DISPOSITIVO Y PROCEDIMIENTO PARA LA PRODUCCIÓN DE PACAS PRENSADAS.
Dispositivo (1) para la producción de pacas prensadas (5) de forma paralelepipédica con unas longitudes de arista de anchura A,
altura B y profundidad C, a base de trozos de material comprimible apto para ser prensado (50) presentando el dispositivo (1) un cuerpo de la prensa (10) con por lo menos una cámara de prensado (15) y con un escudo de prensado (17) que se puede desplazar en su interior en el sentido de prensado (71) y hacia atrás mediante un accionamiento mecánico (18, 18'), estando situada a continuación de la cámara de prensado (15) una cámara de acumulación (20), estando separada la cámara de prensado (15) de la cámara de acumulación (20) por una pared de separación (12) que se puede desplazar entre una posición cerrada y una posición abierta, la cual vista en el sentido de prensado (17) forma por lo menos una última parte de una pared de la cámara de prensado (15) y que en su posición abierta deja libre un hueco (12'), caracterizado porque la cámara de prensado (15) presenta un área de sección de A x C/n, vista en dirección perpendicular a la de prensado (71), siendo n mayor o igual a 2, porque el hueco que queda libre por la pared de separación desplazable (12) en su posición abierta tiene unas dimensiones mínimas de A x B, porque el dispositivo (1) comprende una instalación transportadora de pacas prensadas parciales (40) con un accionamiento mecánico (49), presentando la instalación de transporte de pacas prensadas parciales (40) un sentido de transporte (74) que transcurre paralelo a la dimensión C/n de la cámara de prensado (15), desde la cámara de prensado (15) a través del hueco (12) a la cámara de acumulación (20), y porque al lado o a continuación de la cámara de acumulación (20) se encuentra un dispositivo de atado mediante el cual se puede aplicar de forma automática o semiautomática un atado o zunchado (60) o una envuelta que transcurra paralela a la altura B y la profundidad C de la paca prensada (5) a respectivamente n pacas prensadas parciales (5.1 - 5.n) con unas longitudes de arista de anchura A, altura B y profundidad C/n, que reúna y mantenga unidas estas para formar la paca prensada (5) con unas longitudes de arista de anchura A, altura B y profundidad C
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2008/002082.
Solicitante: SIB STRAUTMANN INGENIEURBÜRO GMBH.
Nacionalidad solicitante: Alemania.
Dirección: AUF DEM HAARKAMP 22 49219 GLANDORF ALEMANIA.
Inventor/es: STRAUTMANN,Wolfgang.
Fecha de Publicación: .
Fecha Solicitud PCT: 14 de Marzo de 2008.
Clasificación Internacional de Patentes:
B30B9/30C3
B30B9/30C4
B30B9/30K
B30B9/30L
B65B13/20TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B65TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65B MAQUINAS, APARATOS, DISPOSITIVOS O PROCEDIMIENTOS DE EMBALAJE DE OBJETOS O MATERIALES; DESEMBALAJE (dispositivos para la colocación en paquetes y el prensado de puros A24C 1/44; dispositivos para tensar y fijar ataduras adaptadas para ser soportadas por el objeto u objetos a fijar B25B 25/00; colocación de cierres en botellas, tarros o recipientes análogos B67B 1/00 - B67B 6/00; limpieza, llenado y cierre simultáneo de botellas B67C 7/00; vaciado de botellas, jarras, latas, cubas, barriles o contenedores similares B67C 9/00). › B65B 13/00 Atado de objetos en paquetes. › Dispositivos para comprimir o compactar los paquetes antes de la atadura.
B65B27/12B65B […] › B65B 27/00 Atado en paquetes de objetos especiales que presentan problemas particulares, con ayuda de fleje, alambre o bandas o cintas estrechas; Embalado o enfardado de materiales fibrosos, p. ej. turba, no previstos en otro lugar. › Embalado o enfardado de productos fibrosos comprimibles, p. ej. turba.
B65B63/02B65B […] › B65B 63/00 Dispositivos accesorios diversos que operan sobre objetos o materiales de embalar, no previstos en otro lugar. › para comprimir o compactar los objetos o productos a embalar antes de embalarlos o de introducirlos en los receptáculos o recipientes.
