MÁQUINA PARA LA APLICACIÓN CONTINUA DE PRODUCTOS DE PROTECCIÓN SOBRE UNA BANDA METÁLICA.
Máquina simplificada para la aplicación continua de productos de revestimiento sobre una banda metálica,
que comprende al menos dos semisecciones operativas (S1, S2) , comprendiendo cada una de dichas semisecciones (S1, S2) :
al menos un rodillo de aplicación (200) capaz de transferir dicho producto de revestimiento, retirado de al menos un tanque de contención, a dicha banda metálica;
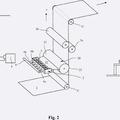
al menos un rodillo de calibración (202) que presenta un eje paralelo al de dicho rodillo de aplicación (200) y que está en contacto con éste bajo condiciones de funcionamiento de dicha máquina, estando articulado dicho al menos un rodillo de aplicación (200) , en correspondencia con sus extremos, sobre al menos un par de patines móviles (204) , uno para cada lado de dicha máquina, que se deslizan axialmente en una dirección sustancialmente perpendicular con respecto al eje de dichos rodillos (200, 202) a lo largo de respectivas guías lineales (206) montadas directamente sobre la base (208) de dicha máquina, caracterizada porque cada uno de dichos patines móviles (204) es movido por al menos un servomotor eléctrico (210) excitado por medio de un inversor, y estando previstos uno o más sensores de posición para controlar la distancia mutua entre los rodillos de aplicación (200) de cada una de dichas semisecciones (S1, S2) .
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/IB2007/000496.
B05C9/04TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B05PULVERIZACION O ATOMIZACION EN GENERAL; APLICACION DE MATERIALES FLUIDOS A SUPERFICIES, EN GENERAL. › B05C APARATOS PARA LA APLICACION DE MATERIALES FLUIDOS A LAS SUPERFICIES, EN GENERAL (aparatos de pulverización, aparatos de atomización, toberas o boquillas B05B; instalaciones para aplicar líquidos u otros materiales fluidos a objetos por pulverización electrostática B05B 5/08). › B05C 9/00 Aparatos o instalaciones para aplicar líquidos u otros materiales fluidos a superficies por medios no previstos en los grupos B05C 1/00 - B05C 7/00 o en los que el medio para depositar el líquido u otro material fluido no es importante (B05C 19/00 tiene prioridad). › para la aplicación de líquidos u otros materiales fluidos sobre los lados opuestos de la pieza.
Clasificación PCT:
B05C1/08B05C […] › B05C 1/00 Aparatos en los que un líquido u otro material fluido es depositado sobre la superficie de una pieza por contacto con un elemento portador del líquido u otro material fluido, p. ej. un elemento poroso impregnado de un líquido que va a ser aplicado como revestimiento (B05C 5/02, B05C 7/00, B05C 19/00 tienen prioridad). › utilizando un rodillo.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Máquina para la aplicación continua de productos de protección sobre una banda metálica. La presente invención se refiere a máquinas para la aplicación continua de productos de protección sobre una banda metálica, también denominadas "revestidoras químicas". Las revestidoras químicas son máquinas especiales para la deposición continua de barnices y/u otros productos de acabado, utilizadas casi exclusivamente en líneas de proceso de bandas metálicas en la industria del acero. Desde su primera aparición en el mercado, estas máquinas se han visto favorecidas por fabricantes de estructuras de acero especializadas debido a sus cualidades de simplicidad y fiabilidad de prestaciones, que se mejoran cuando se requiere un depósito particularmente delgado. El concepto de este tipo de máquina es relativamente simple: dos rodillos metálicos opuestos, con o sin un revestimiento de caucho, transfieren y extienden homogéneamente el material de revestimiento sobre una o ambas superficies de la banda metálica en avance continuo. Los dos rodillos se denominan rodillos de calibración y aplicación en relación con su función. Como en casi todas las máquinas relativamente simples, el problema encontrado está relacionado con la regulación. De hecho, estos rodillos deben tener un contacto tal con la superficie que no provoque una tensión no deseada en el metal, el cual crea inevitablemente una reducción drástica en la calidad de la banda. Por tanto, los parámetros geométricos más críticos relacionados con los rodillos son la simetría de enfrentamiento y el centrado con respecto a la línea de avance de la banda metálica. Al mismo tiempo, el sistema debe garantizar una carga constante que sea adecuada para las características reológicas del material depositado, con independencia de variables geométricas tales como espesores, dimensiones lineales de la banda, velocidad de avance y posibles fallos de espesor. Siguiendo estos requisitos, la regulación (especialmente la regulación inicial) de la máquina adquiere importancia fundamental para obtener las características de calidad requerida