MÉTODO PARA FABRICAR UNA BOBINA.
Un método para fabricar una bobina (6, 9) con una sección transversal diferente de una sección transversal de anillo circular,
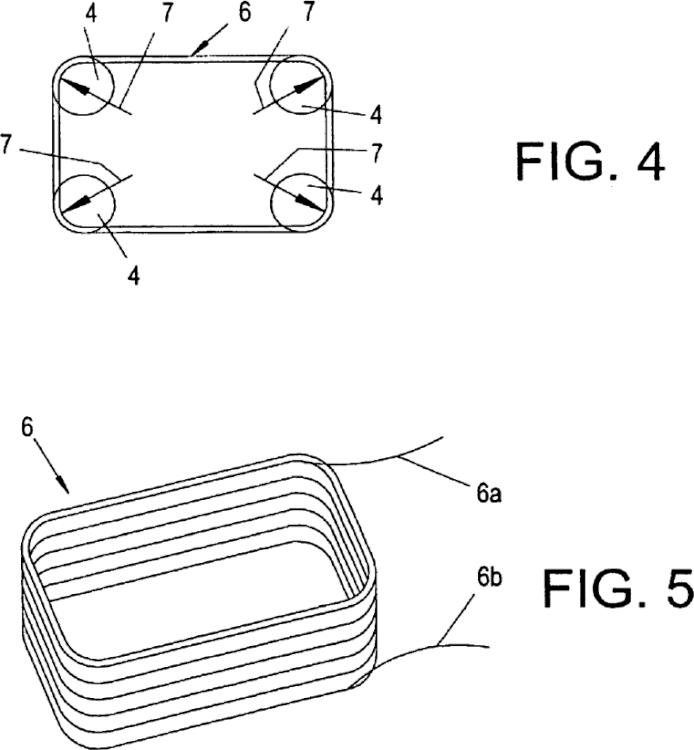
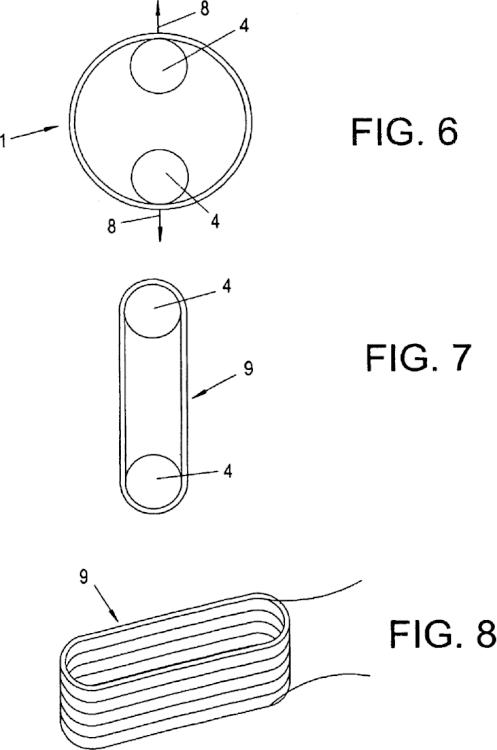
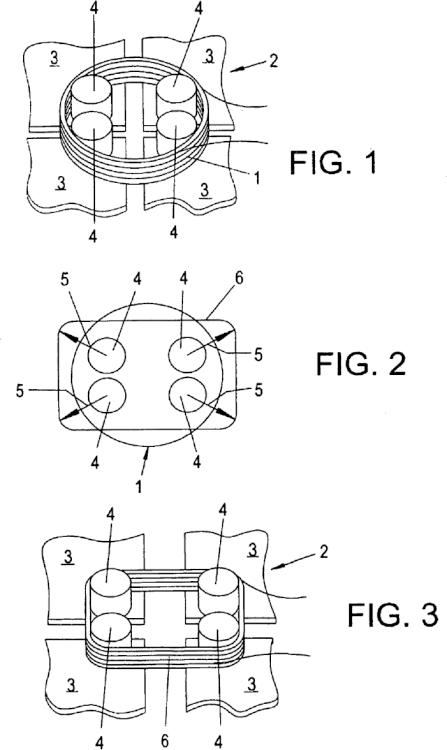
en cuyo método se devana en primer lugar una bobina cilíndrica circular (1) con un eje de cilindro y una sección transversal de anillo circular y seguidamente la bobina cilíndrica circular (1) es reformada en una bobina (6, 9) con otra sección transversal diferente de la sección transversal de anillo circular, en el que al menos dos soportes (4) de un extensor (2) que se extienden paralelamente entre sí y al eje del cilindro son insertados en el interior de la bobina de la bobina cilíndrica circular devanada (1) para una reforma de la bobina cilíndrica circular devanada (1), en el que después de que los soportes (4) hayan sido insertados en el interior de la bobina, los soportes (4) hacen un movimiento relativo transversal al eje del cilindro y separándose, extendiendo así la bobina (1) previamente cilíndrica circular hasta la bobina (6, 9) con la otra sección transversal, y en el que la bobina reformada es sometida adicionalmente a alargamiento después de reformar mediante una extensión adicional
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/IB2005/052701.
