MÉTODO PARA LA PRODUCCIÓN DE CIERRES METÁLICOS.
Un proceso para la producción de cierres metálicos sin formación de pelo de ángel que incluye las etapas de:
- troquelar una pieza en tosco de cierre (5) con un radio externo (6) en una prensa (10), - eyectar la pieza en tosco de cierre (5) de la prensa (10) a una tolva - transferir la pieza en tosco de cierre (5) de la tolva a una estación de preenrollamiento y caracterizado por el hecho de que - enderezamiento del flanco de la pieza en tosco de cierre (5) enrollándola contra un riel plano (42) dimensionado para asegurar que la pieza en tosco de cierre (5) realice al menos una rotación completa sobre su eje principal
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2006/061253.
Solicitante: CROWN PACKAGING TECHNOLOGY, INC.
Nacionalidad solicitante: Estados Unidos de América.
Dirección: 11535 SOUTH CENTRAL AVENUE ALSIP, IL 60803-2599 ESTADOS UNIDOS DE AMERICA.
Inventor/es: MEIER, ROBERT, STREBE,Frank,Roland.
Fecha de Publicación: .
Fecha Solicitud PCT: 31 de Marzo de 2006.
Clasificación Internacional de Patentes:
- B21D43/16 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F). › B21D 43/00 Dispositivos de alimentación, de alineamiento o de almacenado combinados con aparatos para trabajar o tratar la chapa, tubos o perfiles, dispuestos en estos aparatos o especialmente adaptados para ser utilizados en asociación con estos aparatos; Asociación de dispositivos de corte con estos aparatos (dispositivos de corte asociados a las herramientas, ver los grupos previstos para estas herramientas). › por gravedad, p. ej. por canalones.
- B21D43/18 B21D 43/00 […] › por medio de dispositivos de conexión neumática o magnética con el material.
- B21D45/04 B21D […] › B21D 45/00 Dispositivos de eyección o de arranque previstos en las máquinas o herramientas tratadas en la presente subclase. › ligados al desplazamiento de la herramienta.
- B21D51/44 B21D […] › B21D 51/00 Fabricación de objetos huecos (a partir de tubos con paredes espesas o no uniformes B21K 21/00). › Fabricación de cierres, p. ej. tapas (a partir de hojas metálicas delgadas en la misma forma en que se confeccionan cápsulas de papel B31D 5/00; fabricación y colocación simultánea de los cierres B67B).
Clasificación PCT:
- B21D43/16 B21D 43/00 […] › por gravedad, p. ej. por canalones.
- B21D43/18 B21D 43/00 […] › por medio de dispositivos de conexión neumática o magnética con el material.
- B21D45/04 B21D 45/00 […] › ligados al desplazamiento de la herramienta.
- B21D51/44 B21D 51/00 […] › Fabricación de cierres, p. ej. tapas (a partir de hojas metálicas delgadas en la misma forma en que se confeccionan cápsulas de papel B31D 5/00; fabricación y colocación simultánea de los cierres B67B).
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia.
PDF original: ES-2358482_T3.pdf
Fragmento de la descripción:
Método para la producción de cierres metálicos.
Campo técnico
La presente invención se refiere a un método mejorado para la fabricación de cierres de metal y herramientas mejoradas para realizar dicho método. En particular, el método se aplica a la producción de un cierre metálico a partir de una cubierta de cierre, que tiene una forma adaptada para reducir o eliminar la incidencia del así llamado "cabello de ángel".
Los cierres metálicos a los que se les ha aplicado la invención han sido hechos a partir de metal en lámina (por ejemplo, acero o aluminio), a los que se ha aplicado un fino recubrimiento de polímero. Las cubiertas de cierre se producen a partir de láminas de metal revestidas de polímero mediante estampado, que simultáneamente forma y corta la pieza en tosco de cierre usando un punzón cooperativo y troquel. Se han encontrado problemas durante el proceso de troquelado porque las finas esquirlas del recubrimiento de polímero se forman donde la lámina de metal revestido de polímero se corta. A estas esquirlas se les llama convencionalmente "cabellos de ángel" y son visualmente poco atractivas. Durante pasos posteriores de formación (por ejemplo, la formación de un rizo al borde del corte de metal) tales "cabellos de ángel" pueden despegarse de la cubierta de cierre y formar "pelusa", que interfiere con la máquina formadora.
