MÉTODO Y SISTEMA PARA PRODUCIR TÍTULOS VALORES.
Un metodo para producir titulos valores, en particular billetes,
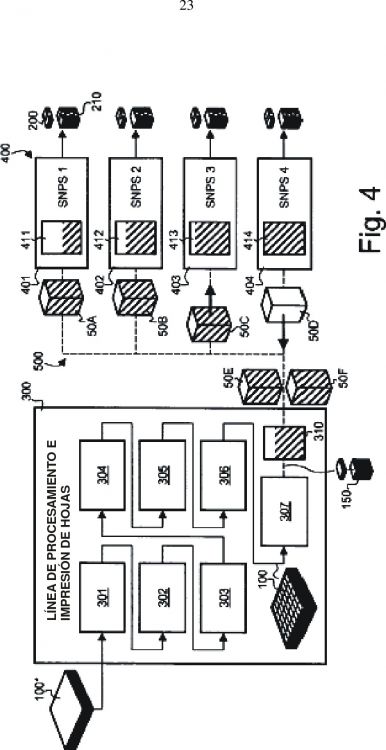
en donde las laminas impresas individuales o las porciones impresas sucesivas de una red continua se cortan en titulos individuales (150) en un sistema de procesamiento de alimentacion de lamina o alimentacion de red (300), y en donde dichos titulos individuales son procesados posteriormente mediante un sistema de procesamiento de titulo unico (400) que comprende una pluralidad de estaciones de procesamiento de titulo unico (SNPS 1 to SNPS 4, 401 to 404), dicho metodo se caracteriza por que los titulos individuales (150) corresponden a ciclos de produccion independientes (A, B, C, D,) o ciclos de produccion dependientes (A1, A2, A3, A4,) que son producidos en dicho sistema de procesamiento de alimentacion de lamina o alimentacion de red (300), cada ciclo de produccion (A, B, C, D,; A1, A2, A3, A4) es procesado en una separada de dichas estaciones de procesamiento de titulo unico (SNPS 1 a SNPS 4, 401 a 404), y por que cada ciclo de produccion (A, B, C, D,; A1, A2, A3, A4) se subdivide en una secuencia de distintos subciclos de produccion (A.i, B.i, C.i, D.i; A1.i, A2.i, A3.i, A4.i, i = 1, 2, 3, ...) que corresponde a subconjuntos sucesivos de titulos individuales (150) que deben ser procesados en dichas estaciones de procesamiento de titulo unico (SNPS 1 a SNPS 4, 401 a 404), dichos conjuntos de titulos individuales (150) son producidos en dicho sistema de procesamiento de alimentacion de lamina o alimentacion de red (300) de acuerdo a la secuencia entre intercalada en el tiempo de los subciclos de produccion (A.i, B.i, C.i, D.i; A1.i, A2.i, A3.i, A4.i, i = 1, 2, 3, ...) que corresponde a distintos ciclos de produccion (A, B, C, D,; A1, A2, A3, A4)
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/IB2008/051316.
Solicitante: KBA-GIORI S.A..
Nacionalidad solicitante: Suiza.
Dirección: AVENUE DU GREY 55 CASE POSTALE 347 1000 LAUSANNE 22 SUIZA.
Inventor/es: SCHAEDE, JOHANNES, GEORG.
Fecha de Publicación: .
Fecha Solicitud PCT: 7 de Abril de 2008.
Fecha Concesión Europea: 18 de Agosto de 2010.
Clasificación Internacional de Patentes:
- B41F11/02 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B41 IMPRENTA; MAQUINAS COMPONEDORAS DE LINEAS; MAQUINAS DE ESCRIBIR; SELLOS. › B41F MAQUINAS O PRENSAS DE IMPRIMIR (dispositivos para copiar en varios ejemplares o aparatos para impresión de oficina B41L). › B41F 11/00 Prensas o máquinas rotativas en las que los cilindros de clichés llevan varias superficies de impresión o para la ejecución de procesos tipográficos, litográficos o de huecograbado, selectivamente o en combinación. › para papeles-valor (impresión de papeles-valor B41M 3/14).
- B41F13/64 B41F […] › B41F 13/00 Partes constitutivas comunes a las máquinas o prensas rotativas. › Ensamblado.
Clasificación PCT:
- B41F11/02 B41F 11/00 […] › para papeles-valor (impresión de papeles-valor B41M 3/14).
