MÉTODO DE DESBLOQUEO DE LENTES.
Método de desbloqueo de un componente (1) de lente fijado en un bloque (2) termoplástico de un bloque de lente oftálmica,
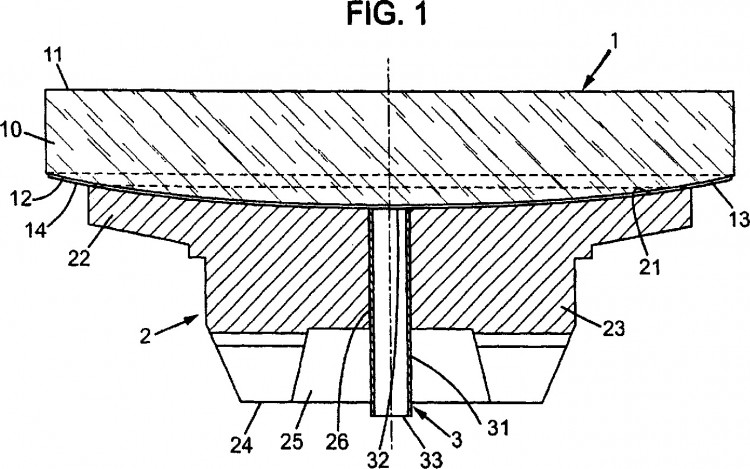
que comprende las etapas de: a) aplicar un esfuerzo de empuje sobre la superficie (14) del componente (1) de lente fijado sobre el bloque (2) termoplástico, b) proporcionar un flujo de gas caliente en la superficie de contacto entre el componente (1) de lente y el bloque (2) termoplástico, caracterizado porque se mantiene el esfuerzo de empuje durante la provisión del flujo de gas caliente en la superficie de contacto entre el componente (1) de lente y el bloque (2) termoplástico, en el que la tensión aplicada para obtener el esfuerzo de empuje de la etapa a) es mayor o igual a 0,1 MPa y menor o igual a 1 MPa y en el que la temperatura del flujo de gas caliente de la etapa b) es mayor o igual a 30º y menor o igual a 70ºC
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2008/055665.
Solicitante: ESSILOR INTERNATIONAL COMPAGNIE GENERALE D'OPTIQUE.
Nacionalidad solicitante: Francia.
Dirección: 147 RUE DE PARIS 94220 CHARENTON LE PONT FRANCIA.
Inventor/es: FELTEN,Yohann, GORDIET,Yannick, LE GALL,Matthieu.
Fecha de Publicación: .
Fecha Solicitud PCT: 7 de Mayo de 2008.
Clasificación Internacional de Patentes:
- B24B13/005 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B24 TRABAJO CON MUELA; PULIDO. › B24B MAQUINAS, DISPOSITIVOS O PROCEDIMIENTOS PARA TRABAJAR CON MUELA O PARA PULIR (por electroerosión B23H; tratamiento por chorro abrasivo B24C; grabado o pulido electrolítico C25F 3/00 ); REAVIVACION O ACONDICIONAMIENTO DE SUPERFICIES ABRASIVAS; ALIMENTACION DE MAQUINAS CON MATERIALES DE RECTIFICAR, PULIR O ALISAR. › B24B 13/00 Máquinas o dispositivos concebidos para trabajar con muela o pulir superficies ópticas de lentes o superficies de forma similar de otras piezas; Accesorios para ello (trabajo con muela de bordes de piezas ópticas, p. ej. de lentes, de prismas, B24B 9/14). › Dispositivos de bloqueo, soportes o similares; Dispositivos de alineamiento.
Clasificación PCT:
- B24B13/005 B24B 13/00 […] › Dispositivos de bloqueo, soportes o similares; Dispositivos de alineamiento.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
PDF original: ES-2357479_T3.pdf
Fragmento de la descripción:
Método de desbloqueo de lentes.