de la banda. Debido a la novedad relativa de estas máquinas y a la dificultad de regulación anteriormente mencionada, la oferta del mercado es extremadamente desigual con respecto a las máquinas de regulación manual. En estas máquinas, las operaciones de posicionamiento son efectuadas por un operario especializado que observa el ciclo descrito a continuación. En la posición de reposo, la máquina tiene abiertas las dos secciones portarrodillos, es decir que éstas están desprendidas de la línea de avance de la banda, para permitir las operaciones normales de mantenimiento y preparación para el procesamiento posterior. Después del acoplamiento, el operador cierra las dos secciones haciéndolas converger en patines movidos por diversas clases de actuadores. En esta fase, los rodillos no entran directamente en contacto con la banda, sino que alcanzan una posición cercana a la posición de funcionamiento. Debido a la rudeza de la operación, el operario de la máquina puede ser asistido por sistemas automáticos, tales como, por ejemplo, una barra de sincronismo que consiste en un sistema automático que mueve simétricamente las dos secciones una hacia otra con respecto a un centro teorético. La fase posterior consiste en el posicionamiento de precisión y la optimización de la carga para depositar el revestimiento. En esta fase, la convergencia adicional, el centrado, la fuerza ejercida y la calibración final sobre la banda son realizados por un segundo sistema de avance (regulación de precisión), con sistemas de movimiento independientes (patines y actuadores), situados por encima del primer sistema. Están disponibles también ayudas de centrado electrónico para este segundo sistema de movimiento, pero, como resultado de la naturaleza crítica de la operación, éstas se desactivan frecuentemente y la operación es completamente manual para permitir la máxima libertad de maniobras. Una vez que se han definido los parámetros de configuración, la máquina es capaz normalmente de explotar sus automatismos para mantener las condiciones establecidas o gestionar los transitorios de producción, tales como operaciones de apertura y cierre en correspondencia con cordones de soldadura. Sin embargo, la falta de un sistema sensor adecuado no les permite adaptarse a nuevas condiciones que puedan surgir durante el procesamiento. Por tanto, esta rigidez excesiva del sistema requiere un control cuidadoso y alerta sobre la parte del operario que no es compatible con la simplicidad declarada de la máquina. Un procedimiento de control para gobernar la carga de los rodillos de una máquina para aplicar un revestimiento a una banda metálica se describe, por ejemplo, en el documento EP 0 681 510. En este documento, se define un procedimiento de retroacción para gobernar la carga de los rodillos, si bien utilizando los datos de espesor del revestimiento depositado, que está obviamente localizado (en este caso particular, sobre la superficie inferior de la banda), suponiendo un modelo de distribución con una homogeneidad que rara vez es verificada en situaciones de funcionamiento. Tal como se menciona anteriormente, con el fin de evitar problemas relativos a la regulación de máquinas manualmente controladas, se introdujeron las "revestidoras químicas" equipadas con sistemas de regulación 2 automáticos. Sin embargo, éstas son máquinas generalmente manuales en las que los volantes de regulación se han sustituido por motores y se han instrumentado con sensores de carga para controlar la tensión ejercida sobre los rodillos. De hecho, las máquinas específicamente concebidas y desarrolladas para un uso puramente automatizado no pueden encontrarse en el mercado. El principal problema de las revestidoras químicas actualmente disponibles en el mercado, ya sean manuales o automáticas, reside en la duplicación de los sistemas de movimiento de los rodillos, es decir, la configuración de dobles patines superpuestos para el movimiento de los rodillos de calibración y aplicación situados a cada lado de la banda metálica a revestir. De hecho, esta solución conduce a una alta complejidad mecánica y de automatización con el consiguiente incremento en los costes de desarrollo y construcción de la máquina (considérense, por ejemplo, las masas adicionales que deben moverse desde el patín de convergencia principal). Esta complejidad de construcción implica también mayores demandas, en términos de tiempo, personal y materiales, en el caso de intervenciones de mantenimiento en la máquina y, finalmente, puede crear complicaciones, con la consiguiente prolongación del tiempo de actuación, en operaciones de reconfiguración normales durante cambios de producción. Otro problema encontrado en las máquinas actuales reside en la autonomía limitada, referida a la incapacidad de reaccionar autónomamente a condiciones operativas cambiantes, que muestra esta generación de