MÉTODO DE BLOQUEO DE LENTE.
Método para bloquear una lente (10) óptica, caracterizado porque comprende:
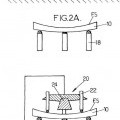
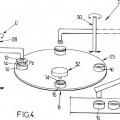
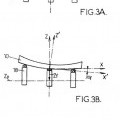
- una etapa de orientación en la que se orienta la lente (10) óptica en una primera posición (P1) de referencia y se coloca sobre una pluralidad de al menos tres patillas (18) previamente ubicadas que se trasladan verticalmente a una posición (Z1, Z2, Z3) preestablecida, de modo que, cuando se coloca la lente (10) óptica sobre la pluralidad de al menos tres patillas (18) previamente ubicadas, la lente (10) óptica se orienta en la primera posición (P1) de referencia en la que el vector perpendicular al plano tangencial en el punto de referencia del prisma (PRP) de la lente (10) óptica corresponde a un vector (αf, ßf, Zf) deseado, - una etapa de movimiento en la que se mueve la lente (10) óptica desde la primera posición (P1) de referencia hasta una segunda posición (P2) de referencia, de modo que se sitúa en contacto con un material (14) de bloqueo, estando el material (14) de bloqueo en un bloque (16) de moldeo, siendo la segunda posición (P2) de referencia en función de la primera posición (P1) de referencia
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2008/059095.
Solicitante: ESSILOR INTERNATIONAL COMPAGNIE GENERALE D'OPTIQUE.
Nacionalidad solicitante: Francia.
Dirección: 147 RUE DE PARIS 94220 CHARENTON LE PONT FRANCIA.
Inventor/es: FRESON, DAVID, FELTEN,Yohann, LE GALL,Matthieu, THOMAS,Pascal.
Fecha de Publicación: .
Fecha Solicitud PCT: 11 de Julio de 2008.
Clasificación Internacional de Patentes:
- B24B13/005C
Clasificación PCT:
- B24B13/005 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B24 TRABAJO CON MUELA; PULIDO. › B24B MAQUINAS, DISPOSITIVOS O PROCEDIMIENTOS PARA TRABAJAR CON MUELA O PARA PULIR (por electroerosión B23H; tratamiento por chorro abrasivo B24C; grabado o pulido electrolítico C25F 3/00 ); REAVIVACION O ACONDICIONAMIENTO DE SUPERFICIES ABRASIVAS; ALIMENTACION DE MAQUINAS CON MATERIALES DE RECTIFICAR, PULIR O ALISAR. › B24B 13/00 Máquinas o dispositivos concebidos para trabajar con muela o pulir superficies ópticas de lentes o superficies de forma similar de otras piezas; Accesorios para ello (trabajo con muela de bordes de piezas ópticas, p. ej. de lentes, de prismas, B24B 9/14). › Dispositivos de bloqueo, soportes o similares; Dispositivos de alineamiento.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
PDF original: ES-2358638_T3.pdf
Fragmento de la descripción:
Sector de la técnica
Esta invención se refiere a un método para bloquear una lente óptica en una posición de referencia sobre un bloque de moldeo.
Estado de la técnica
El proceso de preparación de lentes ópticas u oftálmicas comienza con una lente óptica de plástico o vidrio no acabada o semiacabada. Normalmente, la lente óptica semiacabada tiene una superficie frontal pulida acabada y una superficie posterior no acabada. Eliminando mediante esmerilado material de la superficie posterior de la lente óptica, se genera la graduación correctiva requerida. Posteriormente, se pule la superficie a la que se ha conferido la graduación correctiva. Entonces al borde periférico de la lente óptica procesada se le proporciona un contorno deseado final. De ese modo se establece una lente óptica u oftálmica acabada. La lente óptica puede fabricarse, por ejemplo, de material de plástico o vidrio.
Durante estas diversas operaciones de procesamiento es necesario mantener fija la lente óptica en alineación precisa así como en su sitio sobre un bloque de moldeo. Este procedimiento se denomina a menudo “bloqueo de la lente”.
