PROCEDIMIENTO PARA LA FABRICACIÓN DE UNA PIEZA DE HUSILLO DE DIRECCIÓN Y HUSILLO DE DIRECCIÓN CON UNA PIEZA DE HUSILLO DE DIRECCIÓN DE ESTE TIPO.
Procedimiento para la fabricación de una pieza de husillo de dirección,
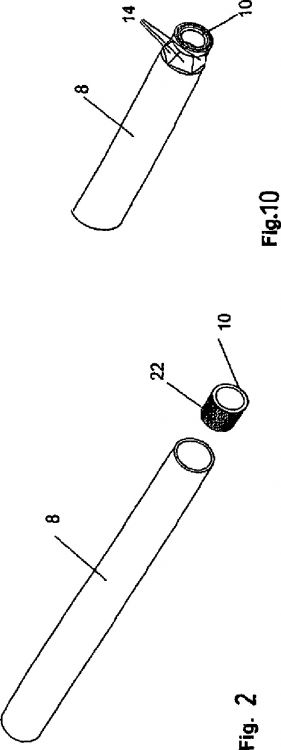
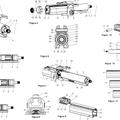
que conforma una sección de un husillo de dirección para un automóvil y está conformada en forma de un árbol hueco, y presenta al menos a continuación de uno de sus extremos una sección de conexión (12) que presenta al menos a lo largo de una parte de su longitud un grosor de la pared (D) aumentado respecto a una sección (21) de la pieza del husillo de dirección que se conecta a la sección de unión, en la que para la fabricación de la pieza de husillo de dirección se usa un tubo que en primer lugar tiene forma de cilindro hueco como producto de partida, que se conforma al menos por secciones, en el que para la fabricación de la pieza del husillo de dirección se usa un tubo que en primer lugar tiene forma de cilindro hueco como producto de partida, que se conforma al menos por secciones, en el que para la conformación de la sección de unión (12) en una sección terminal (9) del tubo (8) se introduce a presión un casquillo (10), y además se conforma la sección terminal (9) del tubo (8) y la carcasa (10) de modo conjunto, caracterizado porque se realiza un fluido el material del tubo (8) y del casquillo (10), y el casquillo (10) está provisto en el exterior antes de su introducción a presión en la sección terminal (9) del tubo (8) de un moleteado (22) o bien un dentado del contorno
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/AT2007/000083.
Solicitante: THYSSENKRUPP PRESTA AKTIENGESELLSCHAFT.
Nacionalidad solicitante: Liechtensein.
Dirección: ESSANESTRASSE 10 9492 ESCHEN LIECHTENSTEIN.
Inventor/es: ALLGAUER,RENE.
Fecha de Publicación: .
Fecha Solicitud PCT: 15 de Febrero de 2007.
Fecha Concesión Europea: 29 de Septiembre de 2010.
Clasificación Internacional de Patentes:
- B21D41/04B
- B21D53/88 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F). › B21D 53/00 Fabricación de otros objetos especiales (fabricación de cadenas o de partes de cadenas B21L). › de otras partes de vehículos, p. ej. capós guardabarros.
- B62D1/16 B […] › B62 VEHICULOS TERRESTRES QUE SE DESPLAZAN DE OTRO MODO QUE POR RAILES. › B62D VEHICULOS DE MOTOR; REMOLQUES (dirección o guiado de máquinas o instrumentos agrícolas según un recorrido determinado A01B 69/00; ruedas, ruedecillas pivotantes, mejora de la adherencia de ruedas B60B; neumáticos para vehículos, inflado de neumáticos, cambio o reparación de neumáticos B60C; conexiones entre vehículos de un mismo tren o de un conjunto similar B60D; vehículos raíl-carretera, vehículos anfibios o transformables B60F; disposiciones de suspensión B60G; calefacción, refrigeración, ventilación u otros dispositivos de tratamiento del aire B60H; ventanas, parabrisas, techos descapotables, puertas o dispositivos similares, cubiertas de protección para vehículos fuera de servicio B60J; disposiciones de conjuntos de propulsión, accionamientos auxiliares, transmisiones, disposición de instrumentos o tableros de a bordo B60K; equipo eléctrico o propulsión de vehículos de tracción eléctrica B60L; alimentación de energía eléctrica para vehículos de tracción eléctrica B60M; disposiciones para pasajeros no previstas en otro lugar B60N; vehículos adaptados al transporte de cargas o para llevar cargas u objetos especiales B60P; adaptación de los dispositivos de señalización o de iluminación, su montaje o soporte, circuitos a este efecto, para vehículos en general B60Q; vehículos, equipos o partes de vehículos, no previstos en otro lugar B60R; servicio,limpieza, reparación, elevación o maniobra, no previstos en otro lugar B60S; frenos, sistemas de control de frenos o partes de estos sistemas B60T; vehículos de colchón de aire B60V; ciclos de motor, sus accesorios B62J, B62K; ensayo de vehículos G01M). › B62D 1/00 Mando de la dirección, es decir, medios para producir un cambio en la dirección del vehículo. › Columnas de dirección.
