PROCEDIMIENTO PARA LA UNIÓN DE ELEMENTOS DE UN PANEL COMPUESTO, PARTICULARMENTE PARA LA CARROCERÍA DE UN VEHÍCULO.
Procedimiento para la fijación de los elementos de un panel compuesto,
particularmente de una carrocería de un vehículo a motor, en el cual el panel compuesto (10) comprende dos elementos de plancha metálica dispuestos uno al lado del otro, elementos los cuales consisten en un armazón (12) y un panel de cubierta (18) colocados uno al lado del otro y previamente fijados mediante cosido en sus bordes periféricos (12a, 18a), el armazón (12) estando provisto de una estructura reticular general definida por una serie de nervios (14) entre los cuales está definida por lo menos una cavidad (16) delimitada por bordes (16a), dichos bordes (16a) estando colocados adyacentes a una zona correspondiente de la superficie interior del panel de cubierta (18), un adhesivo polimérico del tipo semi-estructural (20) estando interpuesto entre los bordes (16a) de cada cavidad (16) y el panel de cubierta (18), caracterizado porque comprende la fase de someter al panel compuesto (10) a una operación de calentamiento localizada en una zona que corresponde a los bordes (16a) de cada cavidad (16) del armazón (2), a fin de llevar el adhesivo semi-estructural respectivo (20) desde una condición sustancialmente fluida de distribución hasta una condición viscosa y previamente polimerizada en la cual realiza por lo menos una acción de acoplamiento parcial del respectivo borde (16a) de la cavidad (16), con el panel de cubierta (18)
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E08003660.
Solicitante: KGR S.P.A.
Nacionalidad solicitante: Italia.
Dirección: VIA NICOLAO CENA, 65 10032 BRANDIZZO (TORINO) ITALIA.
Inventor/es: SIMIOLI,MARCO.
Fecha de Publicación: .
Fecha Solicitud PCT: 28 de Febrero de 2008.
Clasificación Internacional de Patentes:
- F16B11/00F
- H05B6/02A
- H05B6/10 ELECTRICIDAD. › H05 TECNICAS ELECTRICAS NO PREVISTAS EN OTRO LUGAR. › H05B CALEFACCION ELECTRICA; ALUMBRADO ELECTRICO NO PREVISTO EN OTRO LUGAR. › H05B 6/00 Calefacción por campos eléctricos, magnéticos o electromagnéticos (terapia de radiación de microondas A61N 5/02). › Aparatos de calefacción por inducción, distintos de los hornos, para aplicaciones específicas.
Clasificación PCT:
- C09J5/06 QUIMICA; METALURGIA. › C09 COLORANTES; PINTURAS; PULIMENTOS; RESINAS NATURALES; ADHESIVOS; COMPOSICIONES NO PREVISTAS EN OTRO LUGAR; APLICACIONES DE LOS MATERIALES NO PREVISTAS EN OTRO LUGAR. › C09J ADHESIVOS; ASPECTOS NO MECANICOS DE LOS PROCEDIMIENTOS DE PEGADO EN GENERAL; PROCEDIMIENTOS DE PEGADO NO PREVISTOS EN OTRO LUGAR; EMPLEO DE MATERIALES COMO ADHESIVOS (preparación de cola o gelatina C09H). › C09J 5/00 Procedimientos de pegado en general; Procedimientos de pegado no previstos en otro lugar , p.ej. relativos a la imprimación. › que comprenden un calentamiento del adhesivo aplicado.
