DISPOSITIVO PARA LA FABRICACION DE VENDAS DE YESO ASI COMO PROCEDIMIENTO CORRESPONDIENTE.
- Dispositivo para la fabricación de vendas de yeso que comprende medios para el transporte de un objeto plano (12) a modo de venda a través del dispositivo,
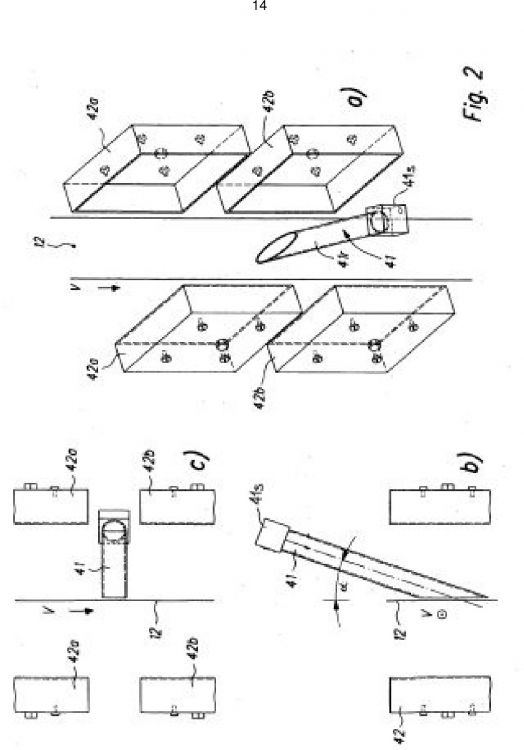
así como un dispositivo de aplicación (10) para aplicar una pasta de un material de yeso en el objeto plano (12) y un primer horno (30) dispuesto a continuación del dispositivo de aplicación (10) para secar la pasta estando dispuesto un segundo horno (40) a continuación del primer horno (30) para calcinar el material de yeso, caracterizado porque al menos el segundo horno comprende varios elementos calefactores dispuestos uno tras otro en la dirección de transporte en forma de conjuntos de radiadores infrarrojos, presentando cada conjunto de radiadores infrarrojos uno o varios radiadores infrarrojos (42), así como un sensor de temperatura (41) y un regulador asignado, que regula los radiadores infrarrojos (42)
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E07015662.
Solicitante: PAUL HARTMANN AKTIENGESELLSCHAFT.
Nacionalidad solicitante: Alemania.
Dirección: PAUL-HARTMANN-STRASSE 12, 89522 HEIDENHEIM.
Inventor/es: OSTERTAG, WOLFGANG, LOHRENGEL, ARMIN, ZOCH,MATTHIAS.
Fecha de Publicación: .
Fecha Solicitud PCT: 9 de Agosto de 2007.
Fecha Concesión Europea: 21 de Julio de 2010.
Clasificación Internacional de Patentes:
- A61F13/02M
Clasificación PCT:
- A61F13/02 NECESIDADES CORRIENTES DE LA VIDA. › A61 CIENCIAS MEDICAS O VETERINARIAS; HIGIENE. › A61F FILTROS IMPLANTABLES EN LOS VASOS SANGUINEOS; PROTESIS; DISPOSITIVOS QUE MANTIENEN LA LUZ O QUE EVITAN EL COLAPSO DE ESTRUCTURAS TUBULARES, p. ej. STENTS; DISPOSITIVOS DE ORTOPEDIA, CURA O PARA LA CONTRACEPCION; FOMENTACION; TRATAMIENTO O PROTECCION DE OJOS Y OIDOS; VENDAJES, APOSITOS O COMPRESAS ABSORBENTES; BOTIQUINES DE PRIMEROS AUXILIOS (prótesis dentales A61C). › A61F 13/00 Vendas o apósitos (suspensorios A61F 5/40; apósitos radiactivos A61M 36/14 ); Compresas absorbentes (aspectos químicos de las vendas, apósitos o compresas absorbentes* A61L 15/00, A61L 26/00). › Emplastos o apósitos adhesivos (A61F 13/06 - A61F 13/15 tienen prioridad; adhesivos o cementos quirúrgicos A61L 24/00).
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Fragmento de la descripción:
La invención se refiere a un dispositivo para la fabricación de vendas de yeso que comprende medios para el transporte de un objeto plano a modo de venda a través del dispositivo, así como un dispositivo de aplicación para aplicar una pasta de un material de yeso en el objeto plano y un primer horno dispuesto a continuación del dispositivo de aplicación para secar la pasta y un segundo horno dispuesto a continuación del primero para calcinar el material de yeso.