Clasificación PCT:
B30B9/30B […] › B30PRENSAS. › B30B PRENSAS EN GENERAL; PRENSAS NO PREVISTAS EN OTRO LUGAR (producción de las ultrapresiones o de ultrapresiones con temperaturas elevadas para obtener modificaciones en una sustancia, p. ej. para fabricar diamantes artificiales, B01J 3/00). › B30B 9/00 Prensas especialmente adaptadas a usos especiales. › para empacar; Cajas de compresión a este efecto (empacado del heno, de la paja o de productos similares A01F).
B65B27/12B65B 27/00 […] › Embalado o enfardado de productos fibrosos comprimibles, p. ej. turba.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia.
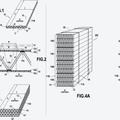
Dispositivo y procedimiento para la producción de pacas prensadas La presente invención se refiere a un dispositivo para la producción de pacas prensadas de forma paralelepipédica con unas longitudes de arista de anchura A, altura B y profundidad C, de trozos de material apto para ser prensado, presentando el dispositivo un cuerpo de prensa con por lo menos una cámara de prensado y con un escudo de prensado que se desplaza en su interior en el sentido de prensado y retroceso por medio de un accionamiento mecánico, estando dispuesto a continuación de una cámara de prensado un recinto de acumulación, estando separada la cámara de prensado del recinto de acumulación por una pared separadora que se puede desplazar entre una posición cerrada y una posición abierta, que forma por lo menos una última parte de una pared de la cámara de prensado, vista en el sentido de prensado, y que en su posición abierta deja libre un hueco. La invención se refiere además a un procedimiento para el funcionamiento del dispositivo. Las prensas de empacar para las diversas aplicaciones están equipadas con un escudo de prensado que, o bien se puede desplazar en dirección vertical o con un escudo de prensado que se puede desplazar en dirección horizontal, y son conocidas desde hace años en el mercado. Las pacas prensadas producidas tienen generalmente una forma paralelepipédica o cúbica, dependiendo las dimensiones de las longitudes de arista de las pacas prensadas especialmente del medio de transporte mediante el cual se vayan a transportar las pacas prensadas después de su producción. Si el transporte ha de realizarse sobre europallets, entonces la anchura y profundidad de las pacas están convenientemente adaptadas a la superficie en planta del pallet y tienen entonces unas medidas de aproximadamente 800 mm x 1.200 mm. Para que a paca tenga seguridad contra el vuelco, su altura máxima es de unos 1.200 mm. Si está previsto el transporte en contenedores, una medida de las pacas usual en el mercado es de aproximadamente 1.100 mm x 1.100 mm x 1100 mm, es decir una forma cúbica. La cámara de prensado de las prensas para la producción de esta clase de pacas prensadas está realizada con unas dimensiones correspondientes a las dimensiones de las pacas prensadas que se vayan a producir, y el área de la sección de la cámara de prensado tiene entonces las medidas que se corresponden con la anchura y profundidad de las pacas prensadas. En las prensas con escudo de prensado que se puede desplazar en dirección vertical, el accionamiento del escudo de prensado tiene lugar por medio de uno o varios cilindros hidráulicos. La carga de las prensas de empacar verticales de una sola cámara tiene lugar a través de una puerta que cierra la cámara de carga o la totalidad de la cámara de prensado, y que para efectuar la carga se abre parcialmente. Los trozos de material apto para ser prensado se introducen en la cámara de prensado a través del hueco de la puerta, por debajo del escudo de prensado que entonces se encuentra en su posición más elevada, y eventualmente se coloca sobre material ya prensado. Si la zona de carga de la cámara de prensado está tan llena que ya no cabe material nuevo apto para ser prensado, se cierra la puerta y el escudo de prensado desplazable se mueve en sentido hacia un fondo de la cámara de prensado que limita la cámara de prensado por abajo. Para poder obtener unos pesos de paca lo más altos posibles se emplean hoy cilindros hidráulicos de grandes dimensiones que a la presión correspondiente ejercen una fuerza de prensado elevada sobre el