De forma convencional, el proceso para la producción de un cierre metálico incluye los siguientes pasos: troquelado de una pieza de cierre a partir de una lámina metálica revestida en una prensa (que tiene primeras y segundas partes, que se mueven unas en relación a las otras); separación de las partes de la prensa y eyección de la pieza en tosco metálica de una de las partes; y preenrollamiento del borde de corte de la pieza en tosco de cierre para formar el inicio de un rizo interno periférico al borde del corte de la misma. Estos pasos se pueden realizar en la misma herramienta o alternativamente el troquelado y el preenrollamiento se pueden realizar en herramientas separadas. La pieza prerrizada es luego transferida a una herramienta de enrollamiento, en la que el borde de corte de la cubierta metálica se forma en un rizo hacia adentro apretado. Entre los varios estadios de producción anteriormente descritos, la pieza de cierre debe ser transportada entre herramientas por un sistema de transferencia.
Nivel de la técnica
PCT/WO 2005023451 (MAIKO ENGINEERING GMBH.) 17/03/2005 propone una pieza en tosco de cierre metálico, que tiene un radio externo adyacente a su borde de corte. Este radio externo ha sido inventado para prevenir la formación de "cabellos de ángel". No obstante, a velocidades de producción (aproximadamente 1200 cierres por minuto), el radio externo causa varios problemas con herramientas convencionales.
Las piezas en tosco de cierre convencionales tienen un flanco cilíndrico, que coincide cercanamente con el flanco de la cavidad en la prensa y así, la pieza en tosco de cierre se retiene en la cavidad hasta que las partes de la prensa se separan y la parte que lleva la pieza en tosco de cierre alcanza el "punto muerto superior". Una vez esta posición es alcanzada, la pieza de cierre se eyecta de la prensa mediante el "aire de la prensa". Donde la pieza en tosco de cierre tiene un radio externo (para prevenir la formación de "cabellos de ángel"), el radio externo crea un asiento suelto en la cavidad de presión e interfiere con aire de presión cuando las partes de la prensa se separan después de la formación de la pieza de cierre. Así, la pieza en tosco de cierre tiende a retorcerse incontrolablemente y cae fuera de la prensa cuando las partes de la prensa se separan.
WO 200249787 (DAYTON SYSTEMS GROUP, INC.) 27/06/2002 describe una disposición de presión adecuada para la producción de piezas en tosco de cierre metálicas (copa de cierre) que tiene tal borde externo rizado. La pieza en tosco de cierre metálica (copa de cierre) es desplazada contra parte del punzón de formación por una primera corriente de aire introducida en la cavidad en el lado inferior de la tapa. Cuando el punzón alcanza el "punto muerto superior", la pieza en tosco (tapa de cierre) es eyectada del punzón por una segunda corriente de aire.
Otro problema se da durante el transporte de las piezas en tosco de cierre entre estadios de producción. Un sistema de transporte neumático se usa convencionalmente para este propósito, para aumentar las velocidades de producción. Los sistemas de transporte neumático conocidos comprenden un soporte de base, flancos y una placa superior y una corriente de aire pasa a través del volumen así definido, llevando las piezas de cierre a una almohadilla de aire. Cuando las piezas en tosco de cierre con un radio externo en su borde de corte se transportan en tal sistema de transporte neumático, la corriente de aire coge bajo el radio externo y tiende a voltear o inclinar las piezas en tosco de cierre. Así, tales piezas de cierre "bailan" incontrolablemente por la corriente de aire y se empujan las unas a las otras, dañando el fino recubrimiento de polímero de las mismas.
US 4655677 (PRECISION METAL FABRICATORS, INC.) 07/04/1987 describe un problema similar, encontrado cuando al intentar transportar extremos de contenedor a través de tal sistema convencional transportador de aire. Esta patente describe como montones de extremos de contenedor pueden ser exitosamente transportados en un sistema transportador de aire. En este sistema, la cubierta superior del transportador se distancia sobre la pila de extremos de contenedor a una altura que es inferior al recubrimiento de los extremos de contenedores anidados, asegurando así que los extremos de contenedor permanezcan en sus montones respectivos cuando son sometidas a fuerzas laterales.
Descripción de la invención
La invención proporciona un proceso según la reivindicación 1 y una herramienta de preenrollamiento según la reivindicación 3.
Antes de que la pieza de cierre pase a la fase de enrollamiento del proceso de producción, el radio externo debe ser eliminado y el flanco de cierre enderezado antes de que un apretado rizo hacia adentro se puede formar en la cubierta de cierre. Se ha propuesto que tal enderezando puede ser más fácil de lograr en una operación de troquelado posterior, pero este proceso puede exacerbar la tendencia de la pieza en tosco de cierre para formar un rizo externo.
