MÉTODO DE MICROPERFORACIONES POR LÁSER DE BANDEJAS PARA EL ENVASADO DE PRODUCTOS FRESCOS EN ATMÓSFERA MODIFICADA/CONTROLADA, INCLUYENDO LA MEDICIÓN DEL ESPESOR DE LA BANDEJA.
Método de fabricación de bandejas semirrígidas microperforadas (300,
800) para productos que respiran, que comprende las siguientes etapas: - cálculo de una especificación de microperforación (310,810) para dicha bandeja (300,800) sobre la base de datos que comprenden un tipo y una cantidad de productos frescos que respiran y la atmósfera óptima deseada, para la cual dichas bandejas están previstas, donde se prolonga un tiempo de conservación del tipo y de la cantidad de dichos productos frescos que respiran, cuando son almacenados en una dicha bandeja (300,800), y, dichas especificaciones de microperforaciones comprende un número y un diámetro de microperforaciones (310,810) y; - la perforación de dichas microperforaciones (310,810) con un láser (60,260,350) en una zona meta seleccionada de la pared de la bandeja (300,800) conforme a dichas especificaciones; el método estando caracterizado por el hecho de que: - para cada una de una pluralidad de bandejas (300,800): - medir el espesor de pared de la zona meta seleccionada (315, 810) en la pared de la bandeja (300, 800); - computar un rendimiento del láser según el espesor de pared medido, y - ajustar el láser (60, 260, 350) a dicho requisito de rendimiento de láser antes de perforar las microperforaciones (310,810) en la bandeja (300,800)
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E07123913.
Solicitante: VARRIANO-MARSTON, ELIZABETH
THOMAS, EUGENE P.
MEIJER, ROLAND.
Nacionalidad solicitante: Estados Unidos de América.
Dirección: 18 WILSON ROAD WINDHAM, MA 03087 ESTADOS UNIDOS DE AMERICA.
Inventor/es: VARRIANO-MARSTON, ELIZABETH, THOMAS, EUGENE P., Meijer,Roland.
Fecha de Publicación: .
Fecha Solicitud PCT: 21 de Diciembre de 2007.
Clasificación Internacional de Patentes:
- B23K26/38B
- B23K26/40B10
- B65B25/04A
- B65B61/02 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65B MAQUINAS, APARATOS, DISPOSITIVOS O PROCEDIMIENTOS DE EMBALAJE DE OBJETOS O MATERIALES; DESEMBALAJE (dispositivos para la colocación en paquetes y el prensado de puros A24C 1/44; dispositivos para tensar y fijar ataduras adaptadas para ser soportadas por el objeto u objetos a fijar B25B 25/00; colocación de cierres en botellas, tarros o recipientes análogos B67B 1/00 - B67B 6/00; limpieza, llenado y cierre simultáneo de botellas B67C 7/00; vaciado de botellas, jarras, latas, cubas, barriles o contenedores similares B67C 9/00). › B65B 61/00 Dispositivos accesorios diversos que operan sobre hojas, cintas, bandas, ataduras, receptáculos o paquetes, no previstos en otro lugar. › para perforar, cortar o aplicar marcas de código o de datos antes del embalaje.
Clasificación PCT:
- B23K26/38 B […] › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23K SOLDADURA SIN FUSION O DESOLDEO; SOLDADURA; REVESTIMIENTO O CHAPADO POR SOLDADURA O SOLDADURA SIN FUSION; CORTE POR CALENTAMIENTO LOCALIZADO, p. ej. CORTE CON SOPLETE; TRABAJO POR RAYOS LASER (fabricación de productos revestidos de metal por extrusión de metales B21C 23/22; realización de guarniciones o recubrimientos por moldeo B22D 19/08; moldeo por inmersión B22D 23/04; fabricación de capas compuestas por sinterización de polvos metálicos B22F 7/00; disposiciones sobre las máquinas para copiar o controlar B23Q; recubrimiento de metales o recubrimiento de materiales con metales, no previsto en otro lugar C23C; quemadores F23D). › B23K 26/00 Trabajo por rayos láser, p. ej. soldadura, corte o taladrado. › mediante escariado o corte.
- B23K26/40 B23K 26/00 […] › tomando en consideración las propiedades del material involucrado.
- B65B61/02 B65B 61/00 […] › para perforar, cortar o aplicar marcas de código o de datos antes del embalaje.