material apto para ser prensado para formar una paca prensada. En las prensas de empacar con escudo de prensado desplazable en dirección vertical, la conducción del escudo de prensado en la cámara de prensado representa un problema que no se debe despreciar. Se han realizado diversas guías del escudo de prensado en la cámara de prensado, que todas ellas son incapaces de impedir en la práctica que se produzcan daños en el escudo de prensado o en los elementos hidráulicos de accionamiento (cilindro hidráulico) en la práctica, especialmente en el caso de que haya una carga desigual en la cámara de prensado. Otro problema de las prensas de empacar con escudo de prensado desplazable en dirección vertical consiste en que solamente se consigue la deseada alta compactación del material apto para ser prensado, es decir una elevada densidad de la paca, con la correspondiente gran presión por unidad de superficie lo que a su vez solo se puede conseguir con una presión máxima del sistema hidráulico mediante cilindros hidráulicos de grandes dimensiones. Estos cilindros hidráulicos tienen un volumen elevado que ha de ser transportado o bombeado en un tempo breve mediante las bombas hidráulicas. Con el fin de poder realizar esto en un tiempo de ciclo breve requerido por los usuarios de la prensa (tiempo que requiere el ciclo de prensado desde el comienzo hasta su final, es decir hasta que la prensa se pueda volver a cargar de nuevo), requieren unos accionamientos eléctricos de grandes dimensiones para las bombas hidráulicas, que a su vez requieren la correspondiente infraestructura eléctrica. Esta infraestructura a menudo no existe en los lugares de emplazamiento de las prensas, o solamente se puede realizar costosamente a posteriori. 2 En las prensas de empacar con escudo de prensado desplazable en dirección horizontal, la carga del recinto de prensado también tiene lugar a través de una puerta de la cámara de prensado que se puede cerrar. En este caso la cámara de prensado se carga cuando el escudo de prensado se encuentra en su posición extrema posterior. Una vez que la cámara de prensado ha sido cargada con suficiente material apto para ser prensado, de modo que ya no resulte posible introducir más material apto para ser prensado, se cierra entonces la puerta de la cámara de prensado y el escudo de prensado desplazable en dirección horizontal avanza y comprime el material apto para ser prensado que se encuentra delante del escudo de prensado para formar una paca prensada. También en las prensas con escudo de prensado desplazable en dirección horizontal se producen a menudo perturbaciones y averías en la conducción del escudo de prensado. Pueden llegar a producirse daños en la conducción del escudo de prensado o incluso puede llegar a deformarse el vástago del émbolo del cilindro hidráulico que acciona el escudo de prensado, especialmente si la carga es desigual o si la carga se efectúa con trozos de material apto para ser prensado con distinto grado de compresibilidad. También en las prensas de empacar horizontales hay que ejercer sobre la superficie de la paca una elevada presión por unidad de superficie para lograr el elevado grado de compactación deseado. Esto a su vez requiere cilindros hidráulicos de grandes dimensiones. Por lo tanto se producen también en estas prensas unos requisitos comparables en cuanto al diseño de los accionamientos eléctricos para las bombas hidráulicas. El documento US-A-3 693 541 muestra un dispositivo de prensado que presenta las características del preámbulo de las reivindicaciones 1 y 36. Este documento cita como objetivo la creación de un dispositivo que pueda producir pacas a partir de productos residuales, con una densidad de 500 870 kg/m 3 . La solución del objetivo planteado se trata de conseguir porque la compactación tiene lugar en varias etapas. Este documento señala además que una característica importante de la invención consiste en cada una de las pacas prensadas parciales formada en la cámara de prensado presenta una altura relativamente reducida. De este modo se pretende evitar el problema de que en el interior de la paca prensada haya diferencias de densidad en función de la altura, la cual se produce si se trata de compactar en