Por consiguiente, los inventores proponen enderezar el radio externo en la pieza de cierre laminando la pieza de cierre en tosco sobre su eje principal a lo largo de una herramienta con una superficie plana paralela al flanco de la pieza de cierre en tosco. Así, el radio externo en la pieza de cierre en tosco se despliega progresivamente y se evita un rizado externo accidental. Los inventores han modificado la herramienta de prerizo convencional para proporcionar una parte de pared recta para enderezar suavemente el flanco del cierre antes de apretar suavemente el borde de corte del flanco de cierre en un rizo hacia adentro. Las herramientas de enrollamiento posteriores pueden luego ser usadas para estrechar el rizo hacia adentro, creando así un cierre con un apretado rizo hacia adentro en su borde periférico libre. La parte plana de las herramientas sigue un radio suave sobre una longitud mayor que la circunferencia externa de la cubierta de cierre. Esto asegura que la cubierta de cierre haga una rotación completa contra la parte de enderezamiento de la herramienta y que la cubierta de cierre tenga una configuración cilíndrica de lados rectos, antes de entrar las herramientas (o parte de la herramienta) adaptadas para impulsar la formación de un rizo hacia adentro.
Breve descripción de los dibujos
La presente invención será ahora descrita, solamente a título de ejemplo, con referencia a los dibujos anexos, en los que:
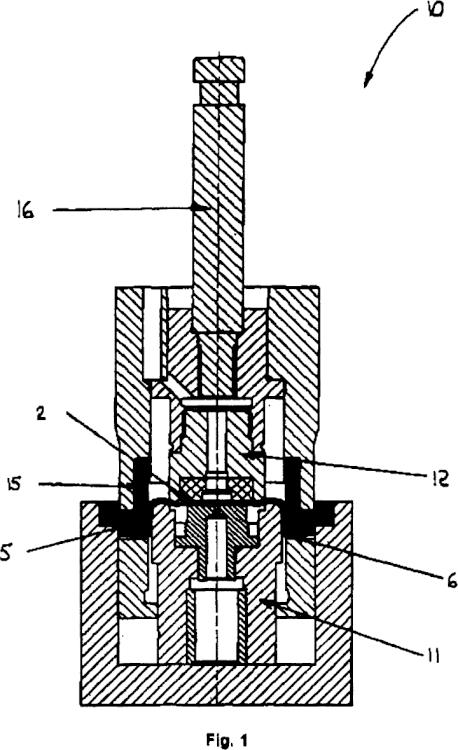
Figura 1 muestra una vista de sección transversal de una prensa adecuada para formar una pieza modificada de cierre con un radio externo en su borde periférico libre para mitigar la producción de "cabello de ángel" durante el corte.
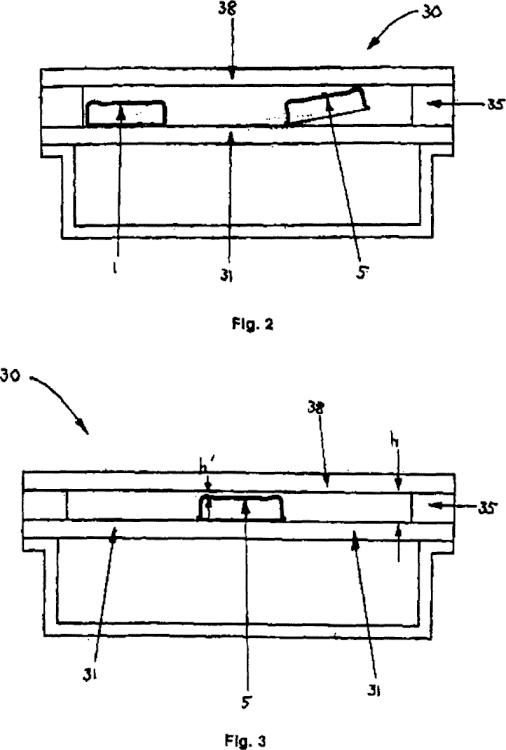
Figura 2 muestra una vista de una sección transversal a través de un sistema de transporte neumático convencional con una pieza de cierre convencional (izquierda) y una pieza de cierre modificada (derecha) en su interior, que ilustra el efecto de vuelco de la corriente de aire en el radio externo del cierre modificado.
Figura 3 muestra una vista de una sección transversal a través de un sistema de transporte neumático modificado con un cierre modificado soportado... [Seguir leyendo]
Reivindicaciones:
1. Un proceso para la producción de cierres metálicos sin formación de pelo de ángel que incluye las etapas de:
- troquelar una pieza en tosco de cierre (5) con un radio externo (6) en una prensa (10),
- eyectar la pieza en tosco de cierre (5) de la prensa (10) a una tolva
- transferir la pieza en tosco de cierre (5) de la tolva a una estación de preenrollamiento y
caracterizado por el hecho de que
- enderezamiento del flanco de la pieza en tosco de cierre (5) enrollándola contra un riel plano (42) dimensionado para asegurar que la pieza en tosco de cierre (5) realice al menos una rotación completa sobre su eje princi- pal.
2. Proceso para la producción de cierres metálicos sin formación de cabello de ángel según la reivindicación 1, donde la pieza en tosco de cierre (5) es transferida desde la tolva a la estación de preenrollamiento usando un sistema de transporte neumático que permita un espacio de aire limitado sobre la pieza en tosco de cierre.