Sector de la técnica
Esta invención se refiere a un método de desbloqueo de lentes para su uso en la adhesión de una lente oftálmica a un bloque de lentes empleado con equipos de mecanizado, rectificación y procesamiento convencionales en la generación de lentes oftálmicas tal como se da a conocer en el documento WO 03018253.
Estado de la técnica
El procedimiento de preparación de lentes ópticas u oftálmicas comienza con primordio de lente de vidrio o de plástico no acabado o semiacabado. Normalmente, un primordio de lente semiacabado tiene una superficie frontal pulida acabada y una superficie posterior no acabada. Al retirar material por rectificación de la superficie posterior del primordio de lente se genera la prescripción correctora requerida. Después de esto, se pule la superficie que tiene la prescripción correctora impartida a la misma y se dota el borde periférico del primordio de lente así procesado de un contorno deseado final estableciendo de ese modo una lente óptica u oftálmica acabada. El primordio de lente puede ser o bien un primordio de lente de plástico o bien uno de vidrio.
Es necesario durante estas diversas operaciones de procesamiento mantener de manera segura el primordio de lente en alineación precisa y en su lugar en el bloque de lente. Este procedimiento a menudo se denomina "bloqueo de lentes".
Hasta este momento, se emplearon diversos materiales para fijar el primordio de lente al bloque de lente. Estos materiales incluyen colas, brea y aleaciones metálicas fundibles a baja temperatura. El uso de colas y breas, además de ser problemático, presenta la desventaja adicional de no ser generalmente reutilizable o recuperable. Aunque el uso de la técnica anterior de aleaciones metálicas de baja temperatura eliminó algunas de estas desventajas experimentadas con el uso de colas y brea, no obstante, el uso de estas aleaciones metálicas, tanto en su preparación como en su recuperación provocaron riesgos ambientales y para la salud significativos especialmente dado que estas aleaciones se fabricaron en su mayoría de metales tales como cadmio, estaño, plomo y bismuto. De estos metales, el plomo y el cadmio son los más tóxicos. El plomo es un fuerte veneno protoplasmático y puede introducirse en el organismo mediante ingestión, inhalación y absorción por la piel. El envenenamiento por cadmio es similar al del plomo de muchas maneras y se introduce en el organismo de la misma manera que el plomo. Al igual que el plomo, el cadmio se almacena en el hígado, riñón y hueso. Los procedimientos para la formulación de tales aleaciones y procesos de recuperación de modo que permiten su reutilización como material para fijar un primordio de lente a un bloque de lente, exponen de este modo a los trabajadores a graves riesgos ambientales y para la salud. La formación de estas aleaciones a menudo se lleva a cabo mediante el uso de metales en polvo o particulados que se someten a un procedimiento de sinterización y tratamiento térmico. Los humos y/o las partículas de polvo de estos metales se liberan a la atmósfera ambiental creando de ese modo riesgos ambientales y para la salud para aquéllos que formulan estas aleaciones. Los mismos riesgos existen para aquéllos que intentan recuperar el material de bloqueo de aleación metálica de baja temperatura.
Para superar estos problemas, se han desarrollado materiales de baja contracción orgánicos que van a usarse como materiales de bloqueo de lentes.
La patente estadounidense 6.036.313 a nombre de 3M Innovative Properties Company da a conocer ejemplos de familias de compuestos adecuadas para bloquear lentes con materiales termoplásticos.
Las composiciones de bloqueo dadas a conocer tienen muchas ventajas con respecto a los materiales de aleación metálica tradicionales. Por ejemplo, las composiciones de bloqueo de lentes no son tóxicas, seguras para el medio ambiente y preferentemente biodegradables. Los materiales pueden usarse preferentemente con equipos de procesamiento existentes y pueden reciclarse. Puede usarse un bloque de lente oftálmica que comprende una masa solidificada de una composición de bloqueo termoplástica. La composición de bloqueo puede comprender un homopolímero o copolímero de épsilon-caprolactona, y tiene preferentemente un peso molecular promedio en número de al menos 3.000, un módulo de flexión medio de al menos 69 MPa a 21ºC, o una resistencia a la flexión media de al menos 1 MPa a 21ºC. La composición es sólida a 21ºC y tiene un punto de fusión o reblandecimiento suficientemente bajo de manera que la composición pueda colocarse adyacente a un primordio de lente oftálmica mientras estén en su punto de fusión o reblandecimiento sin dañar el primordio de lente. La composición también tiene suficiente adhesión a un primordio de lente o a una cinta o un recubrimiento de primordio de lente para sujetar una lente oftálmica durante un procedimiento de generación.
