MÉTODO Y DISPOSITIVO PARA PRODUCIR UN OBJETO TUBULAR DE MATERIAL TERMOPLÁSTICO.
Método para producir un objeto tubular de material plástico mediante un dispositivo que comprende:
una matriz (4), con una región plana (12) de la matriz y un cuerpo (14) de la matriz que forman entre ellos, una abertura (17) anular de la matriz, siendo el cuerpo (14) de la matriz móvil con respecto a la región plana (12) de la matriz de manera de alterar la superficie en sección transversal de la abertura (17) de la matriz; un dispositivo de extrusión (2), con un émbolo (10) el que durante su movimiento extruye una cantidad específica de material plástico plastificado determinada por la trayectoria del émbolo a través de la matriz (4) de manera de producir un objeto tubular de material plástico (K); una unidad de extracción (6), que puede moverse desde una posición inicial adyacente a la matriz (2) en la una dirección que lo aleja de la matriz, a efectos de guiar el objeto tubular de material plástico (K) que emerge de la matriz, durante el proceso de la extrusión; y la trayectoria de la unidad de extracción (6) determina la longitud del objeto tubular de material plástico (K); y una unidad de control, para controlar los movimientos del cuerpo (14) de la matriz, del émbolo (10) y de la unidad de extracción (6), de acuerdo con un programa predeterminado a los fines de ajustar el espesor de las paredes del objeto tubular de material plástico (K) a lo largo de su longitud; en el cual método los movimientos de la unidad de extracción (6) y del émbolo (10) tienen su velocidad controlada, y el movimiento de cuerpo (14) de la matriz está controlado en cuanto a su posición en función de la trayectoria de la unidad de extracción; caracterizado porque: null ES 2 350 860 T3 el control de la velocidad de la unidad de extracción (6) y el control de la velocidad del émbolo (10) se llevan a cabo de manera tal que el movimiento de la unidad de extracción (6) se lleva cabo de acuerdo con un perfil de velocidades libremente ajustable, (PZ), a lo largo de la trayectoria de la unidad de extracción (6) y porque el movimiento del émbolo (10) se lleva a cabo de acuerdo con un perfil de velocidades libremente ajustable, (PS), a lo largo de la trayectoria del émbolo (10), siendo los perfiles de las velocidades (PZ, PS) de la unidad de extracción (6) y del émbolo (10), ajustables independientemente entre sí; y el movimiento del cuerpo (14) de la matriz se lleva a cabo de acuerdo con un perfil de posiciones libremente ajustables (PD), a lo largo de la trayectoria de la unidad de extracción (6) o de la trayectoria del émbolo, (10), de modo tal que el movimiento del cuerpo (14) de la matriz se lleva a cabo durante la misma duración de tiempo que el movimiento de la unidad de extracción (6) o del émbolo (10)
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E07006979.
Solicitante: OSSBERGER GMBH + CO.
Nacionalidad solicitante: Alemania.
Dirección: OTTO-RIEDER-STRASSE 7 91781 WEISSENBURG ALEMANIA.
Inventor/es: KIEFER,DIETER.
Fecha de Publicación: .
Fecha Solicitud PCT: 3 de Abril de 2007.
Fecha Concesión Europea: 18 de Agosto de 2010.
Clasificación Internacional de Patentes:
- B29C47/92D2
- B29C49/02B
- B29C49/78 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 49/00 Moldeo por soplado, es decir, soplando una preforma o un parisón en un molde por obtener la forma deseada; Aparatos a este efecto. › Medida, control o regulación.
- F16J3/04B
Clasificación PCT:
- B29C47/92
- B29C49/02 B29C 49/00 […] › Moldeo por soplado combinado con la fabricación de la preforma o del parisón.
- B29C49/78 B29C 49/00 […] › Medida, control o regulación.