- B41F13/64 B41F 13/00 […] › Ensamblado.
- B41M3/14 B41 […] › B41M PROCESOS DE IMPRESION, DE REPRODUCCION, DE MARCADO O COPIADO; IMPRESION EN COLOR (corrección de errores tipográficos B41J; procedimientos para aplicar imágenes transferencia o similares B44C 1/16; productos fluidos para corregir errores tipográficos C09D 10/00; impresión de textiles D06P). › B41M 3/00 Procesos de impresión para trabajos impresos de un tipo particular, p. ej. motivos (dibujos particulares en sí B44F; fabricación de circuitos impresos utilizando técnicas de impresión H05K 3/12). › Impresión de papeles-valor.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia.
Fragmento de la descripción:
CAMPO TÉCNICO
La presente invención se relaciona de manera general con un método y sistema para producir títulos valores en particular billetes en donde las láminas individuales impresas o las porciones sucesivas impresas de una red continúa son cortadas en títulos individuales sobre un sistema de procesamiento alimentado con lámina o alimentado con red, y en donde estos títulos individuales son posteriormente procesados mediante un sistema de procesamiento de título único que comprende una pluralidad de estaciones de procesamiento de título único.
Antecedente de la Invención
Los billetes y los títulos similares son producidos comúnmente en la forma de láminas individuales o porciones sucesivas de una red continua que lleva cada una, una pluralidad de impresos individuales de seguridad dispuestos en una matriz de columnas e hileras, cuyas láminas o porciones de red se someten a varias capas de impresión o procesamiento antes de ser cortados en títulos individuales. Entre las etapas de impresión y procesamiento llevadas a cabo típicamente durante la producción de billetes están la impresión indirecta la impresión intaglio, la impresión, serigrafía, aplicación de hojuela, impresión tipográfica y/o barnizada. Otras etapas de procesamiento se podrían llevar a cabo durante la producción tal como corte de ventana, marcación con chorro de tinta, marcación láser, microperforación, etc. Una vez completamente impresas, las láminas o las porciones sucesivas de red continua se tienen que someter al así llamado proceso de acabado en donde las láminas o las porciones sucesivas de red continua se procesan, es decir se cortan y ensamblan, para formar manojos o paquetes de manojos de títulos.
Los billetes y los valores similares tienen además que cumplir con estrictos requisitos de calidad, especialmente los relacionados con la calidad de la impresión de los mismos. Por lo tanto, durante el curso de su producción, los billetes o valores son típicamente inspeccionados con el fin de detectar, o marcar ventajosamente, los títulos defectuosos, es decir los títulos que exhiban una baja calidad de impresión, errores de impresión, daños físicos y similares, de tal manera que estos títulos defectuosos se puedan retirar. La inspección se puede llevar a cabo en varias etapas de la producción, manualmente, en línea sobre la impresión o las prensas de procesamiento, y/o fuera de línea sobre máquinas de inspección dedicadas. La inspección final de los billetes se puede llevar a cabo antes del acabado y/o después del acabado como se explicará posteriormente en referencia a las figuras 1 y 2A, 2B que se ilustran en la técnica anterior.
La Figura 1 resume un proceso típico de producir valores en donde una etapa de inspección final se lleva a cabo antes del acabado. El proceso de producción ilustrado en la Figura 1 es ventajoso por que este posibilita la maximización de la eficiencia de producción a reducir el desperdicio a un mínimo y posibilita las producciones de manojos de títulos y paquetes de manojos de títulos con una secuencia de enumeración no interrumpida.
La etapa S1 en la Figura 1 denota las varias fases de impresión que son típicamente llevadas a cabo durante la producción de los valores. Como se mencionó, estas varias fases de impresión incluyen en particular una fase de impresión indirecta por medio de la cual las láminas de valores son impresas sobre uno o ambos lados con un transfondo indirecto, una fase de impresión intaglio por medio de la cual las láminas son impresas sobre uno o ambos lados con características intaglio (es decir características de realzado que son fácilmente reconocibles) una fase de impresión de serigrafía por medio de la cual las láminas se imprimen sobre uno o ambos lados con características serigráficas, tal como las características hechas de tinta óptimamente variable (OVI), y/o una fase de aplicación de hojuela parche por medio de la cual los así llamados dispositivos óptimamente variables (OVD)hologramas o estructuras óptimamente difractivas similares, se aplican sobre uno o ambos lados de las láminas, etc.
