PROCEDIMIENTO PARA LA REGULACIÓN DE UN APARATO DE SOLDADURA.
Procedimiento para la regulación de un aparato de soldadura (1),
en particular de un aparato de soldadura WIG, en el que mediante un dispositivo de entrada y/o salida (22) se regulan diferentes parámetros de soldadura y/o tipos de funcionamiento para un proceso de soldadura y el dispositivo de entrada y/o salida (22) se constituye por al menos una tecla (42) para los tipos de funcionamiento, como por ejemplo, modo WIG (43), modo CEL (44), modo electrodos (45) o modo de impulso WIG (50), y un codificador rotatorio (47) para los valores nominales, así como uno o varios elementos de señalización (46), como por ejemplo, un diodo luminoso, transmitiéndose los ajustes del dispositivo de entrada y/o salida (22) a un dispositivo de control (4) para la realización del correspondiente proceso de soldadura, caracterizado porque en caso de accionamiento de la tecla (42) del dispositivo de entrada y/o salida (22) con una duración definida más larga se cambia la superficie de manejo, por lo que se llama un menú de fondo y por ello se ejecuta un cambio del dispositivo de entrada y/o salida (22) de al menos otro parámetro característico de soldadura para el tipo ajustado de funcionamiento, no realizándose la regulación del valor correspondiente para el otro parámetro de soldadura mediante el codificador rotatorio (47), sino que se elige un valor correspondiente depositado según el número de elementos de señalización (46) que brillan o no brillan con la tecla (42) por el accionamiento de corta duración o mantenimiento presionado posterior
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E05013207.
Solicitante: FRONIUS INTERNATIONAL GMBH.
Nacionalidad solicitante: Austria.
Dirección: NR. 319 4643 PETTENBACH AUSTRIA.
Inventor/es: ZAUNER, MICHAEL, HIESMAYR,ALFRED.
Fecha de Publicación: .
Fecha Solicitud PCT: 5 de Octubre de 2001.
Clasificación PCT:
- B23K9/095 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23K SOLDADURA SIN FUSION O DESOLDEO; SOLDADURA; REVESTIMIENTO O CHAPADO POR SOLDADURA O SOLDADURA SIN FUSION; CORTE POR CALENTAMIENTO LOCALIZADO, p. ej. CORTE CON SOPLETE; TRABAJO POR RAYOS LASER (fabricación de productos revestidos de metal por extrusión de metales B21C 23/22; realización de guarniciones o recubrimientos por moldeo B22D 19/08; moldeo por inmersión B22D 23/04; fabricación de capas compuestas por sinterización de polvos metálicos B22F 7/00; disposiciones sobre las máquinas para copiar o controlar B23Q; recubrimiento de metales o recubrimiento de materiales con metales, no previsto en otro lugar C23C; quemadores F23D). › B23K 9/00 Soldadura o corte por arco voltaico (soldadura eléctrica por escoria B23K 25/00; transformadores de soldadura H01F; generadores de soldadura H02K). › Vigilancia o control automático de los parámetros de soldadura.
- B23K9/10 B23K 9/00 […] › Otros circuitos eléctricos para la soldadura o el corte por arco; Circuitos de protección; Control a distancia.
- B23K9/32 B23K 9/00 […] › Accesorios (conexiones a tierra H01R).
Clasificación antigua:
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Finlandia, Chipre.
PDF original: ES-2356160_T3.pdf
Fragmento de la descripción:
La invención se refiere a un procedimiento para la regulación de un aparato de soldadura segúnse describe esto en el preámbulo de la reivindicación 1.
Ya se conocen aparatos de soldadura con los que es posible una conmutación del aparato de5 soldadura durante un proceso de soldadura, pudiéndose activar para ello un elemento de conexión, como por ejemplo, una tecla de soplete, para la conmutación del aparato de soldadura.
Además, se conocen aparatos de soldadura en los que mediante un dispositivo de entrada y/osalida se regulan diferentes parámetros de soldadura y/o tipos de funcionamiento para un proceso desoldadura. El dispositivo de entrada y/o salida se constituye por al menos una tecla para los tipos defuncionamiento y un codificador rotatorio para los valores nominales, así como uno o varios elementos deseñalización, como por ejemplo, un diodo luminoso, transmitiéndose los ajustes del dispositivo de entraday/o salida a un dispositivo de control para la realización de un proceso correspondiente de soldadura. Eneste caso es una desventaja que para cada ajuste posible del aparato de soldadura está dispuesta almenos una tecla o un codificador rotatorio.