- F16B11/00 MECANICA; ILUMINACION; CALEFACCION; ARMAMENTO; VOLADURA. › F16 ELEMENTOS O CONJUNTOS DE TECNOLOGIA; MEDIDAS GENERALES PARA ASEGURAR EL BUEN FUNCIONAMIENTO DE LAS MAQUINAS O INSTALACIONES; AISLAMIENTO TERMICO EN GENERAL. › F16B DISPOSITIVOS PARA UNIR O BLOQUEAR LOS ELEMENTOS CONSTRUCTIVOS O LAS PARTES DE LAS MAQUINAS, p. ej. CLAVOS, CLAVIJAS, TUERCAS, TORNILLOS, BULONES, ANILLOS QUE FORMAN RESORTE, ABRAZADERAS, BRIDAS, GRAPAS, CUÑAS; UNIONES O ARTICULACIONES (acoplamientos para la transmisión de mecanismos de rotación F16D). › Unión de elementos estructurales o partes de máquina por pegado u oprimiéndolas las unas contra las otras, p. ej. soldadura bajo presión en frío (soldadura no eléctrica en general B23K; procedimientos que utilizan adhesivos independientemente de la forma de las superficies unidas C09J 5/00).
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Fragmento de la descripción:
La presente invención se refiere el general a la fijación de los elementos de un panel compuesto, particularmente de una carrocería de vehículo a motor. Puesto que los paneles compuestos se utilizan a menudo como 5 elementos de la carrocería de los vehículos a motor modernos, se hará referencia en la siguiente descripción a un panel compuesto para un vehículo a motor, a pesar del hecho de que los paneles de este tipo también pueden ser utilizados en diferentes contextos.
Los paneles compuestos para la carrocería de un vehículo a motor generalmente comprenden un par de elementos unidos entre sí, típicamente un armazón interior provisto de la función de una estructura de soporte y de 10 resistencia y un panel de cubierta exterior el cual lleva a cabo principalmente una función de forma. En el caso más general, el armazón tiene una forma globalmente reticular, definida por una pluralidad de nervios los cuales rodean una serie de cavidades.
En el montaje de un panel compuesto, sus elementos son previamente unidos mediante cosido, plegando el borde perimetral del panel de cubierta sobre el borde perimetral del armazón, después de haber interpuesto entre los 15 bordes perimetrales de los mismos un adhesivo termoendurecible polimérico del tipo denominado "estructural" y después de haber interpuesto un adhesivo polimérico del tipo denominado "semi-estructural", también termoendurecible, entre los bordes de las cavidades del armazón y la superficie interior del panel de cubierta.
El documento JP-57-201774-A expone un panel compuesto para una carrocería de vehículo a motor que comprende un panel exterior y un panel interior provisto de una pluralidad de cavidades. Los bordes periféricos del panel 20 exterior están ribeteados en el margen del panel interior, una cantidad de cola convencional estando interpuesta entre el panel interior y el exterior únicamente en la proximidad de sus bordes periféricos, a fin de proveer una junta periférica resistente al agua.
El documento EP 0 364 191-A describe un aparato para la fijación de los elementos de un panel compuesto mediante el calentamiento localizado de un aglutinante. 25
Generalmente, un adhesivo del tipo estructural tiene una consistencia pastosa y está caracterizado por una elevada resistencia al esfuerzo cortante que, en su condición completamente polimerización, en general es mayor que 100 daN/cm2. La consistencia de un adhesivo semi-estructural típico en cambio es fluida, casi líquida y está caracterizado, una vez polemizado por una resistencia al esfuerzo cortante que está, en general, entre 15 y 50 daN/cm2.
Después de que los dos elementos del panel compuesto hayan sido previamente unidos mediante cosido, 30 pueden ser fijados realizando soldaduras en zonas previamente determinadas, por ejemplo mediante un proceso de soldadura de resistencia de proyección indirecta. Como una alternativa, o además, los elementos del panel compuesto pueden ser fijados por calor al panel en sus bordes perimetrales en donde está colocado el adhesivo estructural, a una temperatura inferior a la temperatura de polimerización, por ejemplo cerca de aproximadamente 180°C, utilizando típicamente aparatos de calentamiento por inducción. De esta manera, el adhesivo estructural llega a una condición de 35 polimerización previa, de modo que se logra un acoplamiento periférico de los dos elementos del panel.