- F16J3/04 MECANICA; ILUMINACION; CALEFACCION; ARMAMENTO; VOLADURA. › F16 ELEMENTOS O CONJUNTOS DE TECNOLOGIA; MEDIDAS GENERALES PARA ASEGURAR EL BUEN FUNCIONAMIENTO DE LAS MAQUINAS O INSTALACIONES; AISLAMIENTO TERMICO EN GENERAL. › F16J PISTONES; CILINDROS; RECIPIENTES A PRESION EN GENERAL; JUNTAS DE ESTANQUEIDAD. › F16J 3/00 Diafragmas; Fuelles; Pistones con fuelles (uniones de válvulas a cuerpos elásticos inflables B60C 29/00; fuelles o análogos utilizados en instrumentos G12B 1/04; membranas para transductores electromecánicos H04R 7/00). › Fuelles.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Fragmento de la descripción:
La presente invención se refiere a un método y a un dispositivo para producir un objeto tubular de material termoplástico, por ejemplo un tubo ondulado flexible, pudiendo ajustarse el espesor de sus paredes a lo largo de su longitud.
Por ejemplo, del documento EP 0 535 254 del solicitante, se conoce un método y un dispositivo de ese tipo. El dispositivo revelado en dicho documento comprende una matriz o boquilla con una región plana de la matriz y un cuerpo de la matriz que entre ellos forman una matriz de abertura anular, siendo el cuerpo de la matriz móvil con respecto a la región plana de la matriz, a efectos de alterar la superficie en sección transversal de la abertura de la matriz, un dispositivo de extrusión con un émbolo el cual durante su movimiento extruye a través de la matriz una cantidad de material plástico plastificado determinada por la trayectoria del émbolo, a efectos de producir un objeto tubular de material plástico, una unidad de extracción que puede moverse desde una posición inicial adyacente a la matriz en una dirección que lo aleja de la matriz, a efectos de guiar el objeto tubular de material plástico que emerge de la matriz durante el proceso de extrusión; la trayectoria de la unidad de extracción determina la longitud del objeto tubular de material plástico.
En el dispositivo revelado en dicho documento, se proveen dispositivos de control para los accionamientos del cuerpo de la matriz, del émbolo y de la unidad de extracción, que comprenden una computadora y sensores o detectores de trayectoria para estos movimientos; la computadora controla los tres accionamientos de acuerdo con un programa predeterminarlo. El control se lleva a cabo de manera tal que el incremento de la velocidad de la unidad de extracción está controlado durante su movimiento inicial, y de manera tal que durante el movimiento ulterior de la unidad de extracción, sobre la característica de una velocidad controlada de manera continua se superpone un huelgo de ancho controlado de manera de incrementar y disminuir de manera oscilante la abertura de la matriz, de manera tal que el espesor de la pared formada se modifica a modo de ondas, en forma del valles y crestas. El objeto así producido es una preforma para el moldeo por soplado de un tubo ondulado flexible.
Un dispositivo de este tipo, sobre cual se basan el término genérico de las reivindicaciones 1 y 9, se conoce de los artículos de HOCHGREBE M.: Automatisierung von Blas-und Spritzblasmaschinen” Kunststoffberater, Kunststoff Verlag, Isernhagen, DE, Bd. 39, Nr. 7/8 Julio 1, 1994 (1994-07-01), Págs. 14- 19, XP000460715 ISSN; 0172-6374, y de HAUB K.: “Blasgeformte TPE-Achsmanchetten Blowmounted TPE Axle Sleeves” Kunststoffe, Carl Hanser Verlag, Munich, DE, Bd. 86, Nr. 3, Marzo 1, 1996 (1996-03-01), Págs. 332334, XP000587709 ISSN: 0023-5563. En el dispositivo del Solicitante revelado en dichos documentos, la velocidad de los movimientos de la unidad de extracción y del émbolo están controlados, y la posición del cuerpo de matriz en movimiento está controlada en función de la trayectoria de la unidad de extracción.
El objeto de la presente invención es el de desarrollar un método y un dispositivo de este tipo tales que sea posible producir objetos tubulares hechos de material termoplástico formados de cualquier manera con los mismos, con paredes de un espesor ajustable con precisión a lo largo de la longitud del objeto.
El método de acuerdo con la presente invención para lograr este objetivo está definido en la reivindicación 1.
El dispositivo de acuerdo con la presente invención para lograr este objetivo se define en la reivindicación 8.
