PROCEDIMIENTO PARA LA CONFECCIÓN DE VARIAS PISTAS DE PARCHES TERAPÉUTICOS TRANSDERMALES.
Procedimiento para la confección de varias pistas de parches terapéuticos transdermales,
respectivamente, con un a lámina de depósito (1, 2) de al menos una capa, que contiene sustancia activa y adhesiva, que se dispone entre una lámina trasera (30) y una lámina de protección (20) desprendible, - en el que por cada pista de confección (13, 14) está presente la lámina de depósito (1, 2) arrollada en cada caso como tira de lámina de depósito (15, 16) sobre un rollo (23, 24), - en el que las tiras de láminas de depósito (1, 2) se colocan, por cada pista (13, 14), con su capa adhesiva (3) sobre un elemento de transporte (33, 34) móvil de forma discontinua en la dirección longitudinal (19) de las tiras de láminas de depósito (15, 16), - en el que todas las tiras de láminas de depósito (15, 16), que se apoyan adyacentes sobre el elemento de transporte (33, 34), son separadas transversal u oblicuamente a la dirección longitudinal (19) al menos aproximadamente de forma simultánea en láminas de depósito (1, 2) individuales con la ayuda de un dispositivo de separación (50), - en el que las láminas de depósito (1, 2) que están dispuestas adyacentes, respectivamente, son transferidas en el extremo del elemento de transporte a otro elemento de transporte (5) móvil de forma continua para la deposición distanciada, - en el que después de la transferencia de las láminas de depósito (1, 2), se frena durante corto espacio de tiempo el elemento de transporte (33, 34)
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2008/006678.
Solicitante: LTS LOHMANN THERAPIE-SYSTEME AG.
Nacionalidad solicitante: Alemania.
Dirección: LOHMANNSTRASSE 2 56626 ANDERNACH ALEMANIA.
Inventor/es: HILLE, THOMAS, STEINBORN, PETER.
Fecha de Publicación: .
Fecha Solicitud PCT: 14 de Agosto de 2008.
Clasificación Internacional de Patentes:
- A61F13/02M
Clasificación PCT:
- A61F13/02 NECESIDADES CORRIENTES DE LA VIDA. › A61 CIENCIAS MEDICAS O VETERINARIAS; HIGIENE. › A61F FILTROS IMPLANTABLES EN LOS VASOS SANGUINEOS; PROTESIS; DISPOSITIVOS QUE MANTIENEN LA LUZ O QUE EVITAN EL COLAPSO DE ESTRUCTURAS TUBULARES, p. ej. STENTS; DISPOSITIVOS DE ORTOPEDIA, CURA O PARA LA CONTRACEPCION; FOMENTACION; TRATAMIENTO O PROTECCION DE OJOS Y OIDOS; VENDAJES, APOSITOS O COMPRESAS ABSORBENTES; BOTIQUINES DE PRIMEROS AUXILIOS (prótesis dentales A61C). › A61F 13/00 Vendas o apósitos (suspensorios A61F 5/40; apósitos radiactivos A61M 36/14 ); Compresas absorbentes (aspectos químicos de las vendas, apósitos o compresas absorbentes* A61L 15/00, A61L 26/00). › Emplastos o apósitos adhesivos (A61F 13/06 - A61F 13/15 tienen prioridad; adhesivos o cementos quirúrgicos A61L 24/00).
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Fragmento de la descripción:
Procedimiento para la confección de varias pistas de parches terapéuticos transdermales.
La invención se refiere a un procedimiento para la confección de varias pistas de parches terapéuticos transdermales con una lámina de depósito de al menos una capa adhesiva que contiene sustancia activa, que se dispone entre una lámina trasera y una lámina de protección desprendible.
Los parches terapéuticos transdermales son formas médicas que se aplican sobre la piel con el aspecto de parches tradicionales. Los parches contienen al menos un medicamento que debe cederse a través de la piel. Los medicamentos son cedidos a velocidad predeterminada de forma continua durante un periodo de tiempo establecido en un lugar de aplicación establecido sobre la piel del cuerpo.