Unos procedimientos y dispositivos para la fabricación de vendas de yeso se conocen desde hace mucho tiempo.
En el pasado, se usaron sustancialmente dos procedimientos para la fabricación de vendas de yeso. Según un primer procedimiento se usa ya en una etapa previa hemihidrato calcinado de yeso (CaSO4* H2O). Como producto de partida se usan aquí tanto piedras de yeso sintéticas como naturales. Puesto que el hemihidrato ya no debe entrar en contacto con agua antes de su aplicación en esta forma, el hemihidrato debe transformarse en una suspensión con disolvente orgánico y debe aplicarse en un objeto plano. Los disolventes son, por lo general, disolventes orgánicos explosivos y/o nocivos para la salud. Por lo tanto, deben tomarse precauciones complicadas, conllevando en particular la recuperación de los disolventes costes considerables. Típica pero no exclusivamente se aplican para vendas de yeso metanol y diclorometano como mezclas o sólo diclorometano.
El secado se realiza en secadores de gas, típicamente a temperaturas entre 105ºC y 120ºC. El secador y también el mecanismo de aplicación deben estar realizados de forma estanca al gas, usándose aquí en función de la instalación aire o nitrógeno como medio desecante. En el caso del nitrógeno, por lo general no se trata de una instalación protegida contra explosión, aunque el secador y el mecanismo de aplicación deben estar realizados a pesar de ello de forma estanca al gas y deben estar provistos de un sistema de circulación para el tratamiento del nitrógeno. El objeto plano se recubre, seca y arrolla en una etapa de trabajo. El secado se produce de forma relativamente rápida, de modo que basta con tiempos de permanencia de aproximadamente dos minutos en el secador. También a estas temperaturas en principio es posible que siga la deshidratación del material de yeso, es decir, que se produzca una reacción del hemihidrato a la anhidrita III. Se fabrican a continuación llamados rollos de máquina, que a continuación siguen confeccionándose y embalándose en fundas impermeables al vapor de agua.
Además, existe un procedimiento para la fabricación de vendas de yeso en el que se usa el dihidrato del sulfato de calcio (CaSO4* 2 H2O) en una suspensión acuosa. El procedimiento es comparativamente sencillo, puesto que no son necesarias instalaciones protegidas contra explosión. Aquí, se usa en la primera etapa un secador continuo sin sistema de circulación con aire como medio desecante. Como sustancia de partida pueden usarse aquí dihidratos de sulfato de calcio de origen natural y sintético. Por ejemplo, se aplica el dihidrato en una suspensión acuosa en un objeto plano y se seca a continuación. El tiempo de secado es de aproximadamente dos minutos y la venda de yeso seca alcanza temperaturas entre 120ºC y 135ºC al salir del secador. El yeso prácticamente no ha cambiado en comparación con el producto de partida y se presenta aún completamente en forma de dihidrato. La venda de yeso se arrolla tras el secado en forma de espiral, por ejemplo en bobinas, no debiendo quedar las distintas capas demasiado comprimidas para no dificultar la difusión del agua de cristalización que se libera durante la calcinación o incluso volver a incorporarla como agua de cristalización.
En una segunda etapa, la venda arrollada se introduce en un horno de calcinación a modo de cámara y se calcina a temperaturas entre aproximadamente 160ºC y 170ºC. Aquí se elimina el agua de cristalización. De la adición de los tiempos de permanencia de los dos procesos resulta aproximadamente una hora. No obstante, además del hemihidrato deseado también se forma la siguiente fase de deshidratación, es decir, la anhidrita no deseada. La anhidrita no contiene agua de cristalización. La velocidad de reacción de esta reacción secundaria aumenta a medida que sube la temperatura. En la gama de temperaturas técnicamente relevante no se consigue, por lo tanto, hemihidrato puro, sino una fase mixta. También es problemático que debido al medio calefactor aire, la temperatura en la venda de yeso no aumenta uniformemente calentándose, por el contrario, en primer lugar sólo la capa superior. Es decir, en la capa exterior ya se produce la deshidratación y, por lo tanto, también la formación de anhidrita, antes de que el yeso en el centro de la venda de yeso arrollada en espiral alcance la temperatura necesaria para la calcinación. Un proceso de este tipo es un proceso discontinuo, que puede ser problemático, en particular, respecto a la adaptación de los parámetros durante la fabricación y calcinación.