máquinas cuando están presentes desequilibrios transversales considerables en la geometría de la banda. De hecho, la falta de un sistema de detección exhaustiva de las condiciones de funcionamiento inhibe a la electrónica instalada de gobernar completamente el procedimiento, dejando las acciones a realizar a la experiencia del operario de la línea. Sin embargo, las velocidades en cuestión son tan altas que incluso un retraso imperceptible, lo que es muy humano, en la respuesta puede provocar alteraciones significativas en la calidad del producto (la banda) para extensiones del orden de centenares de metros. En algunas condiciones de funcionamiento, la banda puede alcanzar la máquina con un lado perceptivamente angulado, por ejemplo con uno de sus extremos enrollado alrededor del eje de avance. Esta condición provoca un gradiente de carga no lineal en la dirección transversal de la banda con la consiguiente falta de homogeneidad en el espesor del revestimiento depositado. En las máquinas automáticas actualmente disponibles, el software de control se adapta inadecuadamente a esta condición y, además, la configuración basada en el sistema de doble movimiento de los rodillos (doble patín) reduce la rigidez del sistema mecánico, incrementando esta falta de homogeneidad del depósito. Por tanto, las operaciones de control y las acciones consiguientes se dejan al operario de la máquina, que actúa manualmente con diferentes ajustes en los extremos del cilindro de aplicación, creando un desequilibrio de los ajustes básicos. Incluso más comprensiblemente, en máquinas manuales las variaciones anteriores en la configuración crean condiciones que no pueden detectarse ni resolverse automáticamente por la electrónica de control, forzando a los operarios, durante el cambio de producción posterior, a gastar tiempo en la realineación manual... [Seguir leyendo]
Reivindicaciones:
1. Máquina simplificada para la aplicación continua de productos de revestimiento sobre una banda metálica, que comprende al menos dos semisecciones operativas (S1, S2), comprendiendo cada una de dichas semisecciones (S1, S2): al menos un rodillo de aplicación (200) capaz de transferir dicho producto de revestimiento, retirado de al menos un tanque de contención, a dicha banda metálica; al menos un rodillo de calibración (202) que presenta un eje paralelo al de dicho rodillo de aplicación (200) y que está en contacto con éste bajo condiciones de funcionamiento de dicha máquina, estando articulado dicho al menos un rodillo de aplicación (200), en correspondencia con sus extremos, sobre al menos un par de patines móviles (204), uno para cada lado de dicha máquina, que se deslizan axialmente en una dirección sustancialmente perpendicular con respecto al eje de dichos rodillos (200, 202) a lo largo de respectivas guías lineales (206) montadas directamente sobre la base (208) de dicha máquina, caracterizada porque cada uno de dichos patines móviles (204) es movido por al menos un servomotor eléctrico (210) excitado por medio de un inversor, y estando previstos uno o más sensores de posición para controlar la distancia mutua entre los rodillos de aplicación (200) de cada una de dichas semisecciones (S1, S2). 2. Máquina según la reivindicación 1, caracterizada porque dichas dos semisecciones operativas (S1, S2), cada una de las cuales está constituida por dicho par de patines móviles (204), son idénticas entre sí y están montadas, giradas 180º una con respecto a la otra, a diferentes alturas sobre dicha base (208) de la máquina. 3. Máquina según la reivindicación 1, caracterizada porque cada uno de dichos rodillos de calibración (202) está articulado, en correspondencia con sus extremos, sobre al menos un par de patines (212) que se deslizan axialmente a lo largo de unas respectivas guías lineales (214) situadas en cada uno de dichos patines móviles (204). 4. Máquina según la reivindicación 1, caracterizada porque cada una de dichas guías lineales (206) consiste en un doble carril de guiado (206a, 206b) para cada uno de dichos patines portarrodillos (204). 5. Máquina según la reivindicación 4, caracterizada porque dichos carriles de guiado (206a, 206b) son sustancialmente horizontales. 6. Máquina según la reivindicación 1, caracterizada porque comprende uno o más sensores de presión capaces de vigilar la tensión ejercida sobre dichos rodillos de aplicación (200) y dichos rodillos de calibración (202). 7. Máquina según la reivindicación 6, caracterizada porque dichos sensores de presión consisten en células de carga, una para cada uno de dichos patines móviles (204), para regular automáticamente dicha máquina por medio de dichos servomotores (210) con el fin de obtener una cierta carga sobre cada uno de dichos rodillos de aplicación (200). 8. Máquina según la reivindicación 1, caracterizada porque comprende uno o más acelerómetros para controlar el nivel de tensión dinámica al cual se somete toda la estructura de dicha máquina. 7 8