una sola carretera de prensado una cantidad superior de material apto para ser prensado que se encuentre en una cámara de prensado. En este estado conocido de la técnica es por lo tanto esencial que en la cámara de prensado se produzcan n pacas prensadas parciales de baja altura, es decir con unas medidas de anchura A, altura B/n y profundidad C. Estas n pacas prensadas parciales se apilan entonces unas sobre otras fuera de la cámara de prensado y se atan juntas para formar la paca prensada de dimensiones anchura A, altura B y profundidad C. En este caso también es esencial que este dispositivo de prensado tenga un área de sección de la cámara de prensado de A x C, es decir una superficie correspondiente a la totalidad del área de sección de las pacas prensadas producidas. Además, en el dispositivo conocido destinado al paso de una paca prensada parcial fuera de la cámara de prensado al recinto colector presente las dimensiones de anchura A y altura B/n. En el documento US-A-3 693 541 se propone por lo tanto un dispositivo... [Seguir leyendo]
Reivindicaciones:
1. Dispositivo (1) para la producción de pacas prensadas (5) de forma paralelepipédica con unas longitudes de arista de anchura A, altura B y profundidad C, a base de trozos de material comprimible apto para ser prensado (50) presentando el dispositivo (1) un cuerpo de la prensa (10) con por lo menos una cámara de prensado (15) y con un escudo de prensado (17) que se puede desplazar en su interior en el sentido de prensado (71) y hacia atrás mediante un accionamiento mecánico (18, 18), estando situada a continuación de la cámara de prensado (15) una cámara de acumulación (20), estando separada la cámara de prensado (15) de la cámara de acumulación (20) por una pared de separación (12) que se puede desplazar entre una posición cerrada y una posición abierta, la cual vista en el sentido de prensado (17) forma por lo menos una última parte de una pared de la cámara de prensado (15) y que en su posición abierta deja libre un hueco (12), caracterizado porque la cámara de prensado (15) presenta un área de sección de A x C/n, vista en dirección perpendicular a la de prensado (71), siendo n mayor o igual a 2, porque el hueco que queda libre por la pared de separación desplazable (12) en su posición abierta tiene unas dimensiones mínimas de A x B, porque el dispositivo (1) comprende una instalación transportadora de pacas prensadas parciales (40) con un accionamiento mecánico (49), presentando la instalación de transporte de pacas prensadas parciales (40) un sentido de transporte (74) que transcurre paralelo a la dimensión C/n de la cámara de prensado (15), desde la cámara de prensado (15) a través del hueco (12) a la cámara de acumulación (20), y porque al lado o a continuación de la cámara de acumulación (20) se encuentra un dispositivo de atado mediante el cual se puede aplicar de forma automática o semiautomática un atado o zunchado (60) o una envuelta que transcurra paralela a la altura B y la profundidad C de la paca prensada (5) a respectivamente n pacas prensadas parciales (5.1 5.n) con unas longitudes de arista de anchura A, altura B y profundidad C/n, que reúna y mantenga unidas estas para formar la paca prensada (5) con unas longitudes de arista de anchura A, altura B y profundidad C. 2. Dispositivo según la reivindicación 1, caracterizado porque la cámara de acumulación (20) está dotada de unos elementos limitadores (21, 22). 3. Dispositivo según la reivindicación 2, caracterizado porque los elementos limitadores (21, 22) solamente están previstos en una disposición que actúa paralela a la dirección de prensado (71). 4. Dispositivo según la reivindicación 2 ó 3, caracterizado porque por lo menos uno de los elementos limitadores (21, 22) es ajustable. 5. Dispositivo según la reivindicación 6, caracterizado porque para el ajuste del elemento limitador (21, 22) está previsto un accionamiento mecánico (29). 6. Dispositivo según una de las reivindicaciones 1 a 5, caracterizado porque la pared de separación (12) situada entre la cámara de prensado (15) y la cámara de acumulación (20) se puede ajustar en toda su longitud. 7. Dispositivo según la reivindicación 6, caracterizado porque la pared de separación (12) se puede ajustar en dirección paralela a la dirección de prensado (71). 