De este modo pueden resultar al final variaciones del tiempo de fraguado y, por lo tanto, problemas en la aplicación. Además, las vendas según el segundo procedimiento presentan en comparación con el procedimiento con disolventes el inconveniente que se producen mayores pérdidas en el estado seco, es decir, una cantidad más grande de yeso cae antes de la aplicación de la venda.
Además, por ejemplo en el documento DE 198 45 621 A1 están descritos un dispositivo y un procedimiento para la fabricación de materiales de refuerzo que contienen aglutinantes hidráulicos, aplicándose aquí una pasta preparada de cemento y agua en un material en forma de banda secándose mediante aire caliente. Está descrito como especialmente ventajoso un dispositivo de secado por microondas.
Finalmente, el documento US-PS 2,914,421 da a conocer un método de fabricación para vendas de yeso, en el que el yeso se seca y calcina mediante radiación infrarroja. El inconveniente del procedimiento indicado es que la temperatura ajustada entre 160ºC y 190ºC es comparativamente alta y se forma en esta gama de temperaturas una parte considerable de anhidrita III, permitiendo esta modificación de yeso sólo un fraguado lento de una venda de yeso, que no corresponde a los deseos de los consumidores.
Por lo tanto, es ventajoso que la temperatura de calcinación esté, a ser posible, en la gama en la que se forma hemihidrato de calcio.
El objetivo de la invención es, por consiguiente, poner a disposición un dispositivo y un procedimiento para la fabricación de vendas de yeso que funcione sin disolventes orgánicos y que garantice respetar con seguridad la temperatura de calcinación.
La invención consigue este objetivo mediante un dispositivo según la reivindicación 1 así como un procedimiento según la reivindicación 13.
El dispositivo genérico se perfecciona en el sentido que un segundo horno para calcinar el material de yeso queda dispuesto a continuación del primer horno, comprendiendo al menos el segundo horno varios elementos calefactores dispuestos uno tras otro en la dirección de transporte en forma de conjuntos de radiadores infrarrojos, presentando cada conjunto de radiadores infrarrojos uno o varios radiadores infrarrojos, así como un sensor de temperatura y un regulador asignado, mediante el cual pueden regularse los radiadores infrarrojos. Gracias a la regulación de los distintos conjuntos de radiadores infrarrojos, el perfil de temperatura puede ajustarse de forma especialmente ventajosa.
En particular puede estar previsto que el sensor de temperatura sea un pirómetro, pudiendo estar dispuesto el mismo preferiblemente con un ángulo de <90º respecto a la superficie del objeto plano. El ángulo < 90º es en particular un plano transversal respecto a la dirección de transporte.
Es ventajosa la disposición en un ángulo de < 90º respecto a la superficie del objeto plano, puesto que los objetos planos correspondientes para la fabricación de vendas de yeso son materiales de gasa o tejidos similares, que presentan una porosidad o que no forman una superficie lisa uniforme. Un pirómetro es un instrumento para la medición de la temperatura sin contacto, midiéndose aquí la radiación infrarroja emitida de un objeto. Es decir, el pirómetro determina la temperatura del objeto plano con el material de yeso aplicado, de modo que una regulación de los elementos calefactores puede realizarse de tal modo que la temperatura deseada por ser especialmente ventajosa para la calcinación se consigue en...
Reivindicaciones:
1. Dispositivo para la fabricación de vendas de yeso que comprende medios para el transporte de un objeto plano (12) a modo de venda a través del dispositivo, así como un dispositivo de aplicación (10) para aplicar una pasta de un material de yeso en el objeto plano
(12) y un primer horno (30) dispuesto a continuación del dispositivo de aplicación (10) para secar la pasta estando dispuesto un segundo horno (40) a continuación del primer horno (30) para calcinar el material de yeso, caracterizado porque al menos el segundo horno comprende varios elementos calefactores dispuestos uno tras otro en la dirección de transporte en forma de conjuntos de radiadores infrarrojos, presentando cada conjunto de radiadores infrarrojos uno o varios radiadores infrarrojos (42), así como un sensor de temperatura (41) y un regulador asignado, que regula los radiadores infrarrojos (42).