Patentes similares o relacionadas:
Instalación y método de tratamiento superficial localizado para piezas industriales, del 8 de Julio de 2020, de Cockerill Maintenance & Ingéniérie S.A: Estación de tratamiento superficial localizado de una pieza industrial a tratar, que comprende:
- al menos una cámara de tratamiento […]
Cuchilla de sellado, del 13 de Mayo de 2020, de Valmet Technologies, Inc: Una cuchilla de sellado, que incluye bordes alargados opuestos y entre los mismos un plano y que puede ajustarse a un portacuchilla dispuesto en un aplicador […]
Instalación para la pintura horizontal de puertas conformadas, del 23 de Octubre de 2019, de CEFLA SOCIETA' COOPERATIVA: Procedimiento para la pintura horizontal de objetos que tienen dos lados predominantes, en el que la pintura del primer lado y la pintura del segundo lado […]
Método y aparato para aplicar un recubrimiento metálico, del 9 de Octubre de 2019, de Tata Steel Nederland Technology B.V: Método para aplicar un recubrimiento metálico o un recubrimiento a base de metal sobre una superficie de un sustrato o una parte de esa superficie, en donde la […]
Procedimiento y dispositivo de aplicación para aplicar una solución de tratamiento acuosa sobre la superficie de una banda en movimiento, del 13 de Junio de 2018, de ThyssenKrupp AG: Procedimiento para aplicar una solucion de tratamiento acuosa sobre una superficie de una banda en movimiento a una velocidad de banda predeterminada en una direccion de […]
Máquina de fabricación y método de fabricación de banda continua recubierta, del 13 de Enero de 2016, de JAPAN TOBACCO INC.: Una máquina de fabricación de banda continua recubierta que comprende:
un camino de desplazamiento adaptado para desplazar banda continua (W), […]
Método y aparato de pegado, del 23 de Diciembre de 2015, de APER S.R.L: Método de pegado que comprende las etapas de:
- proporcionar un elemento de colchón hecho de un material deformable;
- proporcionar medios […]
MAQUINA DE TRATAMIENTO ANTI-ADHERENTE PARA PIEZAS TERMOPLASTICAS Y/O ELASTOMERICAS, del 14 de Junio de 2013, de SILCOTECH, S.L: Máquina de tratamiento anti-adherete para piezas termoplásticas y/o elastoméricas.
La máquina consta de una pareja de cintas transportadoras sobre las […]
Utilizamos cookies para mejorar nuestros servicios y mostrarle publicidad relevante. Si continua navegando, consideramos que acepta su uso. Puede obtener más información aquí. .
 Procedimiento y dispositivo de aplicación para aplicar una solución de tratamiento acuosa sobre la superficie de una banda en movimiento, del 13 de Junio de 2018, de ThyssenKrupp AG: Procedimiento para aplicar una solucion de tratamiento acuosa sobre una superficie de una banda en movimiento a una velocidad de banda predeterminada en una direccion de […]
Procedimiento y dispositivo de aplicación para aplicar una solución de tratamiento acuosa sobre la superficie de una banda en movimiento, del 13 de Junio de 2018, de ThyssenKrupp AG: Procedimiento para aplicar una solucion de tratamiento acuosa sobre una superficie de una banda en movimiento a una velocidad de banda predeterminada en una direccion de […]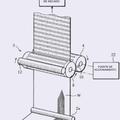 Máquina de fabricación y método de fabricación de banda continua recubierta, del 13 de Enero de 2016, de JAPAN TOBACCO INC.: Una máquina de fabricación de banda continua recubierta que comprende:
un camino de desplazamiento adaptado para desplazar banda continua (W), […]
Máquina de fabricación y método de fabricación de banda continua recubierta, del 13 de Enero de 2016, de JAPAN TOBACCO INC.: Una máquina de fabricación de banda continua recubierta que comprende:
un camino de desplazamiento adaptado para desplazar banda continua (W), […]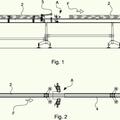 Método y aparato de pegado, del 23 de Diciembre de 2015, de APER S.R.L: Método de pegado que comprende las etapas de:
- proporcionar un elemento de colchón hecho de un material deformable;
- proporcionar medios […]
Método y aparato de pegado, del 23 de Diciembre de 2015, de APER S.R.L: Método de pegado que comprende las etapas de:
- proporcionar un elemento de colchón hecho de un material deformable;
- proporcionar medios […]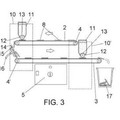 MAQUINA DE TRATAMIENTO ANTI-ADHERENTE PARA PIEZAS TERMOPLASTICAS Y/O ELASTOMERICAS, del 14 de Junio de 2013, de SILCOTECH, S.L: Máquina de tratamiento anti-adherete para piezas termoplásticas y/o elastoméricas.
La máquina consta de una pareja de cintas transportadoras sobre las […]
MAQUINA DE TRATAMIENTO ANTI-ADHERENTE PARA PIEZAS TERMOPLASTICAS Y/O ELASTOMERICAS, del 14 de Junio de 2013, de SILCOTECH, S.L: Máquina de tratamiento anti-adherete para piezas termoplásticas y/o elastoméricas.
La máquina consta de una pareja de cintas transportadoras sobre las […]