Tales parches tienen, en general, formas geométricas sencillas. Tienen, por ejemplo, forma rectangular o de rombo en la vista en planta superior. El parche propiamente dicho está constituido, por ejemplo, por una lámina de depósito que contiene sustancia activa con una capa adhesiva orientada hacia la piel. También la capa adhesiva puede llevar adicionalmente medicamento. La lámina de depósito está empaquetada entre una lámina de protección desprendible y una lámina trasera adhesiva hacia la lámina de protección. Esta última lámina trasera impide que terceras partes puedan absorber sustancias activas en el caso de un contacto imprevisto con el parche.
Tales parches se fabrican hasta ahora de acuerdo con un procedimiento conocido a partir del documento DE 41 10 027 C2 para la confección de una pista. En este procedimiento, la lámina de depósito está presente como tira larga, que se arrolla en un rollo estrecho. El diámetro de este rollo es, en general, un múltiplo mayor que la anchura del rollo. Si deben utilizarse ahora varios de estos rollos estrechos adyacentes para la confección de varias pistas con el fin de incrementar la cantidad de fabricación por unidad de tiempo en una máquina de envase, deben aproximarse las láminas de depósito en forma de tiras adhesivas en un lado de forma sincronizada a la lámina de protección y deben transferirse, cortadas a medida, al dispositivo de envase. Puesto que la mayoría de los rollos de láminas tienen diferentes diámetros, las láminas de depósito en forma de tira están expuestas a diferentes tensiones de tracción, lo que influye negativamente sobre la sincronización. Sin embargo, la aproximación sincronizada en forzosamente necesaria para que, en el caso de corte de ranuras múltiples de las láminas de depósito en forma de tira, no se produzcan desechos. Los desechos que contienen sustancia activa representan una basura especial costosa de evacuar.
Por lo tanto, la presente invención se basa en la problemática de desarrollar un procedimiento para la confección de varias pistas, en el que se pueden utilizar láminas de depósito en forma de tira que se pueden desenrollar desde rollos, sin generar desechos que contienen sustancia activa.
Esta problemática se soluciona con las características de la reivindicación principal. En este caso, por cada pista de confección, la lámina de depósito está presente en cada caso como tira de lámina de depósito arrollada en un rollo. Las tiras de láminas de depósito se colocan por cada pista con su capa adhesiva sobre un elemento de transporte móvil de forma discontinua en la dirección longitudinal de las tiras de láminas de depósito. Sobre el elemento de transporte se cortan las tiras de láminas de depósito colocadas adyacentes transversalmente o inclinadas con respecto a la dirección longitudinal al menos aproximadamente de forma simultánea en láminas de depósito individuales con la ayuda de un dispositivo de separación. A continuación se transfieren las láminas de depósito, colocadas en cada caso adyacentes por parejas en el extremo del elemento de transporte, a otro elemento de transporte móvil de forma continua para depositarlas distanciadas. Después de la transferencia de las láminas de depósito delanteras, se frena durante corto espacio de tiempo el elemento de transporte de cesión.
Otros detalles de la invención se deducen a partir de las reivindicaciones dependientes y de la descripción siguiente de un ejemplo de realización representado de forma esquemática.
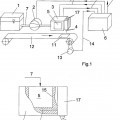
La figura 1 muestra una estación de sincronización, por ejemplo, para dos rollos estrechos.
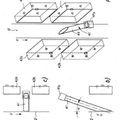
La figura 2 muestra una estación de sincronización con lámina de transporte de uso único así como dispositivo de corte y estación de envase.
La figura 3 muestra lo mismo que la figura 2, pero con estación de sincronización con una cinta de transporte sin fin.