- B65D81/24 B65 […] › B65D RECIPIENTES PARA EL ALMACENAMIENTO O EL TRANSPORTE DE OBJETOS O MATERIALES, p. ej. SACOS, BARRILES, BOTELLAS, CAJAS, LATAS, CARTONES, ARCAS, BOTES, BIDONES, TARROS, TANQUES; ACCESORIOS O CIERRES PARA RECIPIENTES; ELEMENTOS DE EMBALAJE; PAQUETES. › B65D 81/00 Recipientes, elementos de embalaje o paquetes para contenidos que presentan problemas especiales de almacenado o de transporte, o adaptados para servir a otros fines distintos del embalaje después de haber sido vaciado su contenido. › Adaptaciones para prevenir una alteración del contenido; aplicaciones para los recipientes o el material de embalaje de agentes de conservación de alimentos, fungicidas, pesticidas o repelentes de animales (con aislamiento térmico B65D 81/38).
- B65D85/50 B65D […] › B65D 85/00 Recipientes, elementos de embalaje o paquetes especialmente adaptados a objetos o a materiales particulares (B65D 71/00, B65D 83/00 tienen prioridad; utensilios de mano o equipamiento para viajes A45C; artículos cosméticos o de baño A45D; embalajes para escalpelos quirúrgicos, bisturís o sus cuchillas A61B 17/3215; recipientes especialmente adaptados a fines médicos o farmacéuticos A61J 1/00; botes de pintura B44D 3/12; bidones o latas de aceite F16N 3/04; estuches para llevar armas de fuego individuales F41C 33/06; embalaje de municiones o cargas explosivas F42B 39/00; recipientes para soportes de registro especialmente adaptados para cooperar con el aparato de registro o de reproducción G11B 23/00). › para organismos vivos, objetos o materiales sensibles a los cambios de ambiente o de condiciones atmosféricas, p. ej. animales terrestres, aves, peces, plantas acuáticas, plantas no acuáticas, cebollas de flores, flores cortadas o ramaje (dispositivos para transportar peces vivos A01K 63/02).
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
PDF original: ES-2364675_T3.pdf
Fragmento de la descripción:
La presente invención se refiere generalmente al sector de envasado de productos agrícolas que respiran o bioquímicamente activos y mercancías tales como frutas frescas, verduras frescas, hierbas frescas y flores (en el presente caso se refiere colectivamente a productos o productos frescos) y más particularmente a un método para fabricar bandejas semirrígidas microperforadas para productos respirantes, es decir modificando o controlando el flujo de oxígeno y dióxido de carbono hacia dentro y fuera de un envase de productos frescos según el concepto genérico de la reivindicación 1 (véase por ejemplo la patente US 7 083 837).
ANTECEDENTES DE LA INVENCIÓN
La calidad y el tiempo de conservación de muchos productos alimenticios mejora por cierre de éstos en un envase que modifica o controla la atmósfera circundante del producto. El aumento de la calidad y el mayor tiempo de conservación resultan en productos más frescos para el consumidor, menos residuos a partir de productos en mal estado, un mejor control del inventario y un ahorro global apreciable para la industria alimenticia, tanto a nivel minorista como mayorista.
Un aspecto adicional del envasado mejorado se refiere a la seguridad de los productos que respiran. Los productos frescos indebidamente envasados proporcionan un lugar más fértil para residir varias bacterias y otros agentes dañinos. Los últimos informes de noticias enfatizan este problema de seguridad, dado que la enfermedad e incluso la muerte puede producirse a causa de productos contaminados comúnmente usados en restaurantes y vendidos en tiendas.
El envasado bajo atmósfera modificada (MAP - modified atmosphere packaging) y el envasado bajo atmósfera controlada (CAP - controlled atmosphere packaging) son usados frecuentemente de manera intercambiable en la industria, y existe mucha confusión referente a sus significados exactos. Ambos se refieren a métodos para controlar la atmósfera en el envase. En el área de alimentos procesados, MAP se considera un método estático para el control de la atmósfera, por la cual una carga inicial de una composición específica de gas, por ejemplo se introduce 30 % de CO2 y 70 % de N2 en un envase de barrera antes del sellado. MAP no utiliza envases de barrera para productos frescos. El envase debe ser respirable, es decir tiene índices de transmisión de oxígeno bien definidos (OTRs) para facilitar una respiración aeróbica continua.
El índice de transmisión de oxígeno (OTR - oxygen transmission rate) de una película se expresa como cc O2/m2día-atmósfera, donde una atmósfera es de 101325 kg/ms2. Generalmente un envase de barrera es uno que tiene un OTR de < 70 cc/m2-día-atm. Las unidades que describen el flujo de un gas particular a través de una película son "flujo" expresado en cc-día-atm. Las unidades aplicadas a la transmisión de vapor de humedad ("MVTR" - moisture vapor transmisión) de una película se expresan en g H2O/m2-día-atm a una temperatura de 25° C, con una humedad relativa de 75 %.