Como resultado de las varias fases de impresión de la etapa S1, se producen láminas sucesivas 100. Aunque la revisión del control de calidad se efectúan usualmente en varias etapas durante la producción de los valores, una revisión final de calidad se lleva a cabo típicamente sobre las láminas completas después de que estas se han impreso completamente. Esta inspección de calidad de la lámina completa se esquematiza mediante la etapa S2 en la Figura 1. Tres categorías de láminas en términos de requisitos de calidad son generadas como resultado de esta inspección de calidad de lámina completa, a saber (i) buenas láminas (es decir láminas que llevan valores que son todas consideradas como satisfactorias desde el punto de vista de los requisitos de calidad),(ii) láminas parcialmente defectuosas (es decir láminas que llevan tanto valores que son satisfactorios desde el punto de vista de los requisitos de calidad como valores que son inaceptables, que son valores defectuosos típicamente suministrados con una marca de cancelación distinta, (iii) láminas completamente defectuosas que llevan un título no aceptable. Desde este punto hacia adelante, las tres categorías de láminas siguen distintas rutas. Más precisamente, las láminas completamente defectuosas se destruyen en la etapa S10, aunque las buenas láminas son procesadas en las etapas S3 a S5 y las láminas parcialmente defectuosas son procesadas en las etapas S20 a S23.
En relación con las etapas S3 a S5, las buenas láminas son típicamente enumeradas en la etapa S3, luego opcionalmente barnizadas en la etapa S4, y finalmente coradas y sometidas a un proceso de acabado final en la etapa S5, es decir, las pilas de lámina 100 son cortadas en manojos individuales de valores 200, cuyos manojos 200 son típicamente bandados (es decir rodeados por una banda de seguridad) y luego apilados para formar paquetes de manojo 210. Aunque las láminas 100 son procesadas en sucesión en las etapas S3 y S4, la etapa S5 es usualmente llevada a cabo sobre pilas de cientos de láminas cada una, produciendo de esta manera manojos de título sucesivos 200 de cientos de valores cada uno, cuyos manojos de títulos 200 son apilados para formar, por ejemplo, paquetes 210 de manojos de diez títulos cada uno.
En relación a las etapas S20 a S23, las láminas parcialmente defectuosas son primero cortadas en valores individuales en la etapa S20 y los valores resultantes son luego seleccionados en la etapa S21 (con base en la presencia o ausencia de la marca de cancelación previamente aplicada en la etapa S2 sobre los valores defectuosos), los valores defectuosos se destruyen en la etapa S10, aunque los buenos valores se procesan adicionalmente en las etapas S22 y S23. En la etapa S22, los valores individuales son numerados en sucesión posteriormente sometidos a un proceso de acabado en la etapa S23 que es similar a aquel llevado a cabo en la etapa S5, es decir se forman manojos de títulos valores 200, cuyos manojos de títulos 200 son enbandados y luego apilados para formar paquetes de manojos de títulos 210.
Aunque la Figura 1 es discutida en el contexto de la producción de valores sobre láminas individuales, se debe entender que el mismo principio es aplicable a la producción de valores sobre una red continua. En ese contexto, las etapas S1, S2 S3, y S4 se podrían llevar a cabo cada una al procesar una red continua de material impreso, cuya red continua es finalmente cortada en valores individuales.
Con relación a la operación de barnizado, la Figura 1 muestra que tal barnizado se lleva a cabo típicamente sobre láminas completas en la etapa S4 después de la numeración de la lámina completa en la etapa S3. Aunque se prefiere esta etapa de barnizado, esta no se requiere como tal. El barnizado se puede adicionalmente llevar a cabo en una etapa diferente de la producción, por ejemplo antes (o inmediatamente después de las láminas buenas y parcialmente defectuosas) la inspección de la lámina completa en la etapa S2 (otra solución implicaría que la numeración se lleve a cabo después del barnizado).
En caso de mantener la secuencia de numeración en no se requiere en todos los valores sucesivos 200, las láminas parcialmente defectuosas podrían seguir una ruta algo similar a las láminas buenas, es decir, ser sometidas a una etapa de numeración de lámina completa (enumerando de esta manera tanto los valores buenos como defectuosos), luego del barnizado de lamina completa, antes de ser cortados...