- F16D1/072 MECANICA; ILUMINACION; CALEFACCION; ARMAMENTO; VOLADURA. › F16 ELEMENTOS O CONJUNTOS DE TECNOLOGIA; MEDIDAS GENERALES PARA ASEGURAR EL BUEN FUNCIONAMIENTO DE LAS MAQUINAS O INSTALACIONES; AISLAMIENTO TERMICO EN GENERAL. › F16D ACOPLAMIENTOS PARA LA TRANSMISION DE MOVIMIENTOS DE ROTACION (transmisión para transmitir la rotación F16H, p. ej. transmisiones por fluidos F16H 39/00 - F16H 47/00 ); EMBRAGUES (embragues dinamo-eléctricos H02K 49/00; embragues que utilizan atracción electrostática H02N 13/00 ); FRENOS (sistemas de frenado electrodinámicos para vehículos, en general B60L 7/00; frenos dinamoeléctricos H02K 49/00). › F16D 1/00 Acoplamientos para establecer una unión rígida entre dos ejes coaxiales u otros elementos móviles de una máquina (montaje de las ruedas en los ejes de vehículos ferroviarios F16C 3/10). › deformación plástica (soldado plástico F16D 1/068).
Clasificación PCT:
- B21D41/04 B21D […] › B21D 41/00 Utilización de procedimientos que permitan modificar el diámetro de los extremos de los tubos (B21D 39/00 tiene prioridad). › Estrechamiento; Cierre.
- B21D53/88 B21D 53/00 […] › de otras partes de vehículos, p. ej. capós guardabarros.
- B62D1/185 B62D 1/00 […] › ajustable por desplazamiento axial, p.ej. telescópicamente (B62D 1/183, B62D 1/187, B62D 1/19 tiene prioridad).
- F16D1/072 F16D 1/00 […] › deformación plástica (soldado plástico F16D 1/068).
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Fragmento de la descripción:
Procedimiento para la fabricación de una pieza de husillo de dirección y husillo de dirección con una pieza de husillo de dirección de este tipo.
La invención se refiere a un procedimiento para la fabricación de una pieza de husillo de dirección, que conforma una sección de un husillo de dirección para un automóvil y está conformada en forma de un árbol hueco, y presenta al menos a continuación de uno de sus extremos una sección de conexión que presenta al menos a lo largo de una parte de su longitud un grosor de la pared aumentado respecto a una sección de la pieza del husillo de dirección que se conecta a la sección de unión, en la que para la fabricación de la pieza de husillo de dirección se usa un tubo que en primer lugar tiene forma de cilindro hueco como producto de partida, que se conforma al menos por secciones.
Los husillos de dirección de automóviles presentan habitualmente varias piezas del husillo de dirección, cada una de las cuales conforma una sección del husillo de dirección. En la sección del husillo de dirección más posterior referida a la dirección de marcha está fijado en su extremo trasero el volante. En la sección del husillo de dirección más delantera referida a la dirección de marcha está fijado en su extremo delantero habitualmente un piñón para el engranaje en el mecanismo de dirección. Además de las piezas del husillo de dirección, que están unidas entre ellas por medio de articulaciones cardán, existen piezas del husillo de dirección que se pueden desplazar entre ellas (telescópicas), que sirven para el ajuste de la longitud de la columna de dirección y/o para la absorción de desplazamientos longitudinales en caso de choque.