15 Por el documento DE 197 33 638 A se conoce un procedimiento y un dispositivo para el control de un aparato de soldadura en el que pueden cambiarse una pluralidad de parámetros y tamaños decontrol mediante al menos un medio de ajuste. Con el medio de ajuste en el aparato de soldadura segenera en una posición de trabajo un cambio continuo de una primera señal y en una segunda posiciónde trabajo al menos una señal de conexión. Los parámetros del proceso de soldadura se indican en un dispositivo de señalización, y mediante la señal de conexión puede generarse una señal de extinción oaccionamiento para la activación del parámetro o un cambio para otros parámetros. En este caso es unadesventaja que el usuario deba realizar estos ajustes en el apartado de soldadura para el cambio de losparámetros de soldadura, por lo cual debe interrumpir el proceso de soldadura. En aparatos semejantesde soldadura se realizan los ajustes individuales antes del inicio del proceso de soldadura, de forma que acontinuación después del encendido del arco eléctrico se desarrolla automáticamente el proceso de soldadura, en particular la tensión de soldadura y/o la corriente de soldadura, conforme a los parámetrosajustados y no se realiza ninguna cambio de los parámetros durante el proceso de soldadura.
Por el documento DE 93 01 390 U se conoce un aparato de soldadura en el que sobre lasuperficie de manejo está presente una superficie de señalización con una pluralidad de diferentes posiciones de señalización, controladas electrónicamente para diferentes funciones del aparato de soldadura. Con un primer elemento de accionamiento para la elección de función se elige la posición de señalización a ajustar y con un segundo elemento de accionamiento para el ajuste de la señalización secambia el valor a ajustar. En este caso es una desventaja que para posibilidades globales de ajuste seanecesaria una respectiva posición propia de señalización, y por consiguiente puedan efectuarse siempresólo los parámetros más necesarios en la superficie de manejo para conseguir una configuración clara del aparato de soldadura.
Por el documento EP 0 901 865 B1 se conoce un dispositivo de control y un procedimiento parael control de un aparato de soldadura, que a un usuario le permita configurar su propia superficie demanejo. Se da a conocer que mediante las teclas de manejo se seleccionan los parámetros de soldaduray éstos se muestran en dos pantallas LCD y pueden cambiarse mediante un regulador principal. Para laadaptación al usuario éste puede configurar órganos de control de la superficie de manejo, de forma queal seleccionar un órgano de control se ejecute un proceso de funcionamiento que puede comprendervarios pasos de trabajo o de programa. Aquí es desventajoso que en la superficie de manejo deban estar presentes varios órganos de control para permitir la adaptación libre al usuario.
45 La invención tiene el objetivo de facilitar una posibilidad mejorada de ajuste o manejo del aparato de soldadura.
El objetivo de la invención se resuelve según la reivindicación 1. En este caso es ventajoso quepueda realizarse un ahorro considerable de componentes, como tecla, codificador rotatorio, elementos deseñalización, etc., teniendo sin embargo el usuario la posibilidad de poder elegir valores diferentes para un parámetro determinado de soldadura en un tipo determinado de funcionamiento del aparato desoldadura. Por consiguiente puede fabricarse de forma económica el dispositivo de entrada y/o salidapara un aparato de soldadura y se obtiene una reducción considerable de tamaño del dispositivo deentrada y/o salida, de forma que puede proporcionarse un aparato de soldadura pequeño y compacto convarias posibilidades de ajuste con sólo una tecla.
55 Otras configuraciones ventajosas se describen en las reivindicaciones 2 a 8. Las ventajas que se desprenden de ellas pueden deducirse de la descripción.
La invención se describe a continuación detalladamente mediante ejemplos de realización.