8. Dispositivo según una de las reivindicaciones 1 a 7, caracterizado porque la pared de separación (12) entre la cámara de prensado (15) y la cámara de acumulación (20) constituye una pared posterior (12) de la cámara de prensado (15). 9. Dispositivo según una de las reivindicaciones 1 a 8, caracterizado porque la cámara de acumulación (20) presenta un tope de movimiento para una primera paca prensada parcial (5.1) que se encuentra en la cámara de acumulación (20). 10. Dispositivo según la reivindicación 9, caracterizado porque el tope de movimiento es ajustable o retirable. 11. Dispositivo según una de las reivindicaciones 1 a 10, caracterizado porque el escudo de prensado (17) y su accionamiento mecánico (18, 18) están realizados para efectuar una carrera completa, es decir para una carrera que alcance hasta inmediatamente antes del fondo (14) de la cámara de prensado (15). 12. Dispositivo de prensado según una de las reivindicaciones 1 a 11, caracterizado porque en una parte superior del cuerpo de la prensa (10) está situada una trampilla de carga (31) que forma una parte de una de las paredes (11 - 13) de la cámara de prensado (15), la cual se puede abatir alrededor del eje horizontal (32) y que en un aposición 17 abierta deja libre un hueco de carga (30) de la cámara de prensado (15), y que en una posición cerrada cierra el hueco de carga (30). 13. Dispositivo según la reivindicación 12, caracterizado porque el eje (32) de la trampilla de carga (31) transcurre por la parte inferior de esta, porque la trampilla de carga (31) queda situada en su posición abierta en un plano horizontal y porque una cara plana orientada hacia arriba de la trampilla de carga abierta (31) forma una superficie de colocación (33) para los trozos de material apto para ser prensado (50). 14. Dispositivo según la reivindicación 12 o 13, caracterizado porque la trampilla de carga (31) se puede abatir por medio de un accionamiento mecánico (39). 15. Dispositivo según una de las reivindicaciones 12 a 14, caracterizado porque la trampilla de carga (31) está situada en un lado del cuerpo de la prensa (10) opuesto a la cámara de acumulación (20). 16. Dispositivo según una de las reivindicaciones 12 a 15, caracterizado porque a los lados de la trampilla de carga (31) están previstas unas paredes conductoras (34) que se pueden abatir con aquella o que lateralmente junto a la trampilla de carga (31) están previstas unas paredes conductoras fijas (34) en el cuerpo de la prensa (10), limitando las paredes conductoras (34) lateralmente la superficie de recepción (33). 17. Dispositivo según la reivindicación 16, caracterizado porque por encima de la trampilla de carga (31) está dispuesta en el cuerpo de una prensa (10) una pared conductora superior (35) cuya distancia vertical a la trampilla de carga (31) se puede ajustar entre una posición abierta que permite colocar los trozos de material apto para ser prensado (50) sobre la superficie de recepción (33) de la trampilla de carga abierta (31), y una posición cerrada que cubre la superficie de recepción (33) de la trampilla de carga (31) abierta y que se abate a la posición cerrada. 18. Dispositivo según una de las reivindicaciones 1 a 17, caracterizado porque el/cada accionamiento mecánico (18, 18, 19, 29, 39, 49) están formados cada uno por lo menos por un cilindro hidráulico. 19. Dispositivo según la reivindicación 18, caracterizado porque el por lo menos un cilindro hidráulico que constituye el accionamiento mecánico (18, 18) para el desplazamiento del escudo de prensado (17) está dispuesto, en el cuerpo de la prensa (10) encima de o lateralmente junto a la cámara de prensado (15). 20. Dispositivo según la reivindicación 18, caracterizado porque el accionamiento mecánico (18, 18) para el desplazamiento del escudo de prensado (17) está formado por una pareja de cilindros hidráulicos maestro-esclavo. 