Durante la operación de procesamiento puede introducirse un prisma deseado. El prisma deseado puede ser o bien un prisma con graduación o bien un prisma sin graduación. La fabricación de un prisma deseado de este tipo requiere que la lente se oriente en una orientación específica deseada con respecto a las herramientas de fabricación. El prisma introducido puede ser diferente de una lente a otra.
La patente US 5 919 080 describe un elemento de bloqueo de lente oftálmica para bloquear una pieza en bruto de lente sobre un bloque de soporte. La lente se coloca sobre tres patillas no móviles y se mueve a través de un dispositivo de medición para medir la superficie convexa de la lente y finalmente se mueve a una estación de bloqueo para bloquear la lente.
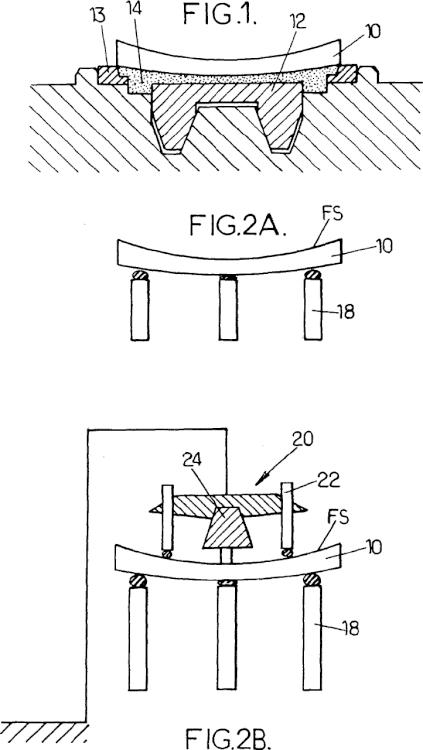
La figura 1 muestra un ejemplo de un dispositivo de bloqueo de la técnica anterior en el que se dispone una lente
(10) óptica encima de una unidad (12) de sujeción de lente mediante un anillo (13) de bloqueo. Se suministra un material (14) de bloqueo en el espacio rodeado por tres elementos, es decir la lente (10) óptica, la unidad (12) de sujeción de lente y el anillo (13) de bloqueo. Entonces se enfría el material de bloqueo hasta solidificarse de modo que se bloquea la lente (10) óptica mediante la unidad (12) de sujeción de lente.
Se emplean diversos materiales de bloqueo para fijar la lente óptica al bloque de moldeo. Estos materiales de bloqueo incluyen adhesivos, betún y aleaciones metálicas fundibles a baja temperatura.
La patente US 6.036.313 da a conocer ejemplos de familias de compuestos adecuadas para el bloqueo de lentes con materiales termoplásticos.
En este dispositivo de bloqueo, se preparan diferentes tipos de unidades (12) de sujeción de lente y anillos (13) de bloqueo para que se correspondan con los tipos de lente (10) óptica. Cuando se bloquea una lente (10) óptica, se seleccionan una unidad 12 de sujeción de lente y un anillo (13) de bloqueo correspondientes a la lente (10) óptica y se usan para posicionar la lente (10) óptica. Cuando la lente (10) óptica está bloqueada por la unidad (12) de sujeción de lente, el centro de la lente 10) óptica debe coincidir con precisión con el centro de la unidad (12) de sujeción de lente.
Con este fin, en los dispositivos de centrado, la lente (10) óptica se sujeta y se centra con respecto a la unidad (12) de sujeción de lente.
Tales dispositivos de centrado requieren un gran número de componentes, por ejemplo un elemento cilíndrico, un elemento de anillo, tres rodillos, tres elementos de palanca, elementos de desviación, elementos de liberación de la parte de sujeción, y similares. Por consiguiente, la estructura de tales dispositivos de centrado tiene la desventaja de conducir a un alto coste de fabricación. Por tanto, tales dispositivos de centrado no son prácticos.
La precisión del bloque de moldeo influye directamente sobre la precisión de mecanizado de la lente, por tanto se requiere una alta precisión para el bloque de moldeo.
De manera convencional, la operación de bloqueo se realiza manualmente por el operario. Por tanto, no puede obtenerse una alta precisión con respecto al bloque de moldeo.