Solicitante: NXP B.V..
Nacionalidad solicitante: Países Bajos.
Dirección: HIGH TECH CAMPUS 60 5656 AG EINDHOVEN PAISES BAJOS.
Inventor/es: NIERLICH,Heinzc/o NXP Semiconductors Austria GmbH.
Fecha de Publicación: .
Fecha Solicitud PCT: 16 de Agosto de 2005.
Clasificación Internacional de Patentes:
- H01F41/04 ELECTRICIDAD. › H01 ELEMENTOS ELECTRICOS BASICOS. › H01F IMANES; INDUCTANCIAS; TRANSFORMADORES; EMPLEO DE MATERIALES ESPECIFICOS POR SUS PROPIEDADES MAGNETICAS. › H01F 41/00 Aparatos o procedimientos especialmente adaptados a la fabricación o al montaje de imanes, inductancias o transformadores; Aparatos o procedimientos especialmente adaptados a la fabricación de materiales caracterizados por sus propiedades magnéticas. › para fabricar bobinas.
- H01F41/06B
- H04R9/04N
Clasificación PCT:
- H01F41/04 H01F 41/00 […] › para fabricar bobinas.
- H01F41/06 H01F 41/00 […] › Arrollamiento de bobinas.
- H04R9/04 H […] › H04 TECNICA DE LAS COMUNICACIONES ELECTRICAS. › H04R ALTAVOCES, MICROFONOS, CABEZAS DE LECTURA PARA GRAMOFONOS O TRANSDUCTORES ACUSTICOS ELECTROMECANICOS ANALOGOS; APARATOS PARA SORDOS; SISTEMAS PARA ANUNCIOS EN PUBLICO (producción de sonidos cuya frecuencia no está determinada por la frecuencia de alimentación G10K). › H04R 9/00 Transductores del tipo de bobina móvil, de lámina móvil o de hilo móvil. › Construcción, montaje o centrado de bobinas.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia.
PDF original: ES-2358202_T3.pdf
Fragmento de la descripción:
Campo del invento
El invento se refiere a un método para fabricar una bobina con una sección transversal diferente de una sección transversal de anillo circular, en cuyo método se forma en primer lugar una bobina cilíndrica circular con un eje de cilindro y una sección transversal de anillo circular y seguidamente la bobina cilíndrica circular es reformada en una 5 bobina con otra sección transversal diferente de la sección transversal de anillo circular.
El invento se refiere además a una bobina móvil para un altavoz.
El invento se refiere además a un altavoz con una bobina móvil.
Antecedentes del invento
Los altavoces dinámicos consiguen particularmente una gran eficacia si la sección transversal de la bobina móvil se 10 ajusta a la geometría de la membrana. Especialmente en el caso de dispositivos pequeños, tales como teléfonos móviles, se usan de preferencia altavoces pequeños con forma oval o rectangular. Existe aquí una necesidad especial de métodos de fabricación económicos para mover bobinas con secciones transversales que no sean circulares, sino de alguna otra forma, predominando especialmente la rectangular u oval o elíptica.