2. Dispositivo según la reivindicación 1, caracterizado porque el sensor de temperatura es un pirómetro (41).
3. Dispositivo según la reivindicación 2, caracterizado porque el pirómetro (41) está dispuesto en un ángulo de <90º respecto a la superficie del objeto plano (12).
4. Dispositivo según la reivindicación 3, caracterizado porque el pirómetro (41) está dispuesto en un ángulo de 10º a 70º, en particular en un ángulo de 10º a 50º, preferiblemente en un ángulo de 10º a 30º y, en particular, en un ángulo de 15º a 25º respecto a la superficie del objeto plano (12).
5. Dispositivo según una de las reivindicaciones anteriores, caracterizado porque el primer horno (30) presenta al menos dos elementos calefactores (33) dispuestos uno tras otro en la dirección de transporte, en particular en forma de conjuntos de radiadores infrarrojos, comprendiendo cada conjunto de radiadores infrarrojos uno o varios radiadores infrarrojos.
6. Dispositivo según la reivindicación 5, caracterizado porque los elementos calefactores (33) del primer horno (30) comprenden un sensor de temperatura (31), que está asignado en particular respectivamente a un conjunto de radiadores infrarrojos, y un regulador, que regula los elementos calefactores (33).
7. Dispositivo según la reivindicación 6, caracterizado porque el sensor de temperatura
(31) es un pirómetro.
8. Dispositivo según una de las reivindicaciones anteriores, caracterizado porque los conjuntos de radiadores infrarrojos comprenden una o varias parejas de radiadores infrarrojos, que están dispuestas a los dos lados del objeto plano (12) movido, o uno o varios radiadores infrarrojos, que cooperan con reflectores dispuestos al otro lado del objeto plano (12) movido.
9. Dispositivo según una de las reivindicaciones anteriores, caracterizado porque los radiadores infrarrojos trabajan en la zona del infrarrojo próximo, cubriendo en particular un amplio
espectro de longitudes de onda en esta zona.
10. Dispositivo según una de las reivindicaciones anteriores, caracterizado porque los hornos (30, 40) presentan una dirección de transporte vertical.
11. Dispositivo según una de las reivindicaciones anteriores, caracterizado porque los dos hornos (30, 40) se convierten uno directamente en el otro y, en particular, están dispuestos uno encima del otro.
12. Dispositivo según una de las reivindicaciones anteriores, caracterizado porque el objeto plano (12) es flexible y/o está hecho de un material textil, en particular, un género de punto por trama, un tejido o un material no tejido.
13. Procedimiento con las siguientes etapas, que transcurren de forma continua o cuasi continua: La aplicación de una pasta del material de yeso en un objeto plano (12) a modo de venda, el secado de la pasta en un primer horno (30) y la posterior calcinación del material de yeso en un segundo horno (40) mediante irradiación con radiación infrarroja, pudiendo ajustarse y regularse un perfil de radiación infrarroja mediante el segundo horno (40), midiéndose la temperatura del objeto plano (12) provisto de material de yeso.
14. Procedimiento según la reivindicación 13, caracterizado porque la temperatura de calcinación del objeto plano (12) provisto de material de yeso está situada entre 135º y 175º y preferiblemente entre 142º y 165º y de forma especialmente preferible entre 145º y 160º.
15. Procedimiento según la reivindicación 13 ó 14, caracterizado porque el perfil de temperatura a lo largo de una longitud del segundo horno (40) presenta sustancialmente forma de meseta.
16. Procedimiento según una de las reivindicaciones anteriores, caracterizado porque el tiempo de permanencia o el tiempo de paso en el segundo horno (40) varía entre 1 y 5, preferiblemente entre 1 y 3 y en particular entre 1,5 y 2,5 minutos.
17. Procedimiento según una de las reivindicaciones anteriores, caracterizado porque el objeto plano (12) se arrolla tras la calcinación en rollos confeccionándose, dado el caso, en forma de vendas.
18. Procedimiento según una de las reivindicaciones anteriores, caracterizado porque el objeto plano (12) se humecta antes de la aplicación de la pasta.
19. Procedimiento según una de las reivindicaciones anteriores, caracterizado porque la pasta sobrante se retira antes de la entrada en el primer horno (30).
20. Procedimiento según una de las reivindicaciones anteriores, caracterizado porque sirve para la fabricación de vendas de yeso médicas para realizar vendajes de yeso.
21. Procedimiento según una de las reivindicaciones anteriores para ser realizado con un dispositivo según las reivindicaciones 1 a 12.