Cuando se bloquea la lente (10) óptica, la altura de la superficie óptica que va a bloquearse cambia dependiendo del grosor del borde periférico de la lente (1).
Por tanto, se requiere un anillo (13) de bloqueo que se corresponda con el grosor del borde periférico de la lente (10). Como resultado, el número de tipos de anillos (13) de bloqueo aumenta, y el almacenamiento y la gestión de los anillos (13) de bloqueo es engorroso.
De manera convencional, la lente (10) óptica se coloca previamente sobre el anillo (13) de bloqueo. Se establece un hueco predeterminado entre la lente (10) óptica y la unidad (12) de sujeción de lente. El material (14) de bloqueo se suministra en el interior del hueco y se enfría hasta solidificarse.
Si el hueco en el centro es excesivamente estrecho, el material (14) de bloqueo no puede alcanzar el centro fácilmente, provocando por tanto un error de potencia dióptrica.
Por el contrario, si el hueco es excesivamente ancho, la cantidad usada de material (14) de bloqueo aumenta inevitablemente. Por tanto, la influencia de termocontracción aumenta, y conduce a una inestabilidad de la potencia dióptrica de la lente.
La temperatura de fusión y la cantidad de material (14) de bloqueo deben controlarse de manera sumamente precisa. De hecho, si la unidad (12) de sujeción de lente o la lente (10) óptica privan al material (14) de bloqueo de calor y se enfría hasta solidificarse, no puede cubrir la totalidad de la superficie de la unidad (2) de sujeción de lente. Por tanto, no puede obtenerse una fuerza de unión suficiente.
Si el material (14) de bloqueo comienza a solidificarse antes de que haya terminado su operación de suministro, se generan burbujas en el material (14) de bloqueo. En este caso, el material (14) de bloqueo tampoco cubre la totalidad de la superficie de la unidad (12) de sujeción de lente. Por tanto, no puede obtenerse una fuerza de unión suficiente.
Durante la etapa de suministro del material (14) de bloqueo en el interior del hueco entre la lente óptica y la unidad de sujeción de lente, el operario pulsa un botón para suministrar el material (14) de bloqueo en el interior del hueco. El operario detiene el suministro del material (14) de bloqueo tras confirmar visualmente que el material (14) de bloqueo suministrado ha alcanzado una cantidad predeterminada. Esto aumenta la carga para el operario. Además, la cantidad de suministro de material de bloqueo no es estable. Sin embargo, si la cantidad de suministro de material de bloqueo es excesivamente grande, el material (14) de bloqueo se desborda del hueco entre la lente (10) óptica y la unidad (12) de sujeción de lente. En este caso el material (14) de bloqueo también se une a la superficie periférica
o superficie cóncava de la lente (10) óptica. Si la cantidad de suministro es excesivamente pequeña, no puede obtenerse una fuerza de unión suficiente.
Objeto de la invención
Por consiguiente, sigue existiendo la necesidad de un bloqueo mejorado de una lente óptica. Por tanto, el objetivo de la presente invención es mejorar el método de bloqueo de lente óptica proporcionando un método para bloquear una lente óptica que es más fácil de usar y que permite posicionar la lente óptica de una manera más fiable para garantizar un mecanizado más preciso de la lente.
Según un objeto de la invención, un método para bloquear una lente óptica comprende:
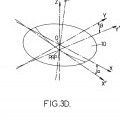
• una etapa de orientación en la que se orienta la lente óptica en una primera posición de referencia y se coloca sobre una pluralidad de al menos tres patillas previamente ubicadas que se trasladan verticalmente a una posición preestablecida (Z1, Z2, Z3), de modo que, cuando la lente óptica se coloca sobre la pluralidad de al menos tres patillas previamente ubicadas, la lente óptica se orienta en la primera posición de referencia en la que el vector perpendicular al plano tangencial en el punto de referencia del prisma (PRP) de la lente óptica corresponde a un vector deseado (αf, βf, Zf),... [Seguir leyendo]
Reivindicaciones:
1. Método para bloquear una lente (10) óptica, caracterizado porque comprende:
• una etapa de orientación en la que se orienta la lente (10) óptica en una primera posición (P1) de referencia y se coloca sobre una pluralidad de al menos tres patillas (18) previamente ubicadas que se trasladan verticalmente a una posición (Z1, Z2, Z3) preestablecida, de modo que, cuando se coloca la lente (10) óptica sobre la pluralidad de al menos tres patillas (18) previamente ubicadas, la lente (10) óptica se orienta en la primera posición (P1) de referencia en la que el vector perpendicular al plano tangencial en el punto de referencia del prisma (PRP) de la lente (10) óptica corresponde a un vector (αf, βf, Zf) deseado,
• una etapa de movimiento en la que se mueve la lente (10) óptica desde la primera posición (P1) de referencia hasta una segunda posición (P2) de referencia, de modo que se sitúa en contacto con un material (14) de bloqueo, estando el material (14) de bloqueo en un bloque (16) de moldeo, siendo la segunda posición (P2) de referencia en función de la primera posición (P1) de referencia.