Para la fabricación de bobinas móviles con una sección transversal sustancialmente rectangular, el alambre de la bobina 15 puede ser devanado alrededor de soportes cuadrados y después mantenido unido mediante la aplicación de un adhesivo. Para conseguir una resistencia y un control dimensional adicionales, es necesario variar el tamaño de la bobina devanada. En comparación con la fabricación de las bobinas cilíndricas circulares, el costo del trabajo es alrededor del doble, porque las bobinas cilíndricas circulares no son sólo devanadas más rápidamente, sino que tienen una resistencia inherente mayor, no necesitando por tanto trabajos adicionales. 20
Se conoce producir bobinas con una sección transversal rectangular o cuadrada cambiando la forma de una bobina cilíndrica circular fabricada previamente. Se conoce un método merced al documento JP 57 101 497 A, en el que una bobina cilíndrica circular es puesta en un soporte de bobina cilíndrica circular que puede cambiar de forma. Se impulsa seguidamente un martinete hacia el interior de este soporte de bobina, dicho martinete tiene una parte de cabeza apuntada con una parte de base con forma de pirámide que se extiende desde la parte de cabeza, que tiene la forma de 25 un prisma. Impulsando este martinete, el soporte de la bobina y la bobina puesta en la parte superior cambian de forma gradualmente desde la forma cilíndrica circular hasta una forma cilíndrica no circular con una sección transversal cuadrada.
Una desventaja importante de este método conocido es que se debe usar un soporte de bobina especial, que resulta inservible después de cambiar la forma de la bobina cilíndrica circular y se desecha en consecuencia. Los bordes 30 apuntados de la parte de cabeza con forma de pirámide apuntada hacen también que se produzcan fuerzas de cizalla que actúan en la bobina a través del soporte de bobina, que pueden causar daños a la bobina.
Se conoce otro método merced al documento JP 2002 1 35 891 A en el que se realiza el cambio de la forma de un cuerpo de bobina cilíndrica circular usando una herramienta con una parte de cabeza apuntada y una parte de base, dicha herramienta está diseñada de una manera similar al martinete descrito anteriormente, en la que, sin embargo, la 35 sección transversal de la herramienta, empezando desde una parte de cabeza cónica circular apuntada, cambia gradualmente desde una sección circular hasta una sección rectangular de la parte de base con una forma cuadrada.
Este método conocido produce también componentes de fuerza no deseadas que actúan en dirección axial, dichas componentes de fuerza pueden dañar fácilmente la bobina a ser cambiada de forma o necesitan un diseño de bobina apropiadamente masivo. 40
El documento JP 58146198 describe la fabricación de una forma de bobina que se autosoporta. Se proporciona un útil de apriete con piezas de apriete que tienen superficies curvadas de apriete en cada extremo de un par de vástagos de tubo capaces de extenderse y contraerse de manera telescópica.
El documento JP 58056600 describe un altavoz del tipo plano;
El documento JP 58103854 describe la fabricación de una bobina de rotor o un motor sin bobina; 45
El documento JP 57101497 describe la fabricación de una bobina de voz poligonal;
El documento DE 4232882 describe una disposición para devanar bobinas “fingerprint”, de huella dactilar, para bobinas de gradiente de un dispositivo de tomografía de spin nuclear.
Objeto y sumario del invento
De acuerdo con un aspecto del invento, se proporciona un método para fabricar una bobina con una sección transversal 50 diferente de una sección transversal de anillo circular, en dicho método se devana en primer lugar una bobina cilíndrica
circular con un eje de cilindro y una sección transversal de anillo circular y seguidamente la bobina cilíndrica circular es reformada en una bobina con otra sección transversal diferente de la sección transversal de anillo circular, en el que al menos dos soportes de un extensor que se extienden paralelamente entre sí y respecto al eje del cilindro son insertados en el interior de bobina de la bobina cilíndrica circular devanada para cambiar la forma de la bobina cilíndrica circular devanada, en el que después de que los soportes han sido insertados en el interior de la bobina, los soportes hacen un 5 movimiento transversal con relación al eje del cilindro y separándose, extendiendo así la bobina previamente cilíndrica circular hasta la bobina con la otra sección transversal, y en la que la bobina reformada es sujeta adicionalmente a elongación después de la reforma mediante una extensión adicional.