Después de que el panel haya sido montado en la carrocería, durante la fase del denominado "ajuste de los paneles articulados", el vehículo a motor completo se pinta y sufre una fase de calentamiento a una temperatura del orden de 200°C, durante la cual la pintura así como los adhesivos estructural y semi-estructural interpuestos entre los elementos de cada panel llegan a la reticulación completa, de modo que los elementos del panel compuesto son fijados 40 definitivamente.
En particular, la invención se refiere a un procedimiento para la fijación de los elementos de un panel compuesto, del tipo mencionado en el preámbulo de la reivindicación 1.
Los vehículos a motor modernos, además de tener que satisfacer requisitos más y más severos para la seguridad de los pasajeros, deben cumplir reglamentos de seguridad los cuales tienen en cuenta el caso de atropellar 45 peatones implicados en accidentes en carretera. En particular, a fin de hacer mínimos los daños a una persona en el caso de un impacto, los paneles compuestos de la carrocería del vehículo a motor, tales como la portezuela del capó delantero, deben ser planchas particularmente delgadas, de modo que resulten ser muy elásticas a fin de soportar amplias deformaciones como resultado de un impacto.
Por otra parte, la utilización de planchas muy delgadas hace problemático mantener la geometría del diseño 50 de los paneles entre la fase de unión por cosido inicial y la polimerización final de los adhesivos, con el riesgo de que las deformaciones que aparezcan en las diversas fases de montaje se conviertan en excesivas, de modo que puedan
causar una pérdida en la continuidad de la forma con los otros paneles de la carrocería que no se pueda recuperar después de las subsiguientes fases de "ajuste de los paneles articulados" y de pintura y las cuales puedan causar el rechazo de los paneles defectuosos.
A fin de superar estas desventajas, el sujeto de la invención es un procedimiento tal como se reivindica.
En virtud de esta idea de solución, el procedimiento de la invención permite que se obtenga una unión 5 preliminar de los elementos de un panel compuesto, lo cual permite mantener eficazmente la geometría del diseño del panel, a pesar del hecho de que esté fabricado de planchas muy delgadas, en particular hasta la fase de "ajuste de los paneles articulados" en la cual serán montados juntos con otros paneles a fin de definir una carrocería y en la fase de pintura subsiguiente, antes de que sufra la fase de calentamiento a fin de llevar los adhesivos a la condición de polimerización completa. 10
El sujeto de la presente invención es también un aparato para la fijación de los elementos de un panel compuesto, particularmente de una carrocería de vehículo a motor.
La invención se pondrá de manifiesto mejor en la siguiente descripción detallada, la cual se ha realizado con referencia a los dibujos adjuntos, proporcionados como un ejemplo no limitativo, los cuales muestran una forma de realización preferida de un aparato de fijación, y en los cuales: 15
- la figura 1 es una vista esquemática en perspectiva de un panel compuesto de un vehículo a motor, en particular de una portezuela del capó delantero,
- la figura 2 es una vista en perspectiva del panel de la figura 1, al cual están asociados aparatos adaptados para llevar a cabo el procedimiento de la invención,
- la figura 3 es otra vista en perspectiva del panel de la figura 2, desde la flecha III de tal figura, 20
- la figura 4 es una vista en alzado lateral esquemático a mayor escala de un detalle de la figura 2, seccionado a lo largo de la línea IV-IV, y
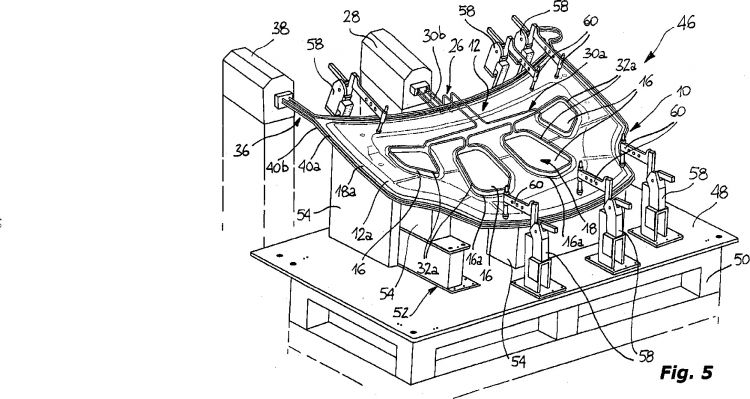
- la figura 5 es una vista en perspectiva del panel de la figura 1 asociado con un aparato de fijación el cual comprende aparatos de calentamiento por inducción.