Patentes similares o relacionadas:
MATERIAL DE CHAPA TRANSPIRABLE QUE TIENE UNA CAPA DE RECUBRIMIENTO ADHESIVO Y EL MÉTODO DE MANUFACTURA AL RESPECTO, del 13 de Febrero de 2012, de Reskin Medical NV Hogeschool Gent: Material en chapa compuesto que comprende una capa en chapa que tiene aberturas, una capa de recubrimiento adhesivo en dicha capa en chapa que tiene […]
APÓSITO DE HIDROGEL PARA HERIDAS Y MÉTODO DE FABRICACIÓN Y USO DEL MISMO, del 4 de Noviembre de 2011, de COVIDIEN AG: LA PRESENTE INVENCION SE REFIERE A UNA VENDA CON HIDROGEL PARA UNA HERIDA, ALTAMENTE ABSORBENTE, QUE SE ADAPTA A UNA ZONA DE HERIDA Y QUE MANTIENE […]
 DISPOSITIVO PARA LA APLICACIÓN REGULADA DE ADHESIVOS Y/O AGENTES DE ESTANQUEIDAD, del 6 de Junio de 2011, de HENKEL AG & CO. KGAA PRODUKTIONSTECHNIK INDUSTRIESERVICE BORST: Dispositivo para la aplicación regulada de adhesivos y agentes de estanqueidad sobre materiales de base , que consta de los componentes siguientes, a) tanque […]
DISPOSITIVO PARA LA APLICACIÓN REGULADA DE ADHESIVOS Y/O AGENTES DE ESTANQUEIDAD, del 6 de Junio de 2011, de HENKEL AG & CO. KGAA PRODUKTIONSTECHNIK INDUSTRIESERVICE BORST: Dispositivo para la aplicación regulada de adhesivos y agentes de estanqueidad sobre materiales de base , que consta de los componentes siguientes, a) tanque […]
 PROCEDIMIENTO PARA LA CONFECCIÓN DE VARIAS PISTAS DE PARCHES TERAPÉUTICOS TRANSDERMALES, del 21 de Enero de 2011, de LTS LOHMANN THERAPIE-SYSTEME AG: Procedimiento para la confección de varias pistas de parches terapéuticos transdermales, respectivamente, con un a lámina de depósito de al menos una capa, que contiene […]
PROCEDIMIENTO PARA LA CONFECCIÓN DE VARIAS PISTAS DE PARCHES TERAPÉUTICOS TRANSDERMALES, del 21 de Enero de 2011, de LTS LOHMANN THERAPIE-SYSTEME AG: Procedimiento para la confección de varias pistas de parches terapéuticos transdermales, respectivamente, con un a lámina de depósito de al menos una capa, que contiene […]
PROCEDIMIENTO DE FABRICACION DE VENDAJES MULTICAPA, del 19 de Noviembre de 2009, de AVERY DENNISON CORPORATION: Procedimiento de fabricación de un vendaje multicapa que comprende una capa de contacto con la herida abierta, una capa de material absorbente y una primera capa de soporte, […]
 Cinta de adherencia para prendas de vestir, en particular para medias de compresión médicas o vendajes, del 29 de Julio de 2020, de MEDI GMBH & CO. KG: Cinta de adherencia (1, 1') para prendas de vestir , en particular para medias de compresión médicas o vendajes, presentando, un cuerpo de base (3, […]
Cinta de adherencia para prendas de vestir, en particular para medias de compresión médicas o vendajes, del 29 de Julio de 2020, de MEDI GMBH & CO. KG: Cinta de adherencia (1, 1') para prendas de vestir , en particular para medias de compresión médicas o vendajes, presentando, un cuerpo de base (3, […]
DISPOSITIVO PARA PROTEGER DE LA HUMEDAD UNA HERIDA, del 9 de Julio de 2020, de GARCIA GONZALEZ, Maria Pilar: Dispositivo (D) para proteger de la humedad una herida del cuerpo de un paciente que comprende una parte de base para ser conectada al cuerpo del paciente, […]
Procedimiento para la producción de parches o elementos de celulosa estructurados y dispositivos fabricados utilizando dicho procedimiento, del 10 de Junio de 2020, de ETH ZURICH: Procedimiento para la producción autoensamblada de un elemento de celulosa estructurado topográficamente en la superficie , en el que, en una primera etapa se […]