Para productos frescos, los medios primarios para aumentar la calidad y el tiempo de conservación es la regulación de temperatura. No obstante, más que 50 años de evidencia de prácticas de la industria en el almacenamiento de frutas y verduras frescas en masa en almacenes refrigerados bajo control de la atmósfera han demostrado que el control de la atmósfera puede contribuir inmensamente a un mantenimiento de la calidad y la conservación en almacenamiento. El uso de MAP/CAP para productos frescos fue un progreso natural una vez avanzada la tecnología de envasado para incluir la producción de materiales no barrera (a menudo denominados en la industria materiales "respirables").
El objetivo del envasado de fruta y verdura fresca es el uso de MAP / CAP para preservar la calidad del producto mediante la reducción de la tasa de respiración aeróbica, pero evitando los procesos anaeróbicos que conducen a cambios adversos en la textura, el sabor y el aroma, así como a una mayor preocupación de la salud pública. Para cada artículo que respira hay un nivel óptimo de O2 y CO2 que reduce su índice de respiración y así hay un envejecimiento y procesos de degradación lentos. Diferentes unidades de productos frescos tienen diferentes índices de respiración y diferentes atmósferas óptimas para aumentar la calidad y prolongar el tiempo de conservación.
El concepto de MAP pasivo se convirtió en un concepto común con el desarrollo de materiales de embalaje con OTRs de 1085 a 7000 cc/m2-día-atm para ensaladas frescas cortadas. En un MAP pasivo, el producto es sellado en envases hechos de estos materiales de baja barrera y permitieron establecer su propia atmósfera con el tiempo por medio de procesos de respiración de productos. A veces se lava el envase con gas con N2 o una combinación de CO2 y N2, o O2, CO2, y N2 antes del sellado para establecer rápidamente la composición de gas deseada dentro del envase. Alternativamente, una parte del aire puede ser eliminada del envase, bien por deflación o evacuación, antes de que el envase sea sellado, para facilitar un establecimiento rápido del contenido de gas deseado.
Un CAP de productos frescos es justo una versión más controlada de MAP. Esto implica un apareamiento preciso de índices de transmisión de gas de material de envasado con los índices de respiración de los productos. Por ejemplo, muchos envases de ensaladas frescas cortadas utilizan un MAP pasivo según está descrito en el presente caso. Si los envases presentan un abuso de temperatura (almacenados a una temperatura de 6-10° C o más alta), los niveles de O2 disminuyen a menos de 1 %, y los niveles de CO2 pueden exceder el 20 %. Si estos envases con abuso de temperatura son luego llevados de nuevo a un almacenamiento recomendado a una temperatura de 3-4° C, los índices de transmisión de gas del material de envasado no pueden ser suficientemente altos para establecer una atmósfera aeróbica (<20 % de CO2; >12% de O2), así las reacciones de fermentación causan malos olores, malos sabores, y productos pegajosos. Si la ensalada estuviera en un envase tipo CAP, los niveles de O2 se reducirían y los niveles de CO2 aumentan con el abuso de temperatura, pero se reestablecerían a niveles deseados en un breve plazo después de que el producto haya retornado a temperaturas de almacenamiento de 4° C.
Actualmente, las películas hechas de mezclas de polímero, coextrusiones, y materiales laminados con índices OTRs de 1085 a 14,000 cc/m2-día-atm son usados para el envasado de varios pesos de unidades de productos de baja respiración como la lechuga y el repollo. Estos índices OTR, no obstante, son mucho mas bajos para preservar la calidad fresca de productos de alta respiración como el brécol, los hongos, y los espárragos. Además, los actuales índices de OTR de materiales de envasado en grandes cantidades (> 1 kg) de algunos productos de baja respiración no son lo suficientemente altos para evitar los cambios sensoriales de calidad durante el almacenamiento. Varios métodos han sido descritos para fabricar materiales de envasado para dar cabida a las necesidades de respiración y más peso de una gran variedad de productos frescos.
