensidad de corriente apropiada para alcanzar el sobrecalentamiento y la fusión de las dos partes en contacto una con otra.
Durante la fase de destello (flash), el acero fundido se salpica lejos y sobre todas las partes de la máquina de soldar.
Para que la máquina de soldar mantenga altos valores de fiabilidad que ofrecen parámetros buenos de funcionamiento, es necesario mantenerlo limpio de la salpicadura de acero fundido, en particular para prevenir las salpicaduras de soldadura que producen cortocircuitos entre las barras que traen la corriente a los soportes y a la estructura de la máquina.
Por lo tanto las operaciones de mantenimiento son necesarias con una frecuencia inaceptable para un proceso continuo.
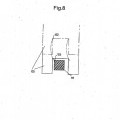
Con el fin de contener estas salpicaduras, actualmente se emplean dispositivos de contención del tipo ilustrado en las figuras 1-3, que rodean la zona de soldadura durante la fase de destello (flash).
Tales dispositivos están compuestos generalmente de una cubierta superior móvil 11 y de una cubierta inferior 12 que puedan ser fijas o móviles.
Un tapón 13 está instalado en la cubierta superior para la limpieza de la cubierta; tal tapón 13 se mueve por un cilindro
14.
La cubierta superior 11 y la cubierta inferior 12 del dispositivo conocido se pueden mover a lo largo del eje A, acercándose o alejándose de la zona de soldadura. Particularmente, están situados en la zona de soldadura (fig. 1) durante la fase de destello (flash).
La cubierta superior 11 puede también realizar una rotación, como se muestra en la figura 3, para alcanzar una inclinación, denominada posición de mantenimiento, en la cual la boca de la cubierta superior 11 se limpia de la salpicadura de la soldadura.
Además, para la limpieza de la parte interior de la cubierta superior 11, el tapón 13 puede deslizarse dentro de dicha cubierta 11.
Tal dispositivo, incluso ofreciendo buena protección contra las salpicaduras de la soldadura, no es capaz de lograr resultados satisfactorios.
Además durante la fase de destello (flash), sigue habiendo un espacio considerable entre la palanquilla 15 y las cubiertas 11, 12, de modo que muchas salpicaduras de soldadura pueden salir fuera de las cubiertas 11, 12 y se pegan sobre la máquina de soldar.
Desafortunadamente, con los dispositivos de contención de salpicaduras conocidos, no es posible reducir tales espacios ya que si las cubiertas 11, 12 entraran en contacto con la palanquilla 15, se crearía un cortocircuito y la corriente eléctrica pasaría a través de las cubiertas 11, 12 más que por las superficies que hay que soldar.
Por otra parte, el tapón 13 proporcionado en los dispositivos conocidos no es capaz de limpiar con eficacia las paredes internas de la cubierta superior 11 de los residuos de soldadura.
La particular conformación de la inclinación de las paredes laterales de la cubierta superior 11 no permite de hecho al tope 13 rozar la superficie interna entera. En particular, el tapón 13 es capaz de rozar a lo largo de las paredes laterales internas de la cubierta superior 11 sólo en la parte inferior de la misma.
Por otra parte, el tapón 13 no es capaz de salir fuera de la cubierta superior 11 durante su descenso.
Por lo tanto, los residuos de soldadura en la boca de la cubierta superior 11 sólo pueden ser quitados manualmente interviniendo cuando la cubierta superior 11 se encuentra en posición de mantenimiento. A tal fin, sin embargo, es necesario detener la producción de la planta aproximadamente cada dos horas.
Finalmente, las salpicaduras de soldadura durante la fase de destello (flash) pueden alcanzar el tapón 13 y pegarse sobre éste, comprometiendo su funcionalidad.
El objetivo general de la presente invención es el de resolver las desventajas antes indicadas de la técnica anterior de una manera sumamente simple, económica y particularmente funcional.
Otro objetivo de la invención es la ideación de un dispositivo de contención de salpicaduras de soldadura que logre un cierre casi total de la zona en fase de destello (flash).