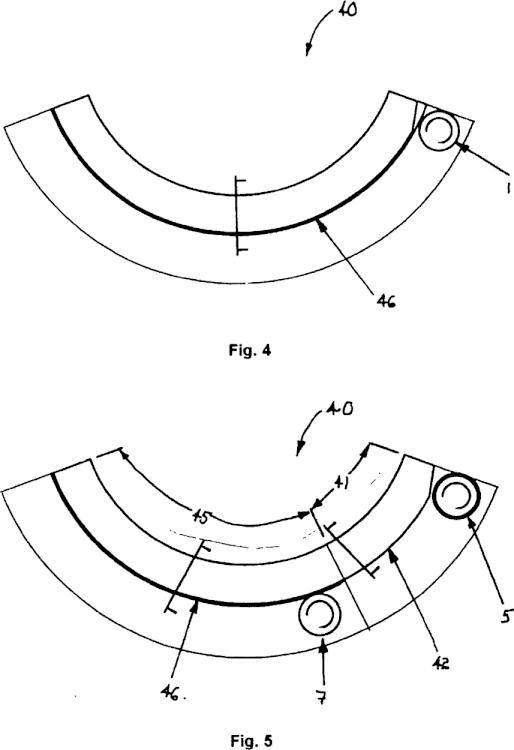
3. Herramienta de preenrollamiento (40) que comprende un raíl unitario que tiene dos partes, una primera parte (41) que comprende un riel plano adaptado para enderezar el radio externo (6) en la pieza en tosco de cierre (45) laminando la pieza en tosco contra el riel plano y con una longitud suficiente para asegurar que la pieza en tosco de cierre (5) realice al menos una rotación completa sobre su eje principal, y una segunda parte (45) comprendiendo un raíl de preenrollamiento (46) adaptada para empujar el borde de corte de la pieza en tosco de cierre (5) hacia un rizo hacia adentro rodando la pieza en tosco contra el riel de preenrollamiento (46).
Patentes similares o relacionadas:
Aparato y método para orientar el cierre de extremo de un recipiente de bebida y aplicación de símbolos en una ubicación predeterminada, del 29 de Abril de 2020, de BALL CORPORATION: Un método para orientar y decorar un cierre de extremo para un recipiente de bebida, que comprende: proporcionar el cierre de extremo que comprende un ribete […]
Procedimiento y maquinaria para orientar y formar una placa para morrión para tapones de corcho, del 21 de Agosto de 2019, de MEC PROJECT DI BROSSA ROBERTO: Maquinaria para orientar y formar una placa para un morrión para tapones de corcho, que comprende una unidad de formación para estampar en una […]
Método y aparato para formar un extremo de lata moldurado, del 6 de Junio de 2019, de ALFONS HAAR INC.: Un método para formar un extremo de lata en una prensa de conformación, el método comprende: posicionar una hoja de material entre un conjunto de punzón […]
Procedimiento para la fabricación de un extremo de apertura fácil, del 22 de Abril de 2019, de JFE STEEL CORPORATION: Procedimiento para la fabricación de un extremo de una lata de apertura fácil, en el que la etapa de formar un marcado por prensado […]
Procedimiento para la fabricación de un bote con una tapa de apertura rápida, así como bote con una tapa de apertura rápida, del 30 de Noviembre de 2016, de SOUDRONIC AG: Procedimiento para la fabricación de un bote de metal con una tapa de apertura rápida , - formándose un borde superior del cuerpo de bote , cuyo […]
 Horno mecánico continuo y procedimiento para secado del sellante de tapas, del 3 de Diciembre de 2015, de MECÁNICA 93, S.L: Horno mecánico continuo y procedimiento para secado del sellante de tapas.
Horno mecánico continuo, para secado del sellante de tapas de frascos, botellas o tarros, que comprende […]
Horno mecánico continuo y procedimiento para secado del sellante de tapas, del 3 de Diciembre de 2015, de MECÁNICA 93, S.L: Horno mecánico continuo y procedimiento para secado del sellante de tapas.
Horno mecánico continuo, para secado del sellante de tapas de frascos, botellas o tarros, que comprende […]
Disposición para formar un bucle de cinta y procedimiento y dispositivo para fabricar tapas rasgables, del 3 de Junio de 2015, de SOUDRONIC AG: Disposición que está prevista y configurada para formar un bucle de cinta entre un rollo de reserva de cinta accionado para desenrollamiento y un […]
Aparato de reconfiguración de un cierre terminal de recipiente metálico y uso de dicho aparato, del 20 de Mayo de 2015, de BALL CORPORATION: Un aparato de reconfiguración de un cierre terminal metálico que comprende un gancho de cubierta periférico, una pared de presión que […]