Dicho documento también da a conocer kits de bloqueo de de lentes oftálmicas que comprenden la composición de bloqueo termoplástica y opcionalmente una cinta o un recubrimiento de primordio de lente y/o un bloque de base preformado. Por ejemplo, los bloques de base preformados comprenden una parte frontal que tienen un borde periférico de sección decreciente de manera negativa. El bloque de base preformado retiene fácilmente la composición de bloqueo termoplástica, aunque puede separarse de la misma tras su uso. Las cintas de primordio de lente son adaptables y comprenden un soporte de polímero que tiene tanto restos polares como no polares. Ajustando la razón de restos polares y no polares, puede ajustarse la adhesión a una composición de bloqueo termo- plástica.
Este documento también da a conocer un método de sujeción de un primordio de lente oftálmica, que comprende las etapas de:
Alternativamente, se describe un método de sujeción de primordio de lente oftálmica, que comprende las etapas de:
Sin embargo, los inventores han observado que la separación de la composición de bloqueo termoplástica del primordio de lente o de la cinta o el recubrimiento de primordio de lente es un problema. Esta etapa de desbloqueo comprende habitualmente una etapa de martilleo y se genera una grieta en la superficie de contacto entre la composición de bloqueo termoplástica y el primordio de lente o la cinta o el recubrimiento de primordio de lente.
Dicha etapa necesita un operador, se realiza a menudo tras separar el bloque de lente oftálmica de la máquina de rectificación, lleva mucho tiempo y puede introducir defectos en la lente final.
El documento WO 03/018253 da a conocer un bloque de lente y un aparato y método de desbloqueo asociados en los que un fluido a presión y/o un pistón actúan como medios de desbloqueo. El desbloqueo es violento y se proporciona un amortiguador de impactos en la lente para evitar daños de la lente.
Por consiguiente, sigue habiendo una necesidad de mejorar el desbloqueo de un componente de lente, o bien un primordio de lente único o bien un primordio de lente recubierto o cubierto con cinta, fijado en un bloque termoplástico de un bloque de lente oftálmica.
Objeto de la invención
Por tanto, el objetivo de la presente invención es mejorar la etapa de desbloqueo para potenciar la calidad de la lente resultante.
Este objeto se obtiene según la invención mediante... [Seguir leyendo]
Reivindicaciones:
1. Método de desbloqueo de un componente (1) de lente fijado en un bloque (2) termoplástico de un bloque de lente oftálmica, que comprende las etapas de:
caracterizado porque se mantiene el esfuerzo de empuje durante la provisión del flujo de gas caliente en la superficie de contacto entre el componente (1) de lente y el bloque (2) termoplástico, en el que la tensión aplicada para obtener el esfuerzo de empuje de la etapa a) es mayor o igual a 0,1 MPa y menor o igual a 1 MPa y en el que la temperatura del flujo de gas caliente de la etapa b) es mayor o igual a 30º y menor o igual a 70ºC.
2. Método según la reivindicación 1, en el que el componente (1) de lente es un primordio (10) de lente único o el componente (1) de lente es un primordio (10) de lente y un recubrimiento o una cinta (13) aplicado a la superficie (12) del primordio de lente próximo al bloque (2) termoplástico.
3. Método según cualquiera de las reivindicaciones anteriores, en el que el esfuerzo de empuje de la etapa a) se obtiene moviendo un tubo (3) a través del bloque (2) termoplástico para entrar en contacto con la superficie (14) del componente (1) de lente fijado en el bloque (2) termoplástico y mover adicionalmente el tubo (3) para empujar el componente (1) de lente.