La unión del volante con la pieza posterior del husillo de dirección se realiza en una forma de realización conocida por medio de un atornillado. Para eso, la pieza del husillo de dirección conformada en forma de un árbol hueco posee en un extremo una sección de unión, que partiendo desde el extremo de la pieza del husillo de dirección presenta una sección fundamentalmente cilíndrica hueca, y a continuación a ésta una sección cónica que se extiende hacia el centro de la pieza del husillo de dirección. La sección cilíndrica hueca está provista de una rosca interior y un dentado exterior. El dentado exterior se engrana en un dentado interior de la parte central del volante y por medio de la rosca interior se realiza el atornillado del volante a la pieza del husillo de dirección. La pieza del husillo de dirección, en este caso, ha de presentar en la sección de unión, en particular en la sección terminal cilíndrica hueca, un grosor de pared suficientemente grande. Éste es mayor que el grosor de la pared requerido para la transmisión del momento de giro a lo largo de la longitud restante de la pieza del husillo de dirección. De modo convencional, debido a ello, para la conformación de la pieza del husillo de dirección se usan tubos que presentan en primer lugar un grosor de pared mayor de lo que es necesario -a parte de la sección de unión-. Se realiza entonces un mecanizado del tubo a lo largo de toda su extensión longitudinal, en particular por medio del golpeado a martillo o un procedimiento de conformación similar, por ejemplo un amasado. En la sección de unión se reduce con ello el diámetro del tubo. A lo largo del resto de la longitud del tubo se reduce el grosor de la pared del tubo. Además, en este caso también se pueden introducir a través de secciones del tubo estructuras, que sirven por ejemplo para la unión telescópica pero resistente al giro con otra parte del husillo de dirección. Se conoce la conformación de este tipo de contornos, en particular en forma de dentados espirales o de perfiles o de cruces en trébol. Por ejemplo, el documento DE 197 50 005 C1 muestra piezas de husillo de dirección con este tipo de contornos.
Como consecuencia de la conformación requerida del tubo a lo largo de toda su longitud, este proceso es muy trabajoso y muy difícil de controlar.
Ciertamente es posible hacer mayor el grosor de la pared de un tubo por medio del golpeo con martillo. Como consecuencia de los factores que imitan un ensanchamiento del grosor de este tipo, sin embargo, se ha de emplear como producto de partida un tubo que posee un grosor de pared mayor de lo que sería necesario para la transmisión requerida del momento de giro. Debido a ello se mecanizará la pieza del husillo de dirección en su conjunto de modo difícil, o el tubo se tendrá que mecanizar a su vez a lo largo de toda su longitud para reducir el grosor de la pared de modo correspondiente a excepción de la sección de unión.
El documento DE 10 2004 009 188 A1 muestra dos piezas del husillo de dirección unidas entre ellas, que presentan, vistos en la sección longitudinal, contornos complicados con diferentes regiones de grosor de sus grosores de pared, estando previstos en sus extremos alejados entre ellos secciones de unión para la unión con un volante o bien con un mecanismo de dirección. Este tipo de perfiles de grosor de pared se puede conformar por medio de mecanizados sin arranque de virutas de tubos a lo largo de todas sus longitudes.
Una fijación de un volante a un árbol de dirección por medio de un tornillo dispuesto transversalmente al eje del husillo de dirección, que actúa conjuntamente con un cono de sujeción y desplaza éste en una entalladura del centro del volante y lo tensa contra el árbol de dirección, se conoce del documento EP 1 138 575 B1. La pieza del husillo de dirección en la que se fija el volante en su lado del extremo está conformada aquí maciza, si bien también podría estar conformada como árbol hueco con un grosor de pared suficientemente grueso.