21. Dispositivo según una de las reivindicaciones 1 a 20, caracterizado porque el sentido de prensado (71) transcurre en dirección vertical de arriba hacia abajo o en dirección horizontal y porque en cada caso la dirección de transporte (74) transcurre perpendicular a aquella en dirección horizontal y en la dirección de las aristas de las pacas prensadas parciales (5.1 5.n) de una longitud de aristas C/n. 22. Dispositivo según una de las reivindicaciones 1 a 21, caracterizado porque la cámara de prensado (15) presenta una dirección longitudinal de trazado vertical y el sentido de prensado (71) transcurre paralelo a la dirección longitudinal, en vertical de arriba hacia abajo, y porque la cámara de acumulación (20) está situada a una altura adecuada respecto a una zona inferior de la cámara de prensado (15). 23. Dispositivo según una de las reivindicaciones 1 a 21, caracterizado porque la cámara de prensado (15) presenta una dirección longitudinal que transcurre en vertical y el sentido de prensado (71) transcurre paralelo a la dirección longitudinal, verticalmente de abajo hacia arriba y porque la cámara de acumulación (20) está dispuesta a una altura adecuada respecto a una zona superior de la cámara de prensado (15), 24. Dispositivo según una de las reivindicaciones 1 a 21, caracterizado porque la cámara de prensado (15) presenta una dirección longitudinal que transcurre inclinada respecto a la dirección vertical y la dirección de prensado (71) transcurre paralela a la dirección longitudinal, oblicuamente desde abajo hacia arriba y porque la cámara de acumulación (20) está situada a la altura adecuada respecto a una zona superior de la cámara de prensado (15), con un transcurso inclinado hacia abajo. 25. Dispositivo según la reivindicación 14, caracterizado porque entre la dirección vertical y la dirección de prensado (71) de la cámara de prensado (15) que transcurre oblicua respecto a aquella, hay un ángulo máximo de 45º. 18 26. Dispositivo según la reivindicación 24, caracterizado porque la cámara de acumulación (20) tiene un eje longitudinal que transcurre en la dirección de transporte (74) y que es perpendicular a la dirección de prensado (71) de la cámara de prensado (15). 27. Dispositivo según la reivindicación 26, caracterizado porque a continuación de la cámara de acumulación (20) está situado un tramo de transporte por gravedad (8) para las pacas prensadas (5). 28. Dispositivo según la reivindicación 27, caracterizado porque el tramo de transporte por gravedad (8) está formado por una pista de deslizamiento o camino de rodillos de trazado inclinado. 29. Dispositivo según una de las reivindicaciones 28, caracterizado porque presenta una instalación de alimentación (3) que comprende por lo menos un cilindro rotativo (30) con accionamiento de giro y dotado de púas transportadoras (31), que está dispuesta antes de o en un hueco de carga (30) del dispositivo (1). 30. Dispositivo según la reivindicación 29, caracterizado porque la instalación de alimentación (3) presenta una cámara de carga (32) dispuesta delante del cilindro rotativo (30). 31. Dispositivo según la reivindicación 30, caracterizado porque la cámara de carga (32) está formada por un cajón abierto por la parte superior y que por su lado orientado hacia el hueco de carga (30) del dispositivo (1) presenta un hueco orientado hacia el cilindro rotativo (30). 32. Dispositivo según la reivindicación 30 o 31, caracterizado porque en la cámara de carga (32) está situada una instalación transportadora de trozos de material apto para ser prensado (33). 33. Dispositivo según la reivindicación 32, caracterizado porque la instalación de transporte (33) consiste en un escudo basculante o un escudo deslizante . 34. Dispositivo según la reivindicación 32, caracterizado porque la instalación de transporte (33) consiste en una cinta transportadora. 35. Dispositivo según la reivindicación 34, caracterizado porque un extremo de la cinta transportadora que constituye la instalación de transporte (33) orientado hacia la instalación de alimentación (3) se puede regular en altura con relación a la instalación de alimentación (3) y se puede inmovilizar a la altura deseada. 