Reivindicaciones:
1. Un método para producir títulos valores, en particular billetes, en donde las láminas impresas individuales o las porciones impresas sucesivas de una red continua se cortan en títulos individuales (150) en un sistema de procesamiento de alimentación de lámina
o alimentación de red (300), y en donde dichos títulos individuales son procesados
posteriormente mediante un sistema de procesamiento de título único (400) que
comprende una pluralidad de estaciones de procesamiento de título único (SNPS 1 to SNPS 4, 401 to 404),
dicho método se caracteriza por que los títulos individuales (150) corresponden a ciclos de producción independientes (A, B, C, D,) o ciclos de producción dependientes (A1, A2, A3, A4,) que son producidos en dicho sistema de procesamiento de alimentación de lámina o alimentación de red (300), cada ciclo de producción (A, B, C, D,; A1, A2, A3, A4) es procesado en una separada de dichas estaciones
de procesamiento de título único (SNPS 1 a SNPS 4, 401 a 404),
y por que cada ciclo de producción (A, B, C, D,; A1, A2, A3, A4) se subdivide en una secuencia de distintos subciclos de producción (A.i, B.i, C.i, D.i; A1.i, A2.i, A3.i, A4.i, i = 1, 2, 3, …) que corresponde a subconjuntos sucesivos de títulos individuales (150) que deben ser procesados en dichas estaciones de procesamiento de título único (SNPS 1 a SNPS 4, 401 a 404), dichos conjuntos de títulos individuales (150) son producidos en dicho sistema de procesamiento de alimentación de lámina o alimentación de red (300) de acuerdo a la secuencia entre intercalada en el tiempo de los subciclos de producción (A.i, B.i, C.i, D.i; A1.i, A2.i, A3.i, A4.i, i = 1, 2, 3, …) que corresponde a distintos ciclos de producción (A, B, C, D,; A1, A2, A3, A4).
2. El método de acuerdo a la reivindicación 1, en donde dichos subconjuntos de títulos individuales (150) tienen un tope en la sucesión en la entrada de las correspondientes estaciones de procesamiento de título único (SNPS 1 a SNPS 4, 401 a 404).
3. El método de acuerdo a la reivindicación 1 o 2, en donde el número de títulos individuales o subconjuntos se selecciona para ser un número comprendido entre 10.000 a 50.000 títulos.
4. El método de acuerdo a una cualquiera de las reivindicaciones 1 a 3, en donde dichos subciclos de producción (A.i, B.i, C.i, D.i; A1.i, A2.i, A3.i, A4.i, i = 1, 2, 3, ...) se llevan a cabo en dependencia de un estado de operación de dichas estaciones de procesamiento de título única (SNPS 1 a SNPS 4, 401 a 404).
5. El método de acuerdo a una cualquiera de las reivindicaciones 1 a 4, En donde cada subconjunto de títulos individuales (150) se almacena temporalmente en un dispositivo de recipiente correspondiente (50A a 50F) cuyo dispositivo de recipiente se .transporta a aquel correspondiente a dichas estaciones de procesamiento de título único (SNPS 1 a SNPS 4, 401 a 404). Y se regresa a dicho sistema de procesamiento con alimentación de lámina o alimentación de red (300) después de haber sido vaciado.
6. El método de acuerdo con una cualquiera de las reivindicaciones 1 a 5, que comprende además guiar automáticamente y transportar dichos subconjuntos de títulos a y desde las estaciones de procesamiento de título único (SNPS 1 a SNPS 4, 401 a 404).
7. El método de acuerdo a una cualquiera de las reivindicaciones 1 a 6, en donde dichos títulos individuales (150) se producen en dicho sistema de procesamiento alimentado con lámina o alimentado con red (300) en la forma de títulos numerados consecutivamente de acuerdo a lis ciclos de numeración seleccionados, y en donde cada ciclo de producción (A, B, C, D; A1, A2, A3, A4, ) corresponde a una determinada
17
pluralidad de ciclos de numeración independientes (A, B, C, D) o a una determinada de
una pluralidad de porciones (A1, A2, A3, A4) del mismo ciclo de numeración (A),
8. El método de acuerdo a una cualquiera de las reivindicaciones 1 a 6, en donde dichos títulos individuales (150) se enumeran en dichas estaciones de procesamiento de título única (SNPS 1 a SNPS 4, 401 a 404).