Otra fijación de un volante en el extremo de la pieza del husillo de dirección que se conecta al volante se conoce del documento US 4,819,961 A. La pieza del husillo de dirección conformada como árbol hueco posee en un lado del extremo una sección de unión en la que el tubo de la pieza del husillo de dirección se estrecha hacia su extremo en primer lugar de modo cónico, y a continuación presenta todavía una sección cilíndrica hueca con un dentado interior. En la sección de unión está dispuesta una pieza de apriete, cuyo contorno exterior se corresponde con el contorno interior del tubo, y que sobresale del tubo en la parte del extremo. Presenta primeros y segundos dentados exteriores que, por un lado, actúan conjuntamente con un dentado interior del tubo, y por otro lado con un dentado interior del centro del volante, y posee además una rosca interior en la que está atornillado un tornillo que actúa en el centro del volante para tensar las piezas entre ellas. Por medio del tensor macizo insertado en la sección de unión se puede conformar el grosor de la pared de la pieza del husillo de dirección constante a lo largo de su longitud. En una unión por apriete de este tipo existe el peligro de que las fuerzas de apriete aplicadas se reduzcan a medida que transcurre el tiempo, pudiéndose producir una holgura indeseada. Además, la pieza de apriete se puede introducir desde el lado alejado del volante a través de la pieza del husillo de dirección. La pieza del husillo de dirección, con ello, no ha de conformar regiones con sección transversal reducida, por ejemplo para conformar una unión telescópica que transmita el momento de giro con otra pieza del husillo de dirección. Además, la pieza de apriete puede resbalar al extraerse el volante en el interior de la pieza del husillo de dirección, donde posteriormente no se puede acceder a ella.
El documento DE 103 47 101 A1 da a conocer de modo general la unión de dos componentes en forma de tubo por medio de conformación de alta presión exterior. En la descripción se explica que con esta conformación el tubo exterior se deforma plásticamente y el tubo interior se deforma elásticamente.
El documento EP 0 024 986 A1 da a conocer un procedimiento de cómo las tuberías que llevan líquidos para aviones y similares se pueden reforzar en la región de la unión entre dos secciones de tubería, haciendo para ello que en el interior o en el exterior se coloque por desplazamiento en el tubo de la tubería un casquillo de refuerzo. El tubo para tuberías y el casquillo se ensanchan conjuntamente.
El documento FR 2 473 975 muestra una columna de dirección en la que para el refuerzo de una sección superior de la columna de dirección para el incremento del grosor de la pared está dispuesto un tubo interior en un tubo exterior. Para la fijación del tubo interior en el tubo exterior está previsto que el tubo exterior se ponga...
Reivindicaciones:
1. Procedimiento para la fabricación de una pieza de husillo de dirección, que conforma una sección de un husillo de dirección para un automóvil y está conformada en forma de un árbol hueco, y presenta al menos a continuación de uno de sus extremos una sección de conexión (12) que presenta al menos a lo largo de una parte de su longitud un grosor de la pared (D) aumentado respecto a una sección (21) de la pieza del husillo de dirección que se conecta a la sección de unión, en la que para la fabricación de la pieza de husillo de dirección se usa un tubo que en primer lugar tiene forma de cilindro hueco como producto de partida, que se conforma al menos por secciones, en el que para la fabricación de la pieza del husillo de dirección se usa un tubo que en primer lugar tiene forma de cilindro hueco como producto de partida, que se conforma al menos por secciones, en el que para la conformación de la sección de unión (12) en una sección terminal (9) del tubo (8) se introduce a presión un casquillo (10), y además se conforma la sección terminal (9) del tubo (8) y la carcasa (10) de modo conjunto, caracterizado porque se realiza un fluido el material del tubo (8) y del casquillo (10), y el casquillo (10) está provisto en el exterior antes de su introducción a presión en la sección terminal (9) del tubo (8) de un moleteado (22) o bien un dentado del contorno.
2. Procedimiento según la reivindicación 1, caracterizado porque el extremo del tubo (8) y un extremo del casquillo (10) están a nivel después de su introducción a presión en el tubo (8).
3. Procedimiento según la reivindicación 1 ó 2, caracterizado porque en la conformación común de la sección terminal (9) del tubo (8) y del casquillo (10) se reducen sus diámetros exterior e interior al menos a lo largo de una sección de su extensión longitudinal total.
4. Procedimiento según una de las reivindicaciones 1 a 3, caracterizado porque por medio de la conformación común de la sección terminal (9) del tubo (8) y del casquillo (10) se conforma un arrastre de forma entre el tubo (8) y el casquillo (10) que actúa contra una extracción del casquillo (10) del extremo del tubo (8) en el que está dispuesto el casquillo (10).
5. Procedimiento según una de las reivindicaciones 1 a 4, caracterizado porque después de la conformación común de la sección terminal (9) del tubo (8) y del casquillo (10) la pared interior (16) del casquillo (10) está conformado al menos en una sección que conecta con el extremo de la parte de la columna de dirección en forma de superficie exterior de cilindro.