De acuerdo con la presente invención, los movimientos de la unidad de extracción, del émbolo y del cuerpo de la matriz están controlados de manera tal que el movimiento de la unidad de extracción se lleva a cabo de acuerdo con un perfil de velocidades libremente ajustable a lo largo de la trayectoria de la unidad de extracción, de manera tal que los movimientos del émbolo se llevan a cabo de acuerdo con un perfil de velocidades libremente ajustable a lo largo de la trayectoria del émbolo, y de manera tal que el movimiento del cuerpo de la matriz se lleva a cabo de acuerdo con un perfil de posiciones libremente ajustable a lo largo de la trayectoria de la unidad de extracción o de la trayectoria del émbolo, de manera tal que el movimiento del cuerpo de la matriz se lleve a cabo durante el mismo intervalo de tiempo que el movimiento de la unidad de extracción o del émbolo.
De esta manera, las características de velocidad del émbolo por una parte y las características de velocidad de la unidad de extracción por otra parte, pueden ajustarse libremente independientemente entre sí, mientras que el movimiento del cuerpo de la matriz y por lo tanto la alteración de la abertura de la matriz sigue el movimiento del émbolo o de la unidad de extracción a modo de “esclavo”, por así decirlo.
Dado que los perfiles de velocidad para los movimientos del émbolo y de la unidad de extracción pueden ajustarse libremente, las influencias que afecten la exactitud de la producción, tales como el subsiguiente hinchamiento del material plástico plastificado, o la deflexión o “panza” del objeto tubular de material plástico pueden tenerse en cuenta de manera óptima durante el ajuste o regulación del proceso. De esta manera, el espesor de las paredes del objeto tubular de material plástico y por lo tanto del objeto tubular terminado puede ajustarse a lo largo su longitud con una exactitud extremadamente elevada.
El método de acuerdo con la invención ofrece la posibilidad de permitir que los movimientos de la unidad de extracción y del émbolo empiecen al mismo tiempo, y además que se lleven a cabo de manera no sincronizada, de manera tal que la duración del movimiento de la unidad de extracción y la duración del movimiento del émbolo son por lo tanto distintos. Como resultado de ello y como ya se mencionó, es posible tener en cuenta de manera óptima las influencias que afecten la secuencia del proceso.
Sin embargo, en principio también es posible una “sincronización” automática de los movimientos del émbolo y de la matriz de moldeo por inyección. A tal efecto, en otra forma de realización de la invención, es posible ajustar la unidad de control de manera tal que el perfil de velocidades para la unidad de extracción se adapte automáticamente al perfil de velocidades para el movimiento del émbolo, o inversamente, a efectos de hacer que la duración de los movimientos de la unidad de extracción y del émbolo sean iguales. Esto tiene la ventaja de que, con una alteración por ejemplo del perfil de velocidades del émbolo, no se requiere ningún ajuste manual ulterior del perfil de velocidades del movimiento de la unidad de extracción. Es preferible que el objeto tubular de material plástico producido mediante el método de acuerdo con la invención se produzca como una preforma para un proceso de moldeo por inyección en el que, por ejemplo se produce un tubo ondulado flexible a partir de la preforma. Sin embargo, se hace referencia al hecho que es posible producir cualesquiera objetos tubulares de material termoplástico mediante el método de acuerdo con la invención, siendo posible alterar el espesor de las paredes a lo largo de su longitud, en vistas a ajustar dicho espesor con un elevado grado de exactitud.
En las reivindicaciones secundarias se revelan otras formas de realización ventajosa de la invención.