9. Un sistema para producir títulos valores, en particular billetes, que comprende un sistema de procesamiento de alimentación de lámina o alimentación de red (300) para cortar láminas impresas individuales o porciones impresas sucesivas de una red continua en títulos individuales (150), un sistema de procesamiento de título único (400) para procesar dichos títulos individuales (150) producidos por el sistema de procesamiento alimentado con lámina o alimentado con red (300), dicho sistema de procesamiento de título único (400) incluye una pluralidad de estaciones de procesamiento de título único (SNPS 1 a SNPS 4, 401 a 404). Caracterizado por que dicho sistema de procesamiento alimentado con lámina o alimentado con red (300) se designa para producir títulos individuales (150) que corresponden a los ciclos de producción independientes (A, B, C, D) o a los ciclos de producción dependientes (A1, A2, A3, A4) cuyos ciclos de producción se procesan cada uno en una separada de dichas estaciones de procesamiento de título único (SNPS 1 a SNPS 4, 401 a 404), Cada ciclo de producción (A, B, C, D A1, A2, A3, A4) se subdivide en una secuencia distinto subciclos de producción (Ai, Bi, Ci, Di; A1.i A2.i, A3.i, A4.i, i = 1, 2, 3, …) que corresponde a subconjuntos sucesivos de títulos individuales (150) que deben ser procesados en las estaciones de procesamiento de título único (SNPS 1 a SNPS 4, 401 a 404),
Y por que dicho sistema de procesamiento de alimentación de lámina o alimentación de red (300) se designa adicionalmente a la salida de dichos subconjuntos de títulos individuales (150) de acuerdo a una secuencia intercalada en el tiempo de subciclos de producción (Ai, Bi, Ci, Di; A1.i A2.i, A3.i, A4i, i = 1, 2, 3, …) que corresponde a distintos ciclos de producción (A, B, C, D A1, A2, A3, A4) .
10. El sistema de acuerdo a la reivindicación 9, en donde cada una de dichas estaciones de procesamiento de título única (SNPS 1 a SNPS 4, 401 a 404), incluye una tapa de tope de entrada para poner un tope a los subconjuntos de títulos individuales (150).
11. El sistema de acuerdo a la reivindicación 9 o 10, en donde el número de títulos individuales prosa conjunto se selecciona para ser un número comprendido entre 10.000 y 50.000 títulos.
12. El sistema de acuerdo a una cualquiera de las reivindicaciones 9 a 11, en donde dicho sistema de procesamiento alimentado con lámina o alimentado con red (300) se designa adicionalmente para producir dichos subconjuntos de títulos individuales (150) en dependencia de una etapa operativa de dichas estaciones de procesamiento de título única (SNPS 1 a SNPS 4, 401 a 404).
13. El sistema de acuerdo a una cualquiera de las reivindicaciones 9 a 12, que comprende además una pluralidad de dispositivos de recipiente (50A a 50F) para almacenar temporalmente dichos subconjuntos de títulos individuales (150) producido por dicho sistema de procesamiento alimentado con lámina o alimentado con red (300), cuyos dispositivos de recipiente (50A, 50F) se diseñan para ser transportados a una de las
18 correspondientes de dichas estaciones de procesamiento de título único (SNPS 1 a SNPS 4, 401 a 404), y ser regresados a dicho sistema de procesamiento alimentado con lámina alimentado con red (300) después de haber sido vaciado.
14. El sistema de acuerdo a una cualquiera de las reivindicaciones 9 a 13, que comprende
5 además un sistema de vehículo guiado automáticamente (500) para transportar dichos subconjuntos de título (150) entre el sistema de procesamiento alimentado con lámina o alimentado con red (300) y las estaciones de procesamiento de título único (SNPS 1 a SNPS 4, 401 a 404).
15. El sistema de acuerdo a una cualquiera de las reivindicaciones 9 a 14,en donde dicho sistema de procesamiento alimentado con lámina o alimentado con red (300) comprende una prensa alimentada con lámina o alimentada con red (305) para efectuar ciclos de numeración seleccionados, y en donde cada ciclo de producción (A, B, C, D; A1, A2, A3, A4) del sistema de procesamiento alimentado con lámina o alimentado con red
(300) corresponde a una determinada de una pluralidad de ciclos de numeración independiente (A, B, C, D) o a una determinada de una pluralidad de porciones (A1, A2, A3, A4) del mismo sitio de numeración (A).