Muestran:
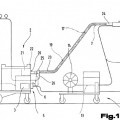
Fig. 1 una representación esquemática de una máquina de soldadura o de un aparato de soldadura;
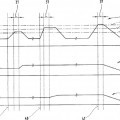
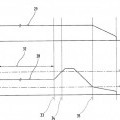
Fig. 2 un diagrama de desarrollo no según la invención de un proceso de soldadurade un aparato de soldadura en una representación simplificada esquemática;
Fig. 3 otro diagrama de desarrollo no según la invención de otro proceso posible desoldadura de un aparato de soldadura en una representación simplificada esquemática;
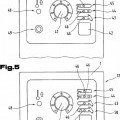
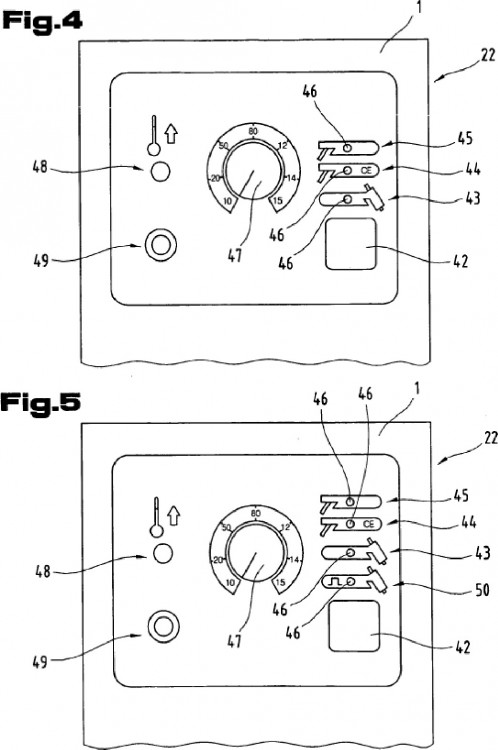
Fig. 4 una vista frontal de un aparato de soldadura con un dispositivo de entrada y/o salida en representación simplificada esquemática;
Fig. 5 una vista frontal de otro ejemplo de realización de un aparato de soldadura con
un dispositivo de entrada y/o salida en representación simplificada
esquemática.
Como introducción se ha fijado que en las diferentes formas de realización descritas las mismaspiezas se provén con las mismas referencias o mismas referencia de componente, pudiéndose transferirlas revelaciones contenidas en la descripción global respectivamente a las mismas piezas con las mismas referencias o mismas referencias de componentes. También las indicaciones de posición elegidas en ladescripción, como por ejemplo, arriba, abajo, lateralmente, etc. se refieren a la figura descrita así comorepresentada inmediatamente, y pueden transferirse en un cambio de posición respectivamente a lanueva posición. Además, también pueden representar características individuales o combinaciones decaracterísticas de los diferentes ejemplos de realización mostrados y descritos para soluciones independientes, inventivas o según la invención.
En la fig. 1 se muestra una instalación de soldadura o un aparato de soldadura 1 para losprocedimientos más diferentes de soldadura, como por ejemplo, soldadura MIG/MAG (soldadura por arcoen atmósfera inerte con electrodo fusible / soldadura por arco en atmósfera protectora de gas conelectrodo consumible) o soldadura TIG (soldadura por arco en atmósfera gaseosa con electrodo dewolframio) o procesos de soldadura con electrodos, etc.
El aparato de soldadura 1 comprende una fuente de corriente de soldadura 2 con una parte depotencia 3, un dispositivo de control 4 y un elemento de conmutación 5 asignado a la parte de potencia 3
o al dispositivo de control 4. El elemento de conmutación 5 o el dispositivo de control 4 está unido con unaválvula de control 6 que está dispuesta en un conducto de suministro 7 para un gas 8, en particular un gasinerte, como por ejemplo, CO2, helio o argón y similares entre un depósito de gas 9 y un soplete para soldar 10.
El aparato de soldadura 1 presenta además un dispositivo de entrada y/o salida 22 mediante elque pueden ajustarse o llamarse los parámetros más diferentes de soldadura, tipos de funcionamiento oprogramas de soldadura del aparato de soldadura 1. En este caso se transfieren los parámetros desoldadura, ajustados mediante el dispositivo de entrada y/o salida 22, tipos de funcionamiento o programas de soldadura al dispositivo de control 4 y desde éste se controlan a continuación a continuación componentes individuales de la instalación de soldadura o del aparato de soldadura 1.
Básicamente debe mencionarse que para los diferentes procedimientos de soldadura o aparatosde... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento para la regulación de un aparato de soldadura (1), en particular de un aparato desoldadura WIG, en el que mediante un dispositivo de entrada y/o salida (22) se regulan diferentesparámetros de soldadura y/o tipos de funcionamiento para un proceso de soldadura y el dispositivo de5 entrada y/o salida (22) se constituye por al menos una tecla (42) para los tipos de funcionamiento, como por ejemplo, modo WIG (43), modo CEL (44), modo electrodos (45) o modo de impulso WIG (50), y un codificador rotatorio (47) para los valores nominales, así como uno o varios elementos de señalización(46), como por ejemplo, un diodo luminoso, transmitiéndose los ajustes del dispositivo de entrada y/o salida (22) a un dispositivo de control (4) para la realización del correspondiente proceso de soldadura, 10 caracterizado porque en caso de accionamiento de la tecla (42) del dispositivo de entrada y/o salida (22) con una duración definida más larga se cambia la superficie de manejo, por lo que se llama un menú defondo y por ello se ejecuta un cambio del dispositivo de entrada y/o salida (22) de al menos otroparámetro característico de soldadura para el tipo ajustado de funcionamiento, no realizándose laregulación del valor correspondiente para el otro parámetro de soldadura mediante el codificador rotatorio(47), sino que se elige un valor correspondiente depositado según el número de elementos de señalización (46) que brillan o no brillan con la tecla (42) por el accionamiento de corta duración omantenimiento presionado posterior.