Seguidamente se describe con mayor detalle una forma de realización de la invención, haciéndose referencia a los dibujos, en los cuales:
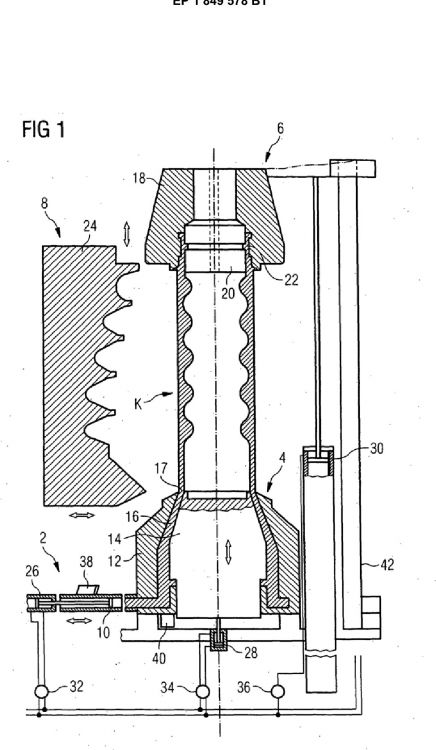
la Figura 1 muestra una vista en sección, esquemática y amplia, de un dispositivo para producir una preforma para moldear por soplado un tubo ondulado flexible;
la Figura 2 muestra una vista muy esquemática de una unidad de control para el dispositivo de la Figura 1; y
las Figuras 3 a 5 muestran diagramas de las trayectorias del movimiento de la unidad de extracción, del émbolo y del cuerpo de la matriz del dispositivo de la Figura 1.
En su cuanto a su construcción, el dispositivo mostrado en la Figura 1 corresponde esencialmente al dispositivo de acuerdo con el documento EP 0 535 254 B1 anteriormente mencionado. Sirve para producir un objeto tubular hecho de material termoplástico en forma de una preforma para el moldeo por soplado de un tubo ondulado flexible. En este caso, se trata meramente de una forma de realización...
Reivindicaciones:
1. Método para producir un objeto tubular de material plástico mediante un dispositivo que comprende:
una matriz (4), con una región plana (12) de la matriz y un cuerpo (14) de la matriz que forman entre ellos, una abertura (17) anular de la matriz, siendo el cuerpo (14) de la matriz móvil con respecto a la región plana (12) de la matriz de manera de alterar la superficie en sección transversal de la abertura (17) de la matriz;
un dispositivo de extrusión (2), con un émbolo (10) el que durante su movimiento extruye una cantidad específica de material plástico plastificado determinada por la trayectoria del émbolo a través de la matriz (4) de manera de producir un objeto tubular de material plástico (K);
una unidad de extracción (6), que puede moverse desde una posición inicial adyacente a la matriz (2) en la una dirección que lo aleja de la matriz, a efectos de guiar el objeto tubular de material plástico (K) que emerge de la matriz, durante el proceso de la extrusión; y la trayectoria de la unidad de extracción (6) determina la longitud del objeto tubular de material plástico (K); y
una unidad de control, para controlar los movimientos del cuerpo (14) de la matriz, del émbolo (10) y de la unidad de extracción (6), de acuerdo con un programa predeterminado a los fines de ajustar el espesor de las paredes del objeto tubular de material plástico (K) a lo largo de su longitud;
en el cual método los movimientos de la unidad de extracción (6) y del émbolo (10) tienen su velocidad controlada, y el movimiento de cuerpo (14) de la matriz está controlado en cuanto a su posición en función de la trayectoria de la unidad de extracción;
caracterizado porque:
el control de la velocidad de la unidad de extracción
(6) y el control de la velocidad del émbolo (10) se llevan a cabo de manera tal que
el movimiento de la unidad de extracción (6) se lleva cabo de acuerdo con un perfil de velocidades libremente ajustable, (PZ), a lo largo de la trayectoria de la unidad de extracción (6) y porque el movimiento del émbolo (10) se lleva a cabo de acuerdo con un perfil de velocidades libremente ajustable, (PS), a lo largo de la trayectoria del émbolo (10), siendo los perfiles de las velocidades (PZ, PS) de la unidad de extracción (6) y del émbolo (10), ajustables independientemente entre sí; y
el movimiento del cuerpo (14) de la matriz se lleva a cabo de acuerdo con un perfil de posiciones libremente ajustables (PD), a lo largo de la trayectoria de la unidad de extracción (6) o de la trayectoria del émbolo, (10), de modo tal que el movimiento del cuerpo (14) de la matriz se lleva a cabo durante la misma duración de tiempo que el movimiento de la unidad de extracción (6) o del émbolo (10).
2. Método de acuerdo con la reivindicación 1, caracterizado porque los perfiles de velocidades (PZ, PS) para los movimientos de la unidad de extracción (6) y del émbolo (10) se ajustan de manera tal que la duración del movimiento de la unidad de extracción (6) y la duración del movimiento del émbolo (10) son desiguales entre sí.