36. Procedimiento para el funcionamiento de un dispositivo (31) para la producción de pacas prensadas (5) de forma paralelepipédica con unas longitudes de arista de anchura A, altura B y profundidad C a base de trozos de material comprimible que se pueda prensar (50), presentando el dispositivo (1) un cuerpo de prensa (10) con por lo menos una cámara de prensado (15) y con un escudo de prensado (17) que se puede desplazar en su interior mediante un accionamiento mecánico (18, 18) en el sentido de prensado (71) y hacia atrás, estando situada a continuación de la cámara de prensado (15) una cámara de acumulación (20), estando separada la cámara de prensado (15) de la cámara de acumulación (20) por una pared separadora (12) ajustable entre una posición cerrada y una posición abierta, que forma por lo menos una última parte de la cámara de prensado (15), vista en el sentido de prensado (71) y que en su posición abierta deja libe un hueco (12), caracterizado porque en la cámara de prensado (15), que en dirección perpendicular a la dirección de prensado (71) presenta un área de sección de A x C/n, siendo n mayor o igual a 2, se producen unas n pacas prensadas parciales (5.1 5.n) en n primeras fases de prensado, cada una con una forma plana paralelepipédica con unas longitudes de arista a, b y C/n, porque cada una de las pacas prensadas parciales (5.1 5.n) formadas en la cámara de prensado (15) se conduce después de su producción a través del hueco (12) que tiene como mínimo las dimensiones A x B, a la cámara de acumulación (20) en una dirección de transporte (74) que transcurre paralela a la dimensión C/n de la cámara de prensado (15), hasta que en la cámara de acumulación (20) queden adosadas entre sí n pacas prensadas parciales (5.1 - 5.n) por sus caras planas (51) con unas longitudes de arista A y B, y porque en la cámara de acumulación (20) se unen entre sí respectivamente las n pacas prensadas parciales (5.1 5.n) mediante la colocación de por lo menos un medio de unión (60) para formar la paca prensada (5) de forma paralelepipédica con las longitudes de arista A, B y C, conduciéndose el medio de unión (60) en dirección paralela a las aristas con las longitudes B y C. 37. Procedimiento según la reivindicación 36, en el que el dispositivo presenta la característica de la reivindicación 2, caracterizado porque mediante las elementos limitadores (21, 22) en la cámara de acumulación (20) se ejerce una fuerza de precarga sobre las pacas prensadas parciales (5.1 5.n) que se encuentran en su interior y que impiden que las pacas prensadas parciales (5.1 5.n) se vuelvan a expansionar. 19 38. Procedimiento según la reivindicación 36 o 37, en el que el dispositivo presenta las características de las reivindicaciones 9 y 10, caracterizado porque mediante la instalación de transporte (40) y su salida en el sentido de transporte (74) o mediante una forma en cuña del lado de la pared de separación (12) orientada hacia la cámara de acumulación (20) y por su desplazamiento en el sentido de cierre se ejerce sobre una última paca prensada parcial n (5.n) que se encuentra en la cámara de acumulación (20) una fuerza que comprime entre sí por sus caras planas (51) las n pacas prensadas parciales (5.1 - 5.n). 39. Procedimiento según una de las reivindicaciones 36 a 38, en el que el dispositivo presenta la característica de la reivindicación 10, caracterizado porque la paca prensada terminada (5) se saca o expulsa o empuja fuera de o se bascula fuera de la cámara de acumulación (20), en una dirección transversal a la dirección de transporte (74) de la instalación transportadora (40). 40. Procedimiento según una de las reivindicaciones 36 a 39, en el que el dispositivo presenta la característica de la reivindicación 11, caracterizado porque la paca prensada terminada (5) se retira o empuja fuera de o se expulsa o se bascula fuera de la cámara de acumulación (20) en una dirección orientada en la dirección de transporte (74) de la instalación transportadora (40). 21 22 23 24 26 27 28 29 31
Patentes similares o relacionadas:
Prensa para embalado y método de prensado y atado de embalados en una prensa para embalado, del 2 de Octubre de 2019, de Bollegraaf Patents and Brands B.V: Una prensa para embalado que comprende:
un canal de prensado de embalados;
un pistón movible recíprocamente en el canal de prensado de embalados para material […]