No es un objetivo menor de la presente invención el de hacer un dispositivo de contención de salpicaduras de soldadura que se pueda limpiar automáticamente, es decir, sin intervención manual, por lo que no tiene que parar la producción para realizar operaciones de mantenimiento, comprometiendo así la velocidad de funcionamiento de las instalaciones.
A la vista de los objetivos antes mencionados, según la presente invención, se ha pensado crear un dispositivo de contención de salpicaduras de soldadura para su uso en laminadores con las características establecidas en las reivindicaciones adjuntas.
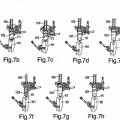
Las características estructurales y funcionales de la presente invención y sus ventajas comparadas con la técnica anterior serán más evidentes mediante un examen de la descripción siguiente, que se refiere a los dibujos adjuntos, que muestran un dispositivo de contención de salpicaduras de la soldadura para su uso en laminadores conforme a los principios innovadores de la misma invención.
En los dibujos:
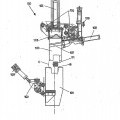
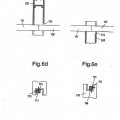
- Las figuras 1-3 muestran esquemáticamente un dispositivo de contención de salpicaduras de soldadura conocido, durante la fase de destello (flash), durante la fase de limpieza y durante la fase de mantenimiento respectivamente; - La figura 4 es una vista esquemática de una sección obtenida a lo largo de la dirección de extensión del tren de laminación de una máquina de soldar que emplea un dispositivo de contención de salpicaduras de soldadura según la invención; - La figura 5 es una vista del dispositivo de contención de salpicaduras según la invención y la máquina de soldar con respecto a la sección obtenida a lo largo de la línea V-V de la figura 4; - La figura 6a es un detalle ampliado de la máquina de soldar y del dispositivo de contención mostrado en la figura 4; - Las figuras 6b y 6c son un detalle de la figura 6a; - Las... [Seguir leyendo]
Reivindicaciones:
1. Dispositivo de contención de salpicaduras de soldadura (100) para utilizar en trenes de laminación, que consta de una cubierta inferior (101) y una cubierta superior (103), ambas controlables al acercarse y al alejarse de una zona de soldadura de manera que sustancialmente rodea dicha zona de soldadura cuando dichas cubiertas inferior (101) y superior (103) están situadas en una posición próxima a dicha zona de soldadura,
caracterizado en que,
dicha cubierta inferior (101) se controla al acercarse y al alejarse de dicha zona de soldadura a lo largo de una primera zona circular de trayectoria (C) y dicha cubierta superior (103) se controla al acercarse y al alejarse de dicha zona de soldadura a lo largo de una segunda zona circular de trayectoria (B).
2. Dispositivo de contención de salpicaduras de soldadura (100) según la reivindicación 1,
caracterizado porque,
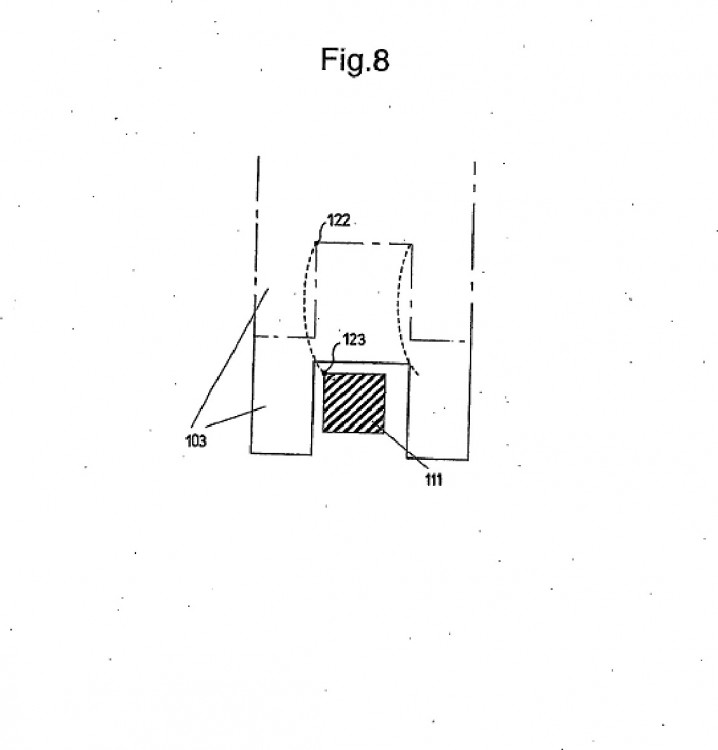
dicha cubierta superior (103) esta formada de manera que sólo entra en contacto (en 112) con un primer elemento que debe de soldarse (111), dejando una separación (113) con un segundo elemento que debe de soldarse (110), cuando está dispuesta en un posición próxima a dicha zona de soldadura.