2. Procedimiento según la reivindicación 1, caracterizado porque cuando el dispositivo de entrada y/o salida (22) está conmutado, según el tipo elegido de funcionamiento del aparato de soldadura, en elmenú de fondo se deposita para cada elemento de señalización (46) un valor predefinido para los otros parámetros característicos de soldadura.
3. Procedimiento según la reivindicación 1 ó 2, caracterizado porque un valor, pongamos elparámetro de soldadura, se ajusta en el tipo de funcionamiento del modo de electrodos (45) para ladinámica, en el tipo de funcionamiento del modo CEL (44) para la inclinación de la curva característicadescendente y en el tipo de funcionamiento del modo WIG (43) para los valores umbral o en el tipo de funcionamiento del modo de impulsos WIG (50) para la frecuencia de impulsos.
4. Procedimiento según una o varias de las reivindicaciones 1 a 3, caracterizado porque la señalización del valor correspondiente o del valor para el parámetro correspondiente de soldadura se representa o determina por el elemento de señalización (46).
6. Procedimiento según una o varias de las reivindicaciones 1 a 5, caracterizado porque el control de los elementos de señalización (46) se realiza en forma de un código binario. 30 5. Procedimiento según una o varias de las reivindicaciones 1 a 4, caracterizado porque según el número de elementos de señalización (46) que brillan o no brillan se elige un valor depositado correspondientemente para los tipos de funcionamiento del aparato de soldadura.
35 7. Procedimiento según una o varias de las reivindicaciones 1 a 6, caracterizado porque a cada elemento de señalización se le asigna un parámetro determinado de soldadura, realizándose el ajuste delvalor para los distintos parámetros de soldadura mediante el codificador rotatorio (47), es decir, el elemento elegido de señalización.
Patentes similares o relacionadas:
Cartucho consumible reemplazable para un sistema de corte por arco de plasma, del 22 de Julio de 2020, de HYPERTHERM, INC: Cartucho reemplazable para un soplete de arco de plasma, comprendiendo el cartucho reemplazable: un cuerpo de cartucho reemplazable y estando […]
Sistema y método para proporcionar retroalimentación de la distancia de la punta de contacto a la pieza de trabajo (CTWD) para una realidad aumentada basado en una corriente de salida de soldadura y/o una velocidad de alimentación de alambre en tiempo real, del 3 de Junio de 2020, de LINCOLN GLOBAL, INC.: Método para alertar a un soldador durante un proceso de soldadura realizado mediante un sistema de soldadura si una distancia real de la punta de contacto […]
Unidad de soldadura y/o corte con sensor para detectar/medir la corriente de soldadura y/o corte, del 13 de Mayo de 2020, de Trafimet Group S.p.A: Unidad de soldadura y/o corte que comprende: - un generador , - una antorcha de soldadura y/o corte , - un elemento de conexión […]
Importar y analizar datos externos usando un sistema de soldadura de realidad virtual, del 12 de Febrero de 2020, de LINCOLN GLOBAL, INC.: Método que comprende: importar desde una máquina de soldadura en el mundo real al interior de un sistema de soldadura de realidad […]
Sistema de control para sistemas de soldadura, del 25 de Diciembre de 2019, de Trafimet Group S.p.A: Sistema de soldadura y/o corte que comprende un generador , una unidad de soldadura y/o corte , un elemento de conexión adaptado para conectar dicha […]
Sistema y método de monitorización y caracterización de operaciones de soldeo manuales, del 20 de Noviembre de 2019, de LINCOLN GLOBAL, INC.: Método de monitorización y caracterización de soldeo manual, que comprende; (a) proporcionar un sistema de soldeo, en el que el sistema de soldeo incluye […]
Sistema de aprendizaje de soldeo, del 20 de Noviembre de 2019, de LINCOLN GLOBAL, INC.: Sistema para enseñar a soldadores, que comprende: (a) un componente de generación de datos, en el que el componente de generación de datos incluye […]
Dispositivo que tiene enfriamiento de dispositivo supervisado, del 18 de Septiembre de 2019, de FRONIUS INTERNATIONAL GMBH: Dispositivo para provisión de energía eléctrica, donde el dispositivo comprende: sensores de temperatura integrados (3-1, […]