Con referencia inicial a la figura 1, un panel compuesto para una carrocería de vehículo a motor, tal como por 25 ejemplo una portezuela del capó delantero, está indicado en su globalidad por 10.
El panel 10 comprende dos elementos de plancha metálica dispuestos uno al lado del otro, los cuales constan de un armazón 12 provisto de una estructura general reticular definida por una serie de nervios 14 entre los cuales están definidas cavidades 16 delimitadas por bordes 16a y un panel de cubierta 18 pensado para ser colocado en el exterior, en la condición montada del panel 10 en la carrocería del vehículo a motor pertinente. En particular, las planchas las 30 cuales constituyen los elementos 12 y 18 son particularmente delgadas, por ejemplo con un grosor en la gama entre aproximadamente 0,5 y 0,8 mm y el armazón 12 puede tener una serie de zonas 22 previamente ajustadas para el doblado, de modo que la estructura del panel compuesto 10 resulta muy elástica y adaptada para ser fácilmente deformada en el caso de un impacto, por ejemplo con una persona.
El armazón 12 y el panel de cubierta 18 están previamente unidos en sus respectivos bordes periféricos 12a y 35 18b por...
Reivindicaciones:
1. Procedimiento para la fijación de los elementos de un panel compuesto, particularmente de una carrocería de un vehículo a motor, en el cual el panel compuesto (10) comprende dos elementos de plancha metálica dispuestos uno al lado del otro, elementos los cuales consisten en un armazón (12) y un panel de cubierta (18) colocados uno al lado del otro y previamente fijados mediante cosido en sus bordes periféricos (12a, 18a), el armazón (12) estando 5 provisto de una estructura reticular general definida por una serie de nervios (14) entre los cuales está definida por lo menos una cavidad (16) delimitada por bordes (16a), dichos bordes (16a) estando colocados adyacentes a una zona correspondiente de la superficie interior del panel de cubierta (18), un adhesivo polimérico del tipo semi-estructural (20) estando interpuesto entre los bordes (16a) de cada cavidad (16) y el panel de cubierta (18), caracterizado porque comprende la fase de someter al panel compuesto (10) a una operación de calentamiento localizada en una zona que 10 corresponde a los bordes (16a) de cada cavidad (16) del armazón (2), a fin de llevar el adhesivo semi-estructural respectivo (20) desde una condición sustancialmente fluida de distribución hasta una condición viscosa y previamente polimerizada en la cual realiza por lo menos una acción de acoplamiento parcial del respectivo borde (16a) de la cavidad (16), con el panel de cubierta (18).
2. Procedimiento según la reivindicación 1 caracterizado porque dicha operación de calentamiento se 15 lleva a cabo por medios de calentamiento por inducción (26).
3. Procedimiento según la reivindicación 1 o 2 caracterizado porque dicha operación de calentamiento se lleva a cabo desde un único lado del panel compuesto (10), preferiblemente desde un lado del mismo adyacente al armazón (12), en el lado opuesto del panel de cubierta (18).
4. Procedimiento según la reivindicación 1 o 2 caracterizado porque dicha operación de calentamiento se 20 lleva a cabo simultáneamente desde lados opuestos del panel compuesto (10), en particular desde un lado del mismo adyacente al armazón (12), en el lado opuesto del panel de cubierta (18) y desde su lado adyacente al panel de cubierta (18), en el lado opuesto del armazón (12).