3. Dispositivo de contención de salpicaduras de soldadura (100) según una de las reivindicaciones 1 o 2,
caracterizado porque,
dicha cubierta inferior (101) esta formada de manera que sólo entra en contacto (en 115) con dicho primer elemento que debe de soldarse (111), dejando una separación (114) con dicho segundo elemento que debe de soldarse (110), cuando está dispuesta en una posición próxima a dicha zona de soldadura.
4. Dispositivo de contención de salpicaduras de soldadura (100) según cualquiera de las reivindicaciones anteriores,
caracterizado porque,
al menos uno de dichos primer y segundo actuadores (102, 104) consta de un medio de ajuste del tope de fin de carrera (109, 109').
5. Dispositivo de contención de salpicaduras de soldadura (100) según cualquiera de las reivindicaciones anteriores,
caracterizado porque, dicha cubierta inferior (101) es controlable en movimiento por medio de un primer actuador (102).
6. Dispositivo de contención de salpicaduras de soldadura (100) según la reivindicación 5, caracterizado porque, dicho primer actuador (102) es un sistema de palanca.
7. Dispositivo de contención de salpicaduras de soldadura (100) según cualquiera de las reivindicaciones anteriores,
caracterizado porque, dicha cubierta superior (103) es controlable en movimiento por medio de un segundo actuador (104).
8. Dispositivo de contención de salpicaduras de soldadura (100) según la reivindicación 7, caracterizado porque, dicho segundo actuador (104) es un sistema de palanca.
9. Dispositivo de contención de salpicaduras de soldadura (100) según cualquiera de las reivindicaciones anteriores,
caracterizado porque,
dicha cubierta superior (103) esta formada de manera que sustancialmente tenga la misma sección a lo largo de toda su extensión principal.
10. Dispositivo de contención de salpicaduras de soldadura (100) según la reivindicación 9,
caracterizado porque,
dicha cubierta superior (103) es hueca e internamente consta de un tapón (105) maniobrable por medio de un tercer actuador (106), dicho tapón (105) tiene dimensiones complementarias a dicha sección de la cubierta superior (103) y puede deslizarse dentro de la cubierta superior (103) a lo largo de la extensión principal de la cubierta superior (103) entre una primera posición de reposo, distal de dicha zona de soldadura, y una segunda posición sustancialmente al extremo de dicha cubierta superior (103) próxima a dicha zona de soldadura.
11. Dispositivo de contención de salpicaduras de soldadura (100) según la reivindicación 10,
caracterizado porque,
dicha cubierta superior (103) consta de una cizalla de guillotina (107) controlable por medio de una cuarto actuador (108), dicha cizalla de guillotina puede deslizarse por una abertura de dicha cubierta superior (103) a lo largo de una dirección transversal a la dirección de la extensión principal de dicha cubierta superior (103), para así asumir una primera posición de funcionamiento completamente dentro de dicha cubierta superior (103) y una segunda posición de limpieza completamente fuera de dicha cubierta superior (103).
12. Dispositivo de contención de salpicaduras de soldadura (100) según la reivindicación 11,
caracterizado porque,
dicha cizalla de guillotina (107), cuando en la primera posición de funcionamiento dentro de dicha cubierta superior (103), se coloca en una posición que es más cercana a dicho extremo de la cubierta superior (103) que dicha primera posición de reposo que el tapón (105) puede adquirir .