Una realización del invento puede evitar las desventajas del orden indicado en el párrafo del comienzo y puede proporcionar un método mejorado. 10
Un método de acuerdo con una realización del invento puede ser usado para fabricar una bobina móvil, por ejemplo, una bobina móvil para un altavoz. Una realización del invento tiene la ventaja de que hace posible reformar una bobina inicialmente cilíndrica circular en una bobina con una sección transversal diferente sin fuerzas no deseadas que actúen en la dirección axial, o sea, transversalmente a la dirección del devanado del alambre. Las fuerzas de fricción entre la bobina a ser reformada y los soportes del extensor, que se producen cuando se ha realizado la reforma de acuerdo con 15 el invento, cuyas fuerzas de fricción tensan el alambre de la bobina y/o su aislamiento, se producen solamente en la dirección del devanado del alambre y son por tanto mucho menos críticas que en los métodos conocidos. Además, un método de acuerdo con una realización del invento no necesita ningún soporte de bobina desechable adicional.
Los soportes pueden estar redondeados, lo que proporciona la ventaja de que las fuerzas de extensión actúan de manera extremadamente uniforme en el interior de la bobina. Esto es especialmente aplicable si los soportes 20 comprenden vástagos circulares.
Se pueden disponer cuatro soportes que ofrecen la ventaja de que se puede obtener una bobina que es especialmente adecuada como una bobina móvil para altavoces con una membrana de una forma predominantemente rectangular.
De acuerdo con otro aspecto del invento, se proporciona un aparato para fabricar una bobina con una sección transversal diferente de una sección transversal de anillo circular, el aparato comprende un extensor que tiene al menos 25 dos soportes que se extienden paralelamente entre sí, en los que:
los soportes son insertables en un interior de bobina de una bobina cilíndrica circular devanada para reformar la bobina cilíndrica circular devanada, la bobina tiene un eje de cilindro;
los soportes son operables para realizar un movimiento relativo transversal al eje del cilindro y separándose, para extender la bobina previamente cilíndrica circular hasta la bobina (6, 9) que tiene una sección transversal diferente de 30 una sección transversal de anillo circular, y
los soportes son operables adicionalmente para someter la bobina reformada a alargamiento después de reformar mediante una extensión adicional.
Después de reformar, la bobina puede... [Seguir leyendo]
Reivindicaciones:
1. Un método para fabricar una bobina (6, 9) con una sección transversal diferente de una sección transversal de anillo circular, en cuyo método se devana en primer lugar una bobina cilíndrica circular (1) con un eje de cilindro y una sección transversal de anillo circular y seguidamente la bobina cilíndrica circular (1) es reformada en una bobina (6, 9) con otra sección transversal diferente de la sección transversal de anillo circular, en el que al menos dos soportes (4) de un 5 extensor (2) que se extienden paralelamente entre sí y al eje del cilindro son insertados en el interior de la bobina de la bobina cilíndrica circular devanada (1) para una reforma de la bobina cilíndrica circular devanada (1), en el que después de que los soportes (4) hayan sido insertados en el interior de la bobina, los soportes (4) hacen un movimiento relativo transversal al eje del cilindro y separándose, extendiendo así la bobina (1) previamente cilíndrica circular hasta la bobina (6, 9) con la otra sección transversal, y en el que la bobina reformada es sometida adicionalmente a alargamiento 10 después de reformar mediante una extensión adicional.
2. Método como se reivindica en la reivindicación 1, en el que los soportes (4) están redondeados, mediante dicha redondez los soportes (4) aprisionan el interior de la bobina de la bobina cilíndrica circular (1).
3. Un método como se reivindica en la reivindicación 2, en el que los soportes comprenden vástagos cilíndricos circulares. 15
4. Un método como se reivindica en cualquier reivindicación precedente, en el que para la fabricación de una bobina (6) con una sección transversal rectangular se usan cuatro soportes (4) para la extensión.
5. Un método como se reivindica en cualquier reivindicación precedente, en el que se selecciona al menos un parámetro de extensión de tal manera que el alargamiento del alambre de bobina de la bobina (6, 9) es efectuado con la sección transversal diferente. 20
6. Un método como se reivindica en cualquier reivindicación precedente, en el que dicho alargamiento después de reformar comprende un alargamiento entre 3 y 5%.
7. Un método como se reivindica en cualquier reivindicación precedente, en el que el método es usado para fabricar una bobina móvil de un altavoz.