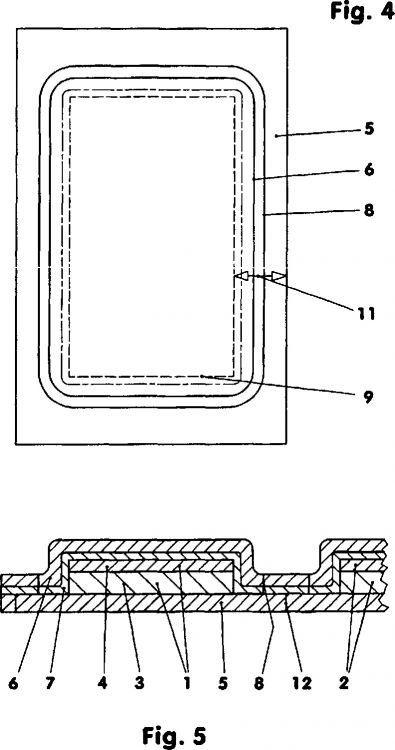
La figura 4 muestra una vista en planta superior sobre un parche envasado acabado.
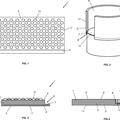
La figura 5 muestra una sección transversal a través de parches yuxtapuestos, todavía no separados.
Las figuras 4 y 5 muestran un parche terapéutico transdermal en la vista en planta superior y en la sección transversal. Los espesores de la lámina y de la capa representados en las figuras 4 y 5 están exagerados, es decir, que no están a escala con relación a la longitud y la anchura del parche.
El parche comprende esencialmente una lámina de depósito (1, 2), una lámina de protección (5) y una lámina trasera (6). La lámina de depósito (1, 2) individual aquí de forma rectangular está constituida, por ejemplo, por la capa adhesiva (3) que contiene sustancia activa y por una capa de bloqueo (4). Esta última impide, entre otras cosas, la difusión trasera de la sustancia activa. El laminado formado por la capa adhesiva (3) y la capa de bloqueo (4) está dispuesta en el centro y adhesiva sobre la lámina de protección (5). En este caso, la lámina de protección (5) sobresale en todos los bordes sobre la lámina de depósito (1, 2).
Sobre la lámina de depósito (1, 2) se encuentra la lámina trasera (6) dotada con una capa adhesiva (7). La capa adhesiva (7) contacta en este caso con la capa de bloqueo (4) y con las zonas marginales de la lámina de protección (5). La lámina de protección (5) y la lámina trasera (6) rodean la lámina de depósito (1, 2) de forma hermética a la sustancia activa, de manera que la lámina de protección (5) sobresale en el ejemplo de realización sobre la lámina trasera (6).
Para poder fabricar parches de este tipo de forma económica, son necesarias instalaciones de envase de varias ranuras o bien de varias pistas. Las figuras 1 a 3 muestran zonas de estaciones de procesamiento, sobre las que tienen lugar algunas etapas del procedimiento para el envase de parches.
Una primera estación es la estación de sincronización (30), ver la figura 1. Esta estación comprende un elemento de transporte (33) guiado y accionados sobre dos rodillos (35, 36). Este último elemento de transporte es aquí una cinta transportadora sin fin, por ejemplo una lámina metálica de pared fina, recubierta con fluorosilicona. Vista en dirección transversal (19), detrás de la cinta transportadora (33) se encuentra un eje (21) no accionado, sobre el que están alojados dos rollos de lámina (23, 24). Cada rollo de lámina (23, 24) está constituido por una tira de lámina de depósito (15, 16) estrecha, muy larga, arrollada. Puesto que las tiras de láminas de depósito (15, 16) son envasadas o bien confeccionadas también sobre instalaciones de una pista, los rollos (15, 16) tienen la mayoría de las veces diámetros diferentes, en cada inicio de carga nuevo sobre una instalación de varias pistas.