13. Máquina de soldar (120) para utilizar en trenes de laminación, que comprende una estructura fija (121) y una estructura móvil, dicha estructura fija (121) y móvil tiene cada una un par de porta electrodos (116s, 116i, y 116s y 116i‘) adaptados para ajustar respectivamente un elemento que se debe soldar (110, 111) ,
caracterizado porque,
esta compuesta de un dispositivo de contención de salpicaduras de soldadura (100) según cualquiera de las reivindicaciones anteriores.
14. Máquina de soldar (120) según la reivindicación 13,
caracterizado porque,
sobre dichos pares de porta electrodos (116s, 116i,y 116s', 116i') se monta al menos una protección (117s, 117i, 117s, 117i).
15. Máquina de soldar (120) según la reivindicación 14,
caracterizado porque,
al menos una de las protecciones (117s, 117i, 117s, 117i) consta al menos de una parte superior de protección (117s, 117s' ) y al menos de un parte inferior protección (117i, 117i), dichas partes superior e inferior de protección (117s, 117i, 117s,117i) están formadas de manera que sean parcialmente superpuestas (en 118, 118) cuando dichos pares de porta electrodos (116s, 116i, y 116s,116i) están en configuración de fijación con dichos elementos que se deben de soldar (110, 111).
Patentes similares o relacionadas:
Dispositivo de protección frente a salpicaduras de soldadura con un sistema de limpieza integrado, y método de limpieza de dicho dispositivo, del 27 de Mayo de 2020, de DANIELI & C. OFFICINE MECCANICHE S.P.A.: Dispositivo de pantalla para salpicaduras de soldadura para la protección de salpicaduras inducidas por un sistema de soldadura de palanquillas, definiendo el […]
Dispositivo de fuente de alimentación, sistema de unión y método de procesamiento por conducción, del 26 de Febrero de 2020, de NIPPON STEEL CORPORATION: Un dispositivo de fuente de alimentación que suministra una corriente de salida a un dispositivo de procesamiento eléctrico que realiza procesamiento eléctrico […]
Módulo de soldadura para soldar dos carriles de una vía, del 11 de Diciembre de 2019, de Plasser & Theurer Export von Bahnbaumaschinen Gesellschaft m.b.H: Módulo de soldadura para soldar dos carriles de una vía, con un carril conductor y con unas unidades de sujeción de carril que pueden moverse entre […]
Dispositivo y método para enfriar una zona de carril soldada, del 25 de Marzo de 2019, de NIPPON STEEL & SUMITOMO METAL CORPORATION: Un dispositivo para enfriar una zona de soldadura de carril , el dispositivo comprende: un primer enfriador configurado para enfriar una […]
Equipo de soldadura para raíles, del 27 de Febrero de 2019, de Plasser & Theurer Export von Bahnbaumaschinen Gesellschaft m.b.H: Equipo de soldadura para la unión de dos raíles de una vía por soldadora a tope por chispa, con mordazas de sujeción que presentan superficies […]
Soldadora a tope por chispa con un sistema de leva accionado por un servomotor, del 2 de Agosto de 2017, de Ideal-Werk C. & E. Jungeblodt GmbH & Co.KG: Soldadora a tope por chispa - con una transmisión , - con un mecanismo de leva , que está acoplado con una transmisión, […]
Soldadura sin aporte de material de un elemento de aparato de vía y un tramo de raíl, del 30 de Noviembre de 2016, de VOSSLOH COGIFER: Fila de raíl con un elemento de aparato de vía férrea de acero altamente aleado, en el que al menos un elemento aleado tiene un contenido igual a al menos […]
Dispositivo para desbarbar juntas de carril soldadas a tope, del 8 de Junio de 2016, de Plasser & Theurer Export von Bahnbaumaschinen Gesellschaft m.b.H: Unidad de soldadura para soldar los carriles de una vía, con un dispositivo de cizallamiento previsto para la retirada de un cordón […]