Las patentes estadounidenses n°. US 4,842,875, US 4,923,703, US 4,910,032, US 4,879,078 y US 4,923,650 describen el uso de un parche microporoso que respira colocado sobre una abertura en un envase de productos frescos esencialmente impermeable para controlar el flujo de oxígeno y de dióxido de carbono dentro y fuera del envase durante el almacenamiento. El parche que respira se fabrica generalmente por extrusión de plástico normal y procesos de orientación. A modo de ejemplo, un plástico fundido muy lleno es extrudido sobre un rodillo frío y orientado en dirección de la máquina mediante una serie de rodillos que reducen el espesor de la red. Durante la orientación se crean los microporos en la película en el lugar de las partículas de llenado. Luego, la película microporosa se convierte en parches adhesivos sensibles a la presión o parches revestidos y sellados en caliente usando prensas de impresión de tejido estrecho que aplican un modelo adhesivo sobre el tejido microporoso y cortan la película a presión en parches individuales sobre un rollo. Estos procesos suelen hacer demasiado caro el coste de cada parche para el uso generalizado de esta tecnología en el mercado.
Además, el envasador de alimentos tiene que aplicar el parche revestido con adhesivo respirable sobre un agujero realizado en material primario de envasado (bolsa o película de embalaje) durante... [Seguir leyendo]
Reivindicaciones:
1. Método de fabricación de bandejas semirrígidas microperforadas (300, 800) para productos que respiran, que comprende las siguientes etapas:
- cálculo de una especificación de microperforación (310,810) para dicha bandeja (300,800) sobre la base de datos que comprenden un tipo y una cantidad de productos frescos que respiran y la atmósfera óptima deseada, para la cual dichas bandejas están previstas, donde se prolonga un tiempo de conservación del tipo y de la cantidad de dichos productos frescos que respiran, cuando son almacenados en una dicha bandeja (300,800), y, dichas especificaciones de microperforaciones comprende un número y un diámetro de microperforaciones (310,810) y;
- la perforación de dichas microperforaciones (310,810) con un láser (60,260,350) en una zona meta seleccionada de la pared de la bandeja (300,800) conforme a dichas especificaciones;
el método estando caracterizado por el hecho de que:
- para cada una de una pluralidad de bandejas (300,800):
- medir el espesor de pared de la zona meta seleccionada (315, 810) en la pared de la bandeja (300, 800);
- computar un rendimiento del láser según el espesor de pared medido, y
- ajustar el láser (60, 260, 350) a dicho requisito de rendimiento de láser antes de perforar las microperforaciones (310,810) en la bandeja (300,800).
2. Método de láser según la reivindicación 1, comprendiendo dicho método además:
- inspección de al menos una de dicha pluralidad de bandejas (300,800) tras dicha perforación por láser para la presencia de al menos una microperforación (310,810) previamente citada.
3. Método de láser según la reivindicación 2, en el cual la inspección de al menos una de dicha pluralidad de bandejas (300,800) comprende la inspección de la presencia del número y diámetro de microperforaciones (310,810) según las especificaciones de microperforaciones.
4. Método de láser según la reivindicación 1, comprendiendo el referido método además:
- el transporte de dichas bandejas (300,800) de manera secuencial desde una fuente de dichas bandejas (300,800) a un medio (30) para dicha medición de dicho espesor de pared y por lo tanto a un medio (35) para dicha perforación por láser y por lo tanto a una destinación.
5. Método de láser según cualquiera de las reivindicaciones precedentes, en el cual las bandejas (300,800) han sido realizadas a partir de uno o varios poliésteres, poliestireno, polipropileno, policloruro de vinilo, polietileno, ácido poliláctico, materias a base de celulosa y materias a base de palma.
6. Método de láser según cualquiera de las reivindicaciones precedentes, en el cual el espesor de las bandejas (300,800) es de 152 a 635 µm (6 a 25 milésimas de pulgada).
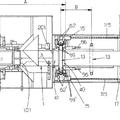
7. Método según la reivindicación 1, realizado por un sistema (10) de microperforación de bandeja, que comprende:
- un medio (20) para transportar dichas bandejas secuencialmente a partir de una fuente de dichas bandejas a un sistema de láser (50, 60, 250, 260, 350) para la microperforación y luego a una destinación para bandejas microperforadas, comprendiendo dicho sistema de láser (10) un dispositivo de medición del espesor (30, 210) para medir un espesor de pared de una zona meta seleccionada (315, 805); y
- un controlador (80, 280, 880) para conducir dicha secuencia de etapas, estando acoplado el controlador a dicho dispositivo de medición del espesor y a dicho sistema de láser.
8. Método según la reivindicación 7, en el cual el dispositivo de medición del espesor (30,210) está localizado en una estación de medición (15), el láser (50, 60, 250, 260, 350) está localizado en una estación de perforación (35), y el medio (20) de transporte desplaza las bandejas secuencialmente desde la estación de medición (15) a la estación de perforación (35).