Cada tira de láminas de depósito (15, 16) es alimentada a la cinta transportadora (33) con la capa adhesiva (3) hacia abajo y es colocada allí por medio del primero rollo de presión de apriete (31). Durante el apoyo se produce una unión adhesiva temporal con la cinta transportadora (33). Como consecuencia, las tiras de láminas de depósito (15, 16) solamente son transportadas a través del movimiento de tracción de la cinta transportadora (33) de forma sincronizada paralelas entre sí. Las dos tiras de láminas de depósito (15, 16) se encuentran sobre la cinta de transporte (33) a una distancia que corresponde al doble de la zona marginal (11) de la lámina de protección (5). La cinta transportadora (33) es más ancha que la suma de las tiras de láminas de depósito (15, 16) colocadas adyacentes, incluyendo los espacios intermedios de la cinta. En lugar de la cinta transportadora sin fin (33) se puede utilizar también un rodillo cilíndrico.
Los amortiguadores pendulares (25, 26) de las figuras...
Reivindicaciones:
1. Procedimiento para la confección de varias pistas de parches terapéuticos transdermales, respectivamente, con un a lámina de depósito (1, 2) de al menos una capa, que contiene sustancia activa y adhesiva, que se dispone entre una lámina trasera (30) y una lámina de protección (20) desprendible,
- en el que por cada pista de confección (13, 14) está presente la lámina de depósito (1, 2) arrollada en cada caso como tira de lámina de depósito (15, 16) sobre un rollo (23, 24),
- en el que las tiras de láminas de depósito (1, 2) se colocan, por cada pista (13, 14), con su capa adhesiva (3) sobre un elemento de transporte (33, 34) móvil de forma discontinua en la dirección longitudinal (19) de las tiras de láminas de depósito (15, 16),
- en el que todas las tiras de láminas de depósito (15, 16), que se apoyan adyacentes sobre el elemento de transporte (33, 34), son separadas transversal u oblicuamente a la dirección longitudinal (19) al menos aproximadamente de forma simultánea en láminas de depósito (1, 2) individuales con la ayuda de un dispositivo de separación (50),
- en el que las láminas de depósito (1, 2) que están dispuestas adyacentes, respectivamente, son transferidas en el extremo del elemento de transporte a otro elemento de transporte (5) móvil de forma continua para la deposición distanciada,
- en el que después de la transferencia de las láminas de depósito (1, 2), se frena durante corto espacio de tiempo el elemento de transporte (33, 34).
2. Procedimiento de acuerdo con la reivindicación 1, caracterizado porque las pistas de confección (13, 14) se extienden paralelas entre sí.
3. Procedimiento de acuerdo con la reivindicación 1, caracterizado porque las tiras de láminas de depósito (15, 16) individuales de las pistas de confección (13, 14) correspondientes son prensadas en común con un rodillo de presión de apriete (31) sobre el elemento de transporte (33, 34).
4. Procedimiento de acuerdo con la reivindicación 3, caracterizado porque las tiras de láminas de depósito (15, 16) individuales son desviadas varias veces entre los rollos de láminas (23, 24) y el rodillo de presión de apriete (31) con la ayuda de amortiguadores de láminas (25, 26).
5. Procedimiento de acuerdo con la reivindicación 1, caracterizado porque ambos elementos de transporte (33, 34; 5) tienen la misma velocidad de avance en la fase de movimiento común.
6. Procedimiento de acuerdo con la reivindicación 1, caracterizado porque el dispositivo de separación (50) está dispuesto sobre un carro (56) alojado sobre rodamientos o alojado de forma deslizable y se mueve con este carro (56) en paralelo y por secciones de forma sincronizada con el elemento de transporte (33, 34).
7. Procedimiento de acuerdo con la reivindicación 6, caracterizado porque después de la transferencia de las láminas de depósito (1, 2) al elemento de transporte (5), el dispositivo de separación (50), con el elemento de transporte (33, 34) parado, retorna una longitud media de las láminas de depósito (17), para comenzar con un nuevo proceso de separación y un nuevo movimiento de avance del elemento de transporte (33, 34).