6. Procedimiento según la reivindicación 5, caracterizado porque después de la conformación común de la sección terminal (9) del tubo (8) y de la carcasa (10) se introduce una rosca interior (17) en la pared interior (16) del casquillo (10).
7. Procedimiento según una de las reivindicaciones 1 a 6, caracterizado porque la conformación común de la sección terminal (9) del tubo (8) y del casquillo (10) se realiza por medio de conformaciones de presión, usándose como procedimientos de conformación de presión preferentemente el golpeado por martillo y/o el amasado.
8. Procedimiento según una de las reivindicaciones 1 a 7, caracterizado porque en la conformación común de la sección terminal (9) del tubo (8) y del casquillo (10) se conforma una sección (14) de la parte de la columna de dirección cónica que se estrecha hacia el extremo contiguo del tubo (8) y una sección cilíndrica hueca (13) dispuesta frente a ésta en la dirección hacia el extremo contiguo del tubo (8).
9. Procedimiento según la reivindicación 8, caracterizado porque después de la conformación común de la sección terminal (9) del tubo (8) y del casquillo (10) el tubo (8) se provee en la región de la sección (13) cilíndrica hueca de un dentado exterior (18).
Patentes similares o relacionadas:
Procedimiento para fabricar una unidad de cojinete de husillo de dirección, del 20 de Noviembre de 2019, de THYSSENKRUPP PRESTA AG: Procedimiento para fabricar una unidad de cojinete de husillo de dirección para el alojamiento giratorio de un husillo de dirección de un automóvil […]
Árbol de dirección para un automóvil, del 25 de Octubre de 2019, de THYSSENKRUPP PRESTA AG: Árbol de dirección para un automóvil, que comprende una árbol exterior realizado como árbol hueco y un árbol interior que está dispuesto de […]
Dispositivo de seguridad para una disposición de árboles y procedimiento para limitar temporalmente la libertad de movimiento de una junta universal, del 11 de Septiembre de 2019, de THYSSENKRUPP PRESTA AG: Dispositivo de seguridad para limitar temporalmente la libertad de movimiento de una junta universal de una disposición de árboles (21, […]
 Procedimiento de fabricación para una columna de dirección modular con perfiles de extrusión, del 28 de Agosto de 2019, de THYSSENKRUPP PRESTA AG: Procedimiento para la fabricación de una columna de dirección para un automóvil, comprendiendo la columna de dirección un tubo envolvente interno , para el alojamiento giratorio […]
Procedimiento de fabricación para una columna de dirección modular con perfiles de extrusión, del 28 de Agosto de 2019, de THYSSENKRUPP PRESTA AG: Procedimiento para la fabricación de una columna de dirección para un automóvil, comprendiendo la columna de dirección un tubo envolvente interno , para el alojamiento giratorio […]
SISTEMA DE MEDICIÓN Y COLOCACIÓN DE ESPACIADORES EN FLECHAS DE DIRECCIÓN AUTOMOTRIZ, del 27 de Junio de 2019, de THYSSENKRUPP PRESTA DE MEXICO S.A. DE C.V: La presente invención describe un sistema de medición y colocación de espaciadores en flechas de dirección automotriz que tiene la característica […]
Procedimiento y dispositivo para adaptar un ángulo de volante de un volante y un ángulo de dirección de ruedas de una dirección de ruedas en un vehículo tras una maniobra de conducción automatizada efectuada, del 12 de Junio de 2019, de VOLKSWAGEN AKTIENGESELLSCHAFT: Procedimiento para adaptar un ángulo de volante real de un volante y un ángulo de dirección de ruedas real de una dirección de ruedas […]
Columna de dirección para un vehículo de motor, del 5 de Junio de 2019, de THYSSENKRUPP PRESTA AG: Columna de dirección para un vehículo de motor, que comprende un revestimiento de columna de dirección , comprendiendo el revestimiento de columna de dirección una […]
Cabina de vehículo que comprende una columna de dirección, del 15 de Mayo de 2019, de NEXTER SYSTEMS: Cabina de vehículo que comprende un volante y una columna de dirección fijada a un cárter que está incorporado a una pared […]