9. Método según la reivindicación 7 o 8, en el cual el sistema (10) comprende además un puesto de inspección (850) configurado para inspeccionar una bandeja perforada (800) en cuanto a la presencia de microperforaciones (810) y para emitir una señal ante su ausencia, y dicho medio (820) de transporte comprende medios para el transporte de dichas bandejas de dicho sistema de láser al referido puesto de inspección (850) y por lo tanto a dicha destinación, donde la referida secuencia de etapas comprende además, después de la etapa de perforación por láser, inspeccionar la bandeja perforada (800) en cuanto a la presencia de microperforaciones.
10. Método según la reivindicación 9, estando dicho puesto de inspección (850) acoplado a dicho controlador (880), estando dicho controlador (880) programado para provocar una interrupción del sistema en caso de la incidencia de una señal referida.
11. Método según cualquiera de las reivindicaciones 7 a 10, en el cual el controlador (80,280,880) es un ordenador.
12. Método según cualquiera de las reivindicaciones precedentes, en el cual las especificaciones son tales que el flujo de oxígeno resultante a través de la zona meta que varía entre 150 y 5 000 000 cc-día-atm es apropiado para modificar la atmósfera en el interior de las bandejas que contienen de 15g a 5kg de productos frescos.
13. Método según cualquiera de las reivindicaciones 7 a 10, el cual comprende el uso de un sensor inductivo montado sobre un brazo mecánico como dispositivo de medición del espesor (30).
14. Método según cualquiera de las reivindicaciones 7 a 10, que comprende el uso de un dispositivo de medición del espesor (30) seleccionado entre calibres de punto único, sondas ópticas y sistemas ópticos que usan la refracción y reflexión de la luz.
15. Método según cualquiera de las reivindicaciones precedentes, en el cual el medio (20) para el transporte de las bandejas comprende un transportador de vacío.
Patentes similares o relacionadas:
Método para producir tubos de polímero que contienen líquido y se sellan a intervalos constantes y aparato para la producción de tubos de polímero, del 13 de Mayo de 2020, de SHIN-ETSU CHEMICAL CO., LTD.: Un método para producir un tubo de polímero, que contiene un líquido en el mismo y se sella a intervalos constantes, el método comprende: una etapa […]
Material de envasado que comprende partes magnetizadas y método para magnetizar el material, del 6 de Mayo de 2020, de TETRA LAVAL HOLDINGS & FINANCE S.A.: Un dispositivo para magnetizar un material de envasado para envases que contienen alimentos, comprendiendo […]
 Máquina de embalaje para un único producto o para productos agrupados y/o apilados, en paquetes de material termoplástico obtenido a partir de una película desenrollada de una bobina, y método de funcionamiento asociado, del 29 de Abril de 2020, de CPS COMPANY S.R.L: Máquina de embalaje para embalar productos individuales o agrupados y/o apilados, en paquetes de material termoplástico, comprendiendo dicha máquina:
- un dispositivo […]
Máquina de embalaje para un único producto o para productos agrupados y/o apilados, en paquetes de material termoplástico obtenido a partir de una película desenrollada de una bobina, y método de funcionamiento asociado, del 29 de Abril de 2020, de CPS COMPANY S.R.L: Máquina de embalaje para embalar productos individuales o agrupados y/o apilados, en paquetes de material termoplástico, comprendiendo dicha máquina:
- un dispositivo […]
Control de etiquetado de peso para envases, del 1 de Abril de 2020, de MULTIVAC Marking & Inspection GmbH & Co. KG: Instalación de envasado , que comprende una estación de sellado para el envasado de un producto con al menos una hoja continua , en donde […]
Un comprimido de concentrado alimenticio envuelto con pliegues codificado por láser, del 18 de Marzo de 2020, de SOCIETE DES PRODUITS NESTLE S.A.: Un proceso para codificar un comprimido de concentrado alimenticio envuelto con pliegues que comprende las etapas de: a) primero realizar […]
Dispositivo y método para envasar un producto líquido consumible en un envase, del 13 de Noviembre de 2019, de TETRA LAVAL HOLDINGS & FINANCE S.A.: Un dispositivo adaptado para envasar un producto consumible líquido en un envase, que comprende una alimentación de entrada para proporcionar material de envase preparado que […]
Mejoras en o relativas al envasado de alimentos, del 2 de Octubre de 2019, de Seachill UK Ltd: Un método de envasado al vacío de alimentos entre una primera película de plástico y una segunda película de plástico utilizando un aparato […]
Método y máquina de envasado, del 10 de Julio de 2019, de ULMA Packaging Technological Centre, S. COOP: Método de envasado para una máquina de envasado, en el que se suministra un tubo de lámina generado a partir de una lámina continua, en […]