2. Método según la reivindicación 1, caracterizado porque comprende además, antes de la etapa de orientación:
• una etapa de cálculo en la que se calcula una posición (Z1, Z2, Z3) vertical deseada de la pluralidad de al menos tres patillas (18) de modo que, cuando se coloca la lente (10) óptica sobre la pluralidad de al menos tres patillas (18), la lente (10) óptica se orienta en una posición (P1) en la que el vector perpendicular al plano tangencial en el punto de referencia del prisma (PRP) de la lente (10) óptica corresponde a un vector (αf, βf, Zf) deseado,
• una etapa de posicionamiento en la que se traslada la pluralidad de al menos tres patillas (18) a la posición (Z1, Z2, Z3) vertical deseada.
3. Método según la reivindicación 2, caracterizado porque durante la etapa de cálculo se calcula la posición (Z1, Z2, Z3) vertical deseada de la pluralidad de al menos tres patillas (18) según al menos los parámetros geométricos de la superficie de la lente (10) y los parámetros geométricos de las patillas (18).
4. Método según cualquiera de las reivindicaciones anteriores, caracterizado porque tras la etapa de orientación el método comprende además una primera etapa de bloqueo, en la que se bloquea la lente (10) óptica en la primera posición de referencia.
5. Método según cualquiera de las reivindicaciones anteriores, caracterizado porque durante la primera etapa de bloqueo se bloquea la lente óptica en la primera posición de referencia mediante un sistema (24) de bloqueo que comprende una pluralidad de patillas (22).
6. Método según la reivindicación 4 ó 5, caracterizado porque durante la primera etapa de bloqueo se bloquea la lente (10) óptica en la primera posición de referencia mediante un sistema (24) de bloqueo que comprende un dispositivo de creación de vacío.
7. Método según cualquiera de las reivindicaciones anteriores, caracterizado porque el método comprende además una segunda etapa de bloqueo, en la que el material (14) de bloqueo alcanza un estado sólido de modo que bloquea la lente (10) óptica en una segunda posición de referencia.
8. Método según la reivindicación 7, caracterizado porque antes de la segunda etapa de bloqueo el material (14) de bloqueo está en un estado intermedio entre un estado líquido y un estado sólido.
9. Método según la reivindicación 8, caracterizado porque el material (14) de bloqueo comprende un material que tiene una temperatura de estado intermedio inferior o igual a 54ºC.
10. Método según cualquiera de las reivindicaciones anteriores, caracterizado porque el vector perpendicular al plano tangencial en el punto de referencia del prisma (PRP) de la lente (10) óptica en la segunda posición (P2) de referencia es sustancialmente paralelo al vector perpendicular al plano tangencial en el punto de referencia del prisma (PRP) de la lente (10) óptica en la primera posición (P1) de referencia.
11. Método de mecanizado de una lente (10) óptica que comprende:
- una etapa de bloqueo, en la que se bloquea la lente (10) óptica en una posición de mecanizado según el método de las reivindicaciones 1 a 10; y
- una etapa de mecanizado, en la que se mecaniza la lente (10) óptica.