5. Procedimiento según cualquiera de las reivindicaciones 1 a 4 caracterizado porque, antes de llevar a cabo dicha operación de calentamiento, se llevan a cabo las siguientes fases: 25
- sostener el panel compuesto (10) en una estructura de soporte conformada (52, 54), y
- el funcionamiento de medios de referencia y de bloqueo (58, 60), asociados con dicha estructura de soporte (52, 54) a fin de mantener los elementos (12, 18) del panel compuesto (10) en una configuración de contacto previamente determinada mientras se lleva a cabo la operación de calentamiento.
6. Procedimiento según cualquiera de las reivindicaciones 1 a 5 caracterizado porque un adhesivo 30 polimérico del tipo estructural se interpone entre los bordes periféricos (12a, 18a) de los elementos (12, 18) del panel compuesto (10) y porque comprende la fase del calentamiento del borde periférico (12a,18a) del panel compuesto (10) por medios de calentamiento por inducción auxiliares (36).
7. Procedimiento según la reivindicación 6 caracterizado porque las fases de calentamiento del panel compuesto (10) en su borde periférico (12a, 18a) y en los bordes (16a) de cada cavidad (16) del armazón (12), se llevan 35 a cabo simultáneamente.
8. Aparato para la fijación de los elementos de un panel compuesto, particularmente de una carrocería de un vehículo a motor, caracterizado porque comprende:
- una estructura de soporte conformada (52, 54) adaptada para sostener un panel compuesto (10) que incluye dos elementos de plancha metálica (12, 18) colocados uno al lado del otro, uno de dichos elementos siendo un 40 armazón (12) provisto de una estructura general reticular definida por una serie de nervios (14) entre los cuales está definida por lo menos una cavidad (16) delimitada por bordes (16a), el otro elemento siendo un panel de cubierta (18), un adhesivo polimérico del tipo semi-estructural (20) estando interpuesto entre el borde (16a) de cada cavidad (16) del armazón (12) y el panel de cubierta (18), y
- medios de calentamiento por inducción (26) asociados con la estructura de soporte conformada (52, 45 54) y adaptados para causar un calentamiento localizado del panel compuesto (10) en zonas del mismo las cuales corresponden al borde (16a) de cada cavidad (16) del armazón (12), a fin de llevar el respectivo adhesivo semi-estructural (20) desde una condición sustancialmente fluida de distribución hasta una condición viscosa y previamente polimerizada en la cual se lleva a cabo por lo menos una acción de acoplamiento parcial del respectivo borde (16a) de la cavidad (16) con el panel de cubierta (18). 50
9. Aparato según la reivindicación 8 caracterizado porque dicha estructura de soporte (52, 54) comprende una serie de bloques de material no magnético (54) sostenidos por un bastidor (52).
10. Aparato según la reivindicación 8 o 9 caracterizado porque dichos medios de calentamiento por inducción (26) comprenden un elemento de calentamiento por inducción conformado principal (30a), el cual puede estar colocado a un lado del panel compuesto (10) en una zona adyacente al armazón (12). 5
11. Aparato según la reivindicación 8 o 9 caracterizado porque dichos medios de calentamiento por inducción (26) son susceptibles de causar un calentamiento simultáneo en lados opuestos del panel compuesto (10) y comprenden un elemento de calentamiento por inducción conformado principal (30a) el cual puede estar colocado en un primer lado del panel compuesto (10) en una zona adyacente al armazón (12), así como un elemento de calentamiento por inducción conformado secundario (30b) el cual puede estar colocado en un segundo lado del panel compuesto (10) 10 en una zona adyacente al panel de cubierta (18).
12. Aparato según la reivindicación 10 u 11 caracterizado porque dicho elemento de calentamiento por inducción principal (30a) se puede quitar a fin de separarlo de la estructura de soporte conformada (52, 54), de modo que se pueda depositar y quitar un panel compuesto (10) con respecto a una estructura de este tipo (22, 24).