3. Método de acuerdo con la reivindicación 1, caracterizado porque los perfiles de las velocidades (PZ, PS) para los movimientos de la unidad de extracción (6) y del émbolo (10) se ajustan de manera tal que la duración del movimiento de la unidad de extracción (6) y la duración del movimiento del émbolo (10) son iguales entre sí.
4. Método de acuerdo con la reivindicación 3, caracterizado porque la unidad de control puede ser ajustada de manera tal que el perfil de velocidades (PZ) para la unidad de extracción (6) se adapta automáticamente al perfil de velocidades (PS) para el movimiento del émbolo
(10) o inversamente, para hacer que la duración de los movimientos de la unidad de extracción y del émbolo sean iguales entre sí.
5. Método de acuerdo con cualquiera de las reivindicaciones 2 a 4, caracterizado porque los perfiles de velocidades (PZ, PS) para los movimientos de la unidad de extracción (6) y del émbolo (10) se ajustan de manera tal que los movimientos de la unidad de extracción (6) y del émbolo (10) y empiecen al mismo tiempo.
6. Método de acuerdo con cualquiera de las reivindicaciones precedentes, caracterizado porque el perfil de velocidades (PZ) para el movimiento de la unidad de extracción (6), el perfil de velocidades (PS) para el movimiento del émbolo (10) y el perfil de posiciones (PD) para el movimiento del cuerpo (14) de la matriz pueden ajustarse respectivamente a lo largo de un gran número de segmentos.
7. Método de acuerdo con cualquiera de las reivindicaciones precedentes, caracterizado porque antes del inicio del proceso de la extrusión, en la unidad de extracción (6) se moldea por inyección una parte de cabeza, sobre la cual el objeto tubular de material plástico (K) es guiado por la unidad de extracción (6) durante el proceso de la extrusión.
8. Método de acuerdo con cualquiera de las reivindicaciones precedentes, caracterizado porque el objeto tubular de material plástico (K) sirve como una preforma para un proceso de moldeo por soplado.
9. Dispositivo para producir un objeto tubular de material plástico, con:
una matriz (4), con una región plana (12) de la matriz y un cuerpo (14) de la matriz que forman entre ellos, una abertura (17) anular de la matriz, siendo el cuerpo (14) de la matriz móvil con respecto a la región plana (12) de la matriz, de manera de alterar la superficie en sección transversal de la abertura (17) de la matriz;
un dispositivo de extrusión (2), con un émbolo (10) el que con un movimiento de eyección, extruye una cantidad específica de material plástico plastificado a través de la matriz (4), determinada por la trayectoria del émbolo, de manera de producir un objeto tubular de material plástico (K);
una unidad de extracción (6), que puede moverse desde una posición inicial adyacente a la matriz (2) en una dirección que la aleja de la matriz, a efectos de guiar el objeto tubular de material plástico (K) que emerge de la matriz, durante el proceso de la extrusión; y la trayectoria de la unidad de extracción (6) determina la longitud del objeto tubular de material plástico (K); y
una unidad de control, que tiene un programa predeterminable con el que se controla la velocidad de los movimientos de la unidad de extracción (6) y del émbolo
(10) y se controla las posiciones durante el movimiento del cuerpo (14) de la matriz en función de la trayectoria de la unidad de extracción (6);
caracterizado porque: la unidad de control está formada de manera tal que: el movimiento de la unidad de extracción (6) se lleva
cabo de acuerdo con un perfil de velocidades libremente ajustable, (PZ), a lo largo de la trayectoria de la unidad de extracción (6), y el movimiento del émbolo (10) se lleva a cabo de acuerdo con un perfil de velocidades libremente ajustable, (PS), a lo largo de la trayectoria del émbolo (10); y
el movimiento del cuerpo (14) de la matriz se lleva a cabo de acuerdo con un perfil de posiciones libremente ajustable (PD), a lo largo de la trayectoria de la unidad de extracción (6) o de la trayectoria del émbolo, (10), de modo tal que el movimiento del cuerpo (14) de la matriz se lleva a cabo durante la misma duración de tiempo que el movimiento de la unidad de extracción (6) o del émbolo (10).