8. Aparato para fabricar una bobina (6, 9) con una sección transversal diferente de una sección transversal de anillo 25 circular, comprendiendo el aparato un extensor (2) que tiene al menos dos soportes (4) que se extienden paralelamente entre sí, en el que:
los soportes son insertables dentro de un interior de bobina de una bobina cilíndrica circular devanada (1) para reformar la bobina cilíndrica circular devanada (1), teniendo la bobina un eje de cilindro;
los soportes son operables para hacer un movimiento relativo transversal al eje del cilindro y separándose, para 30 extender la bobina (1) previamente cilíndrica circular hasta la bobina (6, 9) que tiene una sección transversal diferente de una sección transversal de anillo circular, y
los soportes son operables adicionalmente para someter la bobina reformada a alargamiento después de reformar mediante una extensión adicional.
9. Aparato como se reivindica en la reivindicación 8, en el que los soportes (4) están redondeados, mediante dicha 35 redondez los soportes (4) están configurados para aprisionar el interior de la bobina de la bobina cilíndrica circular (1).
10. Aparato como se reivindica en la reivindicación 9, en el que los soportes (4) comprenden vástagos cilíndricos circulares.
11. Aparato como se reivindica en cualquiera de las reivindicaciones 8 a 10, para la fabricación de una bobina (6) con una sección transversal rectangular, comprendiendo el aparato cuatro soportes (4) para la extensión. 40
12. Aparato como se reivindica en cualquiera de las reivindicaciones 8 a 11, operable para alargar la bobina entre 3 y 5% después de reformar.
Patentes similares o relacionadas:
Inductores de alto rendimiento, del 11 de Marzo de 2020, de QUALCOMM INCORPORATED: Un dispositivo inductor , que comprende: un primer medio conductor plano ; un segundo medio conductor plano debajo de y alineado de manera sustancialmente […]
Bobina y dispositivo para su fabricación, y método de fabricación de bobinas, del 24 de Abril de 2019, de Toshiba Industrial Products and Systems Corporation: Un aparato de fabricación de bobinas que incluye una unidad de desenrollado configurada para desenrollar una lámina de metal con forma de banda bobinada […]
Bobina en placa de circuito impreso de baja resistencia en serie equivalente y alta circulación de corriente para aplicación de transferencia de potencia, del 19 de Octubre de 2018, de HUAWEI TECHNOLOGIES CO., LTD.: Un método para fabricar una bobina eléctrica en una placa de circuito impreso , que comprende: fabricar sobre la placa de circuito […]
Aparato y procedimiento para doblar y enrollar conductores para fabricar bobinas superconductoras, del 9 de Agosto de 2017, de CTE Sistemi S.r.l: Aparato para doblar y enrollar conductores (C) para fabricar bobinas superconductoras (B), comprendiendo el aparato una primera unidad de trabajo […]
Bobina en placa de circuito impreso de baja resistencia en serie equivalente y alta circulación de corriente para aplicación de transferencia de potencia, del 27 de Abril de 2016, de HUAWEI TECHNOLOGIES CO., LTD.: Un método para fabricar una bobina eléctrica en una placa de circuito impreso para su uso en un aparato de carga inalámbrica en conformidad con […]
 Método de producción de un componente de inducción y un componente de inducción, del 9 de Marzo de 2016, de Würth Elektronik eiSos GmbH & Co. KG: Método para producir componentes de inducción con las siguientes fases del método:
- Se producirá un gran número de bobinas individuales con ambos extremos […]
Método de producción de un componente de inducción y un componente de inducción, del 9 de Marzo de 2016, de Würth Elektronik eiSos GmbH & Co. KG: Método para producir componentes de inducción con las siguientes fases del método:
- Se producirá un gran número de bobinas individuales con ambos extremos […]
Inductor de campo magnético, del 29 de Enero de 2014, de F&B International S.r.l: Inductor de campo magnético, que presenta una primera placa (A) de material aislante provista de una primera cara (A1) sobre la cual está formada una primera […]
Transformador de pulsos de bobinado de banda, del 22 de Agosto de 2012, de SCANDINOVA SYSTEMS AB: Disposición de transformador de pulsos que usa varios suministros primarios para transferir energía pulsadadesde un lado primario que tiene múltiples bobinados primarios hasta […]