13. Aparato según la reivindicación 12 caracterizado porque dicho elemento de calentamiento por 15 inducción principal (30a) tiene una zona de articulación.
14. Aparato según cualquiera de las reivindicaciones 8 a 13 caracterizado porque medios de referencia y de bloqueo (58, 60) están asociados con la estructura de soporte (52, 54) los cuales están adaptados para asegurar la colocación correcta y el bloqueo mutuo de los elementos (12, 18) del panel compuesto (10) cuando dichos medios de calentamiento (26) son accionados. 20
15. Aparato según cualquiera de las reivindicaciones 8 a 14 caracterizado porque un adhesivo polimérico del tipo estructural está interpuesto entre los elementos (12, 18) del panel compuesto (10) en los bordes periféricos (12a, 18a) del mismo y porque el aparato (46) incluye medios de calentamiento por inducción auxiliares (36) asociados con la estructura de soporte conformada (52, 54) y adaptados para causar el calentamiento del panel compuesto (10) en su borde periférico (12a, 16a), a fin de llevar al respectivo adhesivo estructural a una condición de polimerización previa. 25
16. Aparato según la reivindicación 15 caracterizado porque dichos medios de calentamiento por inducción auxiliares (36) comprenden por lo menos un elemento de calentamiento por inducción auxiliar (40a, 40b) conformado de tal modo que corresponde a la periferia del panel compuesto (10) y pensado para ser colocado en la proximidad del borde periférico de un panel compuesto (10) sostenido en la estructura de soporte conformada (52, 54).
17. Aparato según cualquiera de las reivindicaciones 10 a 16 caracterizado porque dichos elementos de 30 calentamiento por inducción conformados (30a, 30b, 40a, 40b) están compuestos por medio de elementos tubulares.
Patentes similares o relacionadas:
Inducción de calor por imán giratorio, del 22 de Julio de 2020, de NOVELIS, INC.: Un sistema de calentamiento, que comprende: un aparato de calentamiento magnético para calentar un artículo de metal que se mueve en una dirección […]
Dispositivo de contracción con control de calentamiento, del 1 de Julio de 2020, de HAIMER GMBH: Procedimiento para determinar una huella dactilar magnética de una parte (HP) del casquillo de un portaherramientas introducida en una bobina de inducción de […]
Dispositivo de calentamiento inductivo para calentar un sustrato formador de aerosol, del 20 de Mayo de 2020, de PHILIP MORRIS PRODUCTS S.A.: Dispositivo de calentamiento inductivo configurado para calentar un sustrato formador de aerosol de un artículo para fumar , el sustrato […]
Lavadora para lavar la ropa, del 6 de Mayo de 2020, de MIELE & CIE. KG: Lavadora para lavar la ropa, donde la lavadora presenta al menos las siguientes características: un tambor para recibir la ropa, donde […]
Aparato de contracción para uso preferiblemente móvil, del 8 de Abril de 2020, de HAIMER GMBH: Dispositivo de contracción para apretar y desapretar herramientas dotadas de un mango, que comprende un alojamiento de herramienta que presenta una parte de casquillo […]
Dispositivo de contracción con control de calor, del 8 de Abril de 2020, de HAIMER GMBH: Procedimiento de vigilancia de la temperatura de la sección de manguito de un portaherramientas que se inserta en la bobina de inducción de un dispositivo […]
Dispositivo de tratamiento térmico y procedimiento de tratamiento térmico, del 11 de Marzo de 2020, de THK CO., LTD: Dispositivo de tratamiento térmico , que comprende: una mesa sobre la cual puede colocarse una pieza de trabajo de forma anular (W); […]
Dispositivo de calentamiento, del 15 de Enero de 2020, de BEHR-HELLA THERMOCONTROL GMBH: Dispositivo de calentamiento que presenta una carcasa con un canal de fluido con una entrada de fluido y una salida de fluido dispuesto […]