Patentes similares o relacionadas:
MATERIAL DE CHAPA TRANSPIRABLE QUE TIENE UNA CAPA DE RECUBRIMIENTO ADHESIVO Y EL MÉTODO DE MANUFACTURA AL RESPECTO, del 13 de Febrero de 2012, de Reskin Medical NV Hogeschool Gent: Material en chapa compuesto que comprende una capa en chapa que tiene aberturas, una capa de recubrimiento adhesivo en dicha capa en chapa que tiene […]
APÓSITO DE HIDROGEL PARA HERIDAS Y MÉTODO DE FABRICACIÓN Y USO DEL MISMO, del 4 de Noviembre de 2011, de COVIDIEN AG: LA PRESENTE INVENCION SE REFIERE A UNA VENDA CON HIDROGEL PARA UNA HERIDA, ALTAMENTE ABSORBENTE, QUE SE ADAPTA A UNA ZONA DE HERIDA Y QUE MANTIENE […]
 DISPOSITIVO PARA LA APLICACIÓN REGULADA DE ADHESIVOS Y/O AGENTES DE ESTANQUEIDAD, del 6 de Junio de 2011, de HENKEL AG & CO. KGAA PRODUKTIONSTECHNIK INDUSTRIESERVICE BORST: Dispositivo para la aplicación regulada de adhesivos y agentes de estanqueidad sobre materiales de base , que consta de los componentes siguientes, a) tanque […]
DISPOSITIVO PARA LA APLICACIÓN REGULADA DE ADHESIVOS Y/O AGENTES DE ESTANQUEIDAD, del 6 de Junio de 2011, de HENKEL AG & CO. KGAA PRODUKTIONSTECHNIK INDUSTRIESERVICE BORST: Dispositivo para la aplicación regulada de adhesivos y agentes de estanqueidad sobre materiales de base , que consta de los componentes siguientes, a) tanque […]
 DISPOSITIVO PARA LA FABRICACION DE VENDAS DE YESO ASI COMO PROCEDIMIENTO CORRESPONDIENTE, del 2 de Noviembre de 2010, de PAUL HARTMANN AKTIENGESELLSCHAFT: - Dispositivo para la fabricación de vendas de yeso que comprende medios para el transporte de un objeto plano a modo de venda a través del dispositivo, así como un […]
DISPOSITIVO PARA LA FABRICACION DE VENDAS DE YESO ASI COMO PROCEDIMIENTO CORRESPONDIENTE, del 2 de Noviembre de 2010, de PAUL HARTMANN AKTIENGESELLSCHAFT: - Dispositivo para la fabricación de vendas de yeso que comprende medios para el transporte de un objeto plano a modo de venda a través del dispositivo, así como un […]
PROCEDIMIENTO DE FABRICACION DE VENDAJES MULTICAPA, del 19 de Noviembre de 2009, de AVERY DENNISON CORPORATION: Procedimiento de fabricación de un vendaje multicapa que comprende una capa de contacto con la herida abierta, una capa de material absorbente y una primera capa de soporte, […]
 Cinta de adherencia para prendas de vestir, en particular para medias de compresión médicas o vendajes, del 29 de Julio de 2020, de MEDI GMBH & CO. KG: Cinta de adherencia (1, 1') para prendas de vestir , en particular para medias de compresión médicas o vendajes, presentando, un cuerpo de base (3, […]
Cinta de adherencia para prendas de vestir, en particular para medias de compresión médicas o vendajes, del 29 de Julio de 2020, de MEDI GMBH & CO. KG: Cinta de adherencia (1, 1') para prendas de vestir , en particular para medias de compresión médicas o vendajes, presentando, un cuerpo de base (3, […]
DISPOSITIVO PARA PROTEGER DE LA HUMEDAD UNA HERIDA, del 9 de Julio de 2020, de GARCIA GONZALEZ, Maria Pilar: Dispositivo (D) para proteger de la humedad una herida del cuerpo de un paciente que comprende una parte de base para ser conectada al cuerpo del paciente, […]
Procedimiento para la producción de parches o elementos de celulosa estructurados y dispositivos fabricados utilizando dicho procedimiento, del 10 de Junio de 2020, de ETH ZURICH: Procedimiento para la producción autoensamblada de un elemento de celulosa estructurado topográficamente en la superficie , en el que, en una primera etapa se […]