12. Producto de programa informático para un dispositivo de procesamiento de datos, comprendiendo el producto de programa informático un conjunto de instrucciones que, cuando se cargan en el dispositivo de procesamiento de datos, hace que el dispositivo de procesamiento de datos realice las etapas del método según cualquiera de las reivindicaciones 1 a 11.
13. Medio legible por ordenador que lleva el conjunto de instrucciones del producto de programa informático de las reivindicaciones 12.
Patentes similares o relacionadas:
 SISTEMA DE PROCESADO DE LENTES DE GAFAS Y UN SISTEMA DE PREPARACIÓN DE PROCESADO DE LENTES DE GAFAS, del 24 de Enero de 2011, de NIDEK CO., LTD.: APARATO DE ALINEAMIENTO AXIAL PARA EFECTUAR UN ALINEAMIENTO AXIAL Y UNIR UNA CONCAVIDAD, COMO UN POSICIONADOR DE PROCESAMIENTO, A UNA LENTE. […]
SISTEMA DE PROCESADO DE LENTES DE GAFAS Y UN SISTEMA DE PREPARACIÓN DE PROCESADO DE LENTES DE GAFAS, del 24 de Enero de 2011, de NIDEK CO., LTD.: APARATO DE ALINEAMIENTO AXIAL PARA EFECTUAR UN ALINEAMIENTO AXIAL Y UNIR UNA CONCAVIDAD, COMO UN POSICIONADOR DE PROCESAMIENTO, A UNA LENTE. […]
 APARATO DE FIJACIÓN DE TAZA, del 29 de Diciembre de 2010, de NIDEK CO., LTD.: Aparato de fijación de taza para fijar una taza (CU) en una lente de gafas (LE), que comprende: una montura de lente en la que se va a […]
APARATO DE FIJACIÓN DE TAZA, del 29 de Diciembre de 2010, de NIDEK CO., LTD.: Aparato de fijación de taza para fijar una taza (CU) en una lente de gafas (LE), que comprende: una montura de lente en la que se va a […]
 APARATO DE FIJACIÓN DE TAZA, del 22 de Diciembre de 2010, de NIDEK CO., LTD.: Aparato de fijación de taza para fijar una taza (CU) en una lente de gafas (LE), que comprende: un montura de lente en la que se va a montar la lente, al menos […]
APARATO DE FIJACIÓN DE TAZA, del 22 de Diciembre de 2010, de NIDEK CO., LTD.: Aparato de fijación de taza para fijar una taza (CU) en una lente de gafas (LE), que comprende: un montura de lente en la que se va a montar la lente, al menos […]
 APARATO DE FIJACION DE TAZA, del 22 de Septiembre de 2010, de NIDEK CO., LTD.: Aparato de fijación de taza para fijar una taza (Cu) como plantilla de procesamiento para una lente de gafas (Le), que comprende:
un sistema […]
APARATO DE FIJACION DE TAZA, del 22 de Septiembre de 2010, de NIDEK CO., LTD.: Aparato de fijación de taza para fijar una taza (Cu) como plantilla de procesamiento para una lente de gafas (Le), que comprende:
un sistema […]
Aparato centrador-bloqueador para lente oftálmica, del 29 de Enero de 2020, de ESSILOR INTERNATIONAL: Aparato centrador-bloqueador que incluye: - un bastidor , - un soporte montado en el bastidor , que está adaptado para […]
Procedimiento de determinación del centro óptico de la pieza en bruto de una lente, del 24 de Julio de 2019, de BENZ RESEARCH AND DEVELOPMENT CORPORATION: Un procedimiento que comprende: proporcionar la pieza en bruto de una lente , un dispositivo de posicionamiento de precisión, un dispositivo de iluminación […]
Material de revestimiento de prevención de la desviación, del 3 de Julio de 2019, de TOKAI OPTICAL CO., LTD: Un agente de revestimiento de prevención del desplazamiento con el que se reviste al menos una de las superficies frontal y posterior de manera que cuando se […]
SOPORTE PARA PREFORMAS OFTÁLMICAS, del 12 de Abril de 2019, de Insomec Integra Soluciones, SL: 1. Soporte para preformas (P) oftálmicas que comprende una parte de fijación de la preforma (P) provista de una superficie (S11) complementaria […]