Dispositivo acoplable a una prensa atadora de fardos de ciclo continuo para la producción de fardos atados, flejados o ensacados, sistema que comprende dicho dispositivo acoplable, y método para convertir una prensa atadora de fardos de ciclo continuo en un sistema para la producción de fardos atados, flejados o ensacados, del 13 de Marzo de 2019, de IMABE IBERICA, S.A.: Un dispositivo acoplable a una prensa atadora de fardos de ciclo continuo con zona de salida para la producción de fardos atados, flejados o ensacados que […]
Películas de barrera y métodos para obtener y usar las mismas, del 6 de Diciembre de 2017, de Dow Global Technologies LLC: Una película o capa de una película de multicapa que comprende:
una mezcla de un primer componente y un segundo componente, comprendiendo el primer componente un copolímero […]
Procedimiento de enfardeladura sin flejes y enfardeladora, del 19 de Octubre de 2016, de Signode International IP Holdings LLC: Un procedimiento para embolsar una cantidad de material comprimible sin flejes o tiras, que comprende las etapas de:
comprimir la cantidad de material comprimible […]
Máquina de envasado con sistema de cinta de anchura variable, del 24 de Agosto de 2016, de Knauf Insulation, LLC: Una máquina de envasado que comprende
una base de máquina y
un sistema de cinta de anchura variable acoplado a la base de máquina para moverse en relación con la base […]
Paquete de producto aislante multicapa, procedimiento y equipo para fabricar un paquete de este tipo, del 3 de Marzo de 2016, de ORION FINANCEMENT, Sociedad por Acciones Simplificada (SAS): Paquete de producto aislante multicapa, procedimiento y equipo para fabricar un paquete de este tipo. El paquete de producto aislante multicapa […]
Procedimiento para fijar hojas de envoltura durante el embalaje de balas de celulosa y dispositivo de fijación, del 2 de Julio de 2014, de ANDRITZ AG: Procedimiento para fijar unas hojas de envoltura de papel o celulosa durante el embalaje de balas de celulosa, en el que se envuelve una bala de celulosa con […]
MÁQUINA ATADORA DE FARDOS DE ALTA PRECISIÓN Y PROCEDIMIENTO DE ATADO, del 22 de Mayo de 2014, de GARCIA NAVARRO, Rafael: Máquina atadora de fardos de alta precisión y procedimiento de atado que comprende un rodillo enrollador, que al girar tira de un primer extremo […]
Utilizamos cookies para mejorar nuestros servicios y mostrarle publicidad relevante. Si continua navegando, consideramos que acepta su uso. Puede obtener más información aquí. .
 Paquete de producto aislante multicapa, procedimiento y equipo para fabricar un paquete de este tipo, del 3 de Marzo de 2016, de ORION FINANCEMENT, Sociedad por Acciones Simplificada (SAS): Paquete de producto aislante multicapa, procedimiento y equipo para fabricar un paquete de este tipo. El paquete de producto aislante multicapa […]
Paquete de producto aislante multicapa, procedimiento y equipo para fabricar un paquete de este tipo, del 3 de Marzo de 2016, de ORION FINANCEMENT, Sociedad por Acciones Simplificada (SAS): Paquete de producto aislante multicapa, procedimiento y equipo para fabricar un paquete de este tipo. El paquete de producto aislante multicapa […]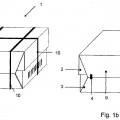 Procedimiento para fijar hojas de envoltura durante el embalaje de balas de celulosa y dispositivo de fijación, del 2 de Julio de 2014, de ANDRITZ AG: Procedimiento para fijar unas hojas de envoltura de papel o celulosa durante el embalaje de balas de celulosa, en el que se envuelve una bala de celulosa con […]
Procedimiento para fijar hojas de envoltura durante el embalaje de balas de celulosa y dispositivo de fijación, del 2 de Julio de 2014, de ANDRITZ AG: Procedimiento para fijar unas hojas de envoltura de papel o celulosa durante el embalaje de balas de celulosa, en el que se envuelve una bala de celulosa con […]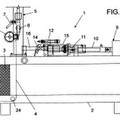 MÁQUINA ATADORA DE FARDOS DE ALTA PRECISIÓN Y PROCEDIMIENTO DE ATADO, del 22 de Mayo de 2014, de GARCIA NAVARRO, Rafael: Máquina atadora de fardos de alta precisión y procedimiento de atado que comprende un rodillo enrollador, que al girar tira de un primer extremo […]
MÁQUINA ATADORA DE FARDOS DE ALTA PRECISIÓN Y PROCEDIMIENTO DE ATADO, del 22 de Mayo de 2014, de GARCIA NAVARRO, Rafael: Máquina atadora de fardos de alta precisión y procedimiento de atado que comprende un rodillo enrollador, que al girar tira de un primer extremo […]