16. El sistema de acuerdo a una cualquiera de las reivindicaciones 9 a 14, en donde cada una de dichas estaciones de procesamiento de título única (SNPS 1 a SNPS 4, 401 a 404), se suministra con sus propios medios de numeración para numerar dichos títulos individuales (150).
Patentes similares o relacionadas:
ENGRANAJE., del 16 de Agosto de 2001, de KOENIG & BAUER AKTIENGESELLSCHAFT: LA INVENCION SE REFIERE A UN TREN DE ENGRANAJES PARA AJUSTAR LA FASE DE UNA MULTITUD DE MEDIOS DE ACCIONAMIENTO ROTATIVOS, EN CADA UNO DE LOS CUALES SE PUEDE AJUSTAR […]
PROCEDIMIENTO Y MAQUINA PARA LA FABRICACION EN CONTINUO DE FAJOS DE HOJAS SOBRE UNA BANDA SOPORTE Y FAJOS ASI OBTENIDOS., del 1 de Agosto de 2001, de DANEL SERVICES, S.A.: Procedimiento y máquina para la fabricación en continuo de fajos de hojas sobre una banda soporte y fajos así obtenidos. La invención concierne a un procedimiento de fabricación […]
APARATO PLEGADOR EN MAQUINAS ROTATIVAS DE IMPRENTA CON RODILLOS., del 1 de Abril de 1981, de HEIDELBERGER DRUCKMASCHINEN AKTIENGESELLSCHAFT: APARATO PLEGADOR PARA MAQUINAS ROTATIVAS DE IMPRENTA CON RODILLOS PARA EL PLEGADO LONGITUDINAL, PARA EL CORTE TRANSVERSAL DE LA BANDA DE PAPEL Y PARA […]
 CILINDRO PARA EL MECANIZADO DE MATERIAL PLANO, del 16 de Enero de 2009, de KOENIG & BAUER AG: Cilindro para el mecanizado de material plano con un cuerpo cilíndrico , giratorio alrededor de un eje del cilindro, con al menos un grupo de varias […]
CILINDRO PARA EL MECANIZADO DE MATERIAL PLANO, del 16 de Enero de 2009, de KOENIG & BAUER AG: Cilindro para el mecanizado de material plano con un cuerpo cilíndrico , giratorio alrededor de un eje del cilindro, con al menos un grupo de varias […]
 DISPOSITIVO PARA ABROCHAR CON GRAPAS EL LOMO DE PRODUCTOS IMPRESOS FORMADOS POR PLIEGOS IMPRESOS, del 1 de Noviembre de 2008, de GRAPHA-HOLDING AG: Dispositivo para coser con grapas el lomo de pliegos impresos doblados que se alimentan, por medio de un sistema de transporte con el lomo transversalmente […]
DISPOSITIVO PARA ABROCHAR CON GRAPAS EL LOMO DE PRODUCTOS IMPRESOS FORMADOS POR PLIEGOS IMPRESOS, del 1 de Noviembre de 2008, de GRAPHA-HOLDING AG: Dispositivo para coser con grapas el lomo de pliegos impresos doblados que se alimentan, por medio de un sistema de transporte con el lomo transversalmente […]
 CILINDRO PARA EL MECANIZADO DE MATERIAL PLANO, del 16 de Abril de 2008, de KOENIG & BAUER AG: Cilindro para el mecanizado de material plano con un cuerpo cilíndrico , giratorio alrededor de un eje del cilindro, con al menos un grupo […]
CILINDRO PARA EL MECANIZADO DE MATERIAL PLANO, del 16 de Abril de 2008, de KOENIG & BAUER AG: Cilindro para el mecanizado de material plano con un cuerpo cilíndrico , giratorio alrededor de un eje del cilindro, con al menos un grupo […]
Procedimiento de numeración de hojas y máquina de tratamiento de hojas para realizar el mismo, del 30 de Octubre de 2019, de KBA-NOTASYS SA: Un procedimiento de numeración de hojas, que comprende alimentar hojas individuales (S) en sucesión, cada una de cuyas hojas individuales […]
Procesos de impresión en rotograbado para producir elementos de seguridad ópticamente variables, del 14 de Agosto de 2019, de SICPA HOLDING SA: Un proceso para fabricar un elemento de seguridad opticamente variable en una sola etapa de impresion, comprendiendo dicho elemento de seguridad opticamente variable […]