4. Método según cualquiera de las reivindicaciones anteriores, en el que la humedad relativa del flujo de gas caliente de la etapa b) es mayor o igual al 75% y menor o igual al 100%.
5. Método según cualquiera de las reivindicaciones anteriores, en el que se pulverizan gotas de agua en el flujo de gas caliente.
6. Método según cualquiera de las reivindicaciones anteriores, en el que la presión del flujo de gas caliente de la etapa b) es mayor o igual a 0,5 bares y/o menor o igual a 6 bares, como ejemplo mayor o igual a 2,5 bares y/o menor o igual a 3 bares.
7. Método según cualquiera de las reivindicaciones anteriores, en el que el gas del flujo de gas caliente de la etapa b) es aire.
8. Método según la reivindicación 3, en el que el tubo (3) es un tubo hueco también usado para proporcionar el flujo de gas caliente en la superficie de contacto entre el componente (1) de lente y el bloque (2) termoplástico.
9. Método según las reivindicaciones 3 u 8, en el que se coloca el tubo (3) en el centro del bloque (2) termoplástico.
10. Método según cualquiera de las reivindicaciones anteriores, en el que el punto de fusión o reblandecimiento del material termoplástico del bloque (2) termoplástico está entre 45ºC y 75ºC.
11. Método de rectificación y/o pulido y/o bordeado de un componente (1) de lente que comprende las etapas de:
Patentes similares o relacionadas:
Aparato centrador-bloqueador para lente oftálmica, del 29 de Enero de 2020, de ESSILOR INTERNATIONAL: Aparato centrador-bloqueador que incluye: - un bastidor , - un soporte montado en el bastidor , que está adaptado para […]
Procedimiento de determinación del centro óptico de la pieza en bruto de una lente, del 24 de Julio de 2019, de BENZ RESEARCH AND DEVELOPMENT CORPORATION: Un procedimiento que comprende: proporcionar la pieza en bruto de una lente , un dispositivo de posicionamiento de precisión, un dispositivo de iluminación […]
Material de revestimiento de prevención de la desviación, del 3 de Julio de 2019, de TOKAI OPTICAL CO., LTD: Un agente de revestimiento de prevención del desplazamiento con el que se reviste al menos una de las superficies frontal y posterior de manera que cuando se […]
SOPORTE PARA PREFORMAS OFTÁLMICAS, del 12 de Abril de 2019, de Insomec Integra Soluciones, SL: 1. Soporte para preformas (P) oftálmicas que comprende una parte de fijación de la preforma (P) provista de una superficie (S11) complementaria […]
Dispositivo y procedimiento para el desbloqueo de piezas de trabajo ópticas, en particular cristales de gafas, del 22 de Marzo de 2019, de SATISLOH AG: Dispositivo para el desbloqueo de piezas de trabajo ópticas (L), en particular cristales de gafas, con un primer equipo de movimiento para el giro […]
Procedimiento de elaboración de un elemento óptico deformado elásticamente por un casquillo encolado, del 19 de Diciembre de 2018, de Thales SESO: Procedimiento de elaboración de un elemento óptico asférico que comprende las etapas que consisten en: fijar una pieza desbastada del […]
Procedimiento y dispositivo de preparación de lentes para gafas con vistas a su montaje en el marco elegido por el usuario, del 19 de Abril de 2017, de ESSILOR INTERNATIONAL COMPAGNIE GENERALE D'OPTIQUE: Un procedimiento de preparación de una lente de gafas con vistas a su montaje sobre la montura elegida por el usuario, habida cuenta de […]
Procedimiento para la fabricación de un cristal para gafas con lado anterior esférico y lado posterior progresivo, del 19 de Octubre de 2016, de Carl Zeiss Vision GmbH: Procedimiento para la fabricación de lentes para gafas con efecto multifocal, caracterizado por que las lentes para gafas se fabrican a partir de […]