10. Dispositivo de acuerdo con la reivindicación 9, caracterizado porque la unidad de control comprende: un sensor de trayectoria, (42), para determinar valores reales de la unidad de extracción (6); un sensor de trayectoria, (38) para determinar valores reales de la velocidad del émbolo (10);
un sensor de trayectoria, (40), para determinar valores reales de las posiciones del cuerpo (14) de la matriz; y
una computadora (44) con una controladora que, en función de las diferencias entre los valores reales y los valores de referencia de los perfiles de velocidades (PZ, PS) para los movimientos de la unidad de extracción (6) y del émbolo (10) así como también del perfil de posiciones (PD) para los movimientos del cuerpo (14) de la matriz, genera señales de control para los accionamientos (30, 26, 28) de la unidad de extracción (6), del émbolo (10), y del cuerpo (14) de la matriz.
Patentes similares o relacionadas:
Procedimiento y dispositivo para producir un tubo corrugado de doble capa con casquillo de tubo, del 3 de Marzo de 2020, de UNICOR GMBH: Procedimiento para producir un tubo sin fin de doble pared hecho preferentemente de material termoplástico con tramos de tubo corrugado y tramos de tubo con casquillo, por […]
Sistema y método para el moldeo por soplado múltiple, del 26 de Febrero de 2020, de Amcor Rigid Plastics USA, LLC: Un sistema para formar un contenedor a partir de una preforma mediante un proceso de moldeo por soplado múltiple que comprende: un primer molde […]
 Método y sistema de control de temperatura del molde en bucle cerrado, del 25 de Septiembre de 2019, de EMHART GLASS S.A.: Un sistema de control del tiempo del ciclo de enfriamiento del molde en blanco para una máquina I. S. que tiene un ciclo de máquina, que comprende:
[…]
Método y sistema de control de temperatura del molde en bucle cerrado, del 25 de Septiembre de 2019, de EMHART GLASS S.A.: Un sistema de control del tiempo del ciclo de enfriamiento del molde en blanco para una máquina I. S. que tiene un ciclo de máquina, que comprende:
[…]
Unidad de moldeado de recipientes, equipada con circuitos fluídico y neumático que desembocan en una superficie superior, del 3 de Julio de 2019, de SIDEL PARTICIPATIONS: Unidad de moldeado para la formación de un recipiente , comprendiendo esta unidad de formación: - un molde provisto de […]
 Unidad de moldeado de recipientes, equipada con un dispositivo de cajeado de compacidad incrementada, del 26 de Junio de 2019, de SIDEL PARTICIPATIONS: Unidad de moldeado para la formación de un recipiente , provisto de un espacio en hueco hacia el interior del recipiente , comprendiendo esta […]
Unidad de moldeado de recipientes, equipada con un dispositivo de cajeado de compacidad incrementada, del 26 de Junio de 2019, de SIDEL PARTICIPATIONS: Unidad de moldeado para la formación de un recipiente , provisto de un espacio en hueco hacia el interior del recipiente , comprendiendo esta […]
Procedimiento de fabricación por estirado soplado de un recipiente con velocidad de estirado elevada, del 27 de Febrero de 2019, de SIDEL PARTICIPATIONS: Un procedimiento de fabricación de un recipiente mediante estirado soplado a partir de una preforma de materia plástica dentro de una unidad […]
 Procedimiento para conformar un recipiente, del 5 de Octubre de 2018, de Amcor Group GmbH: Un procedimiento de fabricación de un recipiente moldeado por soplado que comprende:
a. disponer una preforma en una cavidad del molde primario ;
b. aplicar […]
Procedimiento para conformar un recipiente, del 5 de Octubre de 2018, de Amcor Group GmbH: Un procedimiento de fabricación de un recipiente moldeado por soplado que comprende:
a. disponer una preforma en una cavidad del molde primario ;
b. aplicar […]
Instalación para medir el grosor de la pared de recipientes, del 18 de Abril de 2018, de TIAMA: Instalación para medir el grosor de la pared de recipientes transparentes o traslúcidos , delimitada entre una superficie exterior y una superficie interior […]