INSTALACIÓN DE FORMACIÓN DE TUBO FLEXIBLE PARA LA FORMACIÓN DE UN TUBO FLEXIBLE A PARTIR DE AL MENOS UNA CINTA DE MATERIAL.
Instalación de formación de tubo flexible para la formación de un tubo flexible a partir de al menos una cinta de material,
en particular en una máquina de formación de tubo flexible de papel, en la que la cinta de material está constituida con preferencia de papel, con: - instalaciones de guía, con las que se pueden desviar las zonas laterales de la al menos una cinta de material, de manera que las zonas laterales se solapan a continuación, y - un dispositivo de aplicación de cola, con el que se puede aplicar cola al menos sobre una de las zonas laterales que se solapan, en la que el dispositivo de aplicación de la cola comprende al menos un depósito de cola para la preparación de la cola y un disco giratorio de aplicación de la cola para la aplicación de la cola sobre dicha zona lateral, en la que el disco de aplicación de la cola comprende unas superficies frontales y con cuya superficie periférica aplica la cola sobre la zona lateral de la cinta de material caracterizada porque al menos una superficie frontal del disco de aplicación de cola comprende sobre su superficie un material, en el que la cola se adhiere peor que sobre la superficie periférica del disco de aplicación de la cola
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E08159948.
Solicitante: WINDMOLLER & HOLSCHER KG.
Nacionalidad solicitante: Alemania.
Dirección: MUNSTERSTRASSE 50 49525 LENGERICH ALEMANIA.
Inventor/es: Fangmeier,Ralf.
Fecha de Publicación: .
Fecha Solicitud PCT: 8 de Julio de 2008.
Clasificación Internacional de Patentes:
- B05C1/16A
- B31B19/62B
- B31B39/00B
Clasificación PCT:
- B05C1/16 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B05 PULVERIZACION O ATOMIZACION EN GENERAL; APLICACION DE MATERIALES FLUIDOS A SUPERFICIES, EN GENERAL. › B05C APARATOS PARA LA APLICACION DE MATERIALES FLUIDOS A LAS SUPERFICIES, EN GENERAL (aparatos de pulverización, aparatos de atomización, toberas o boquillas B05B; instalaciones para aplicar líquidos u otros materiales fluidos a objetos por pulverización electrostática B05B 5/08). › B05C 1/00 Aparatos en los que un líquido u otro material fluido es depositado sobre la superficie de una pieza por contacto con un elemento portador del líquido u otro material fluido, p. ej. un elemento poroso impregnado de un líquido que va a ser aplicado como revestimiento (B05C 5/02, B05C 7/00, B05C 19/00 tienen prioridad). › solamente sobre determinadas partes de la pieza.
- B31B19/62
- B31B39/00
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
PDF original: ES-2362049_T3.pdf
Fragmento de la descripción:
La invención se refiere a una instalación de formación de cinta flexible para la formación de un tubo flexible a partir de al menos una cinta de material de acuerdo con el preámbulo de la reivindicación 1.
En la publicación DE 44 01 723 se describe por la solicitante una máquina de formación de tubo flexible, que publica la instalación de formación de tubo flexible mencionada al principio.
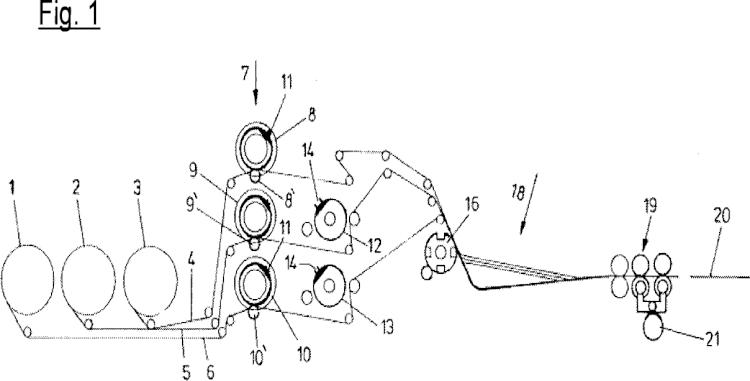
En una máquina de formación de tubo flexible de acuerdo con el documento DE 44 01 723, a partir de una o varias cintas de material se forman secciones de tubo flexible, desenrollando en primer lugar las cintas de material desde rollos, perforándolas y colocándolas superpuestas. Las cintas de material están constituidas, en general, de papel, pudiendo insertarse también cintas de material de plástico. En las cintas de material de varias capas formadas de esta manera, estas capas pueden disponerse desplazadas lateralmente.
La cinta de varias capas formada de esta manera se reúne en el desarrollo posterior de proceso de fabricación siguiente por medio de instalaciones de guía parta forman un tubo flexible, de manera que a continuación partes de las secciones laterales de las cintas se solapan. En las cintas de varias capas desplazadas lateralmente, se pone en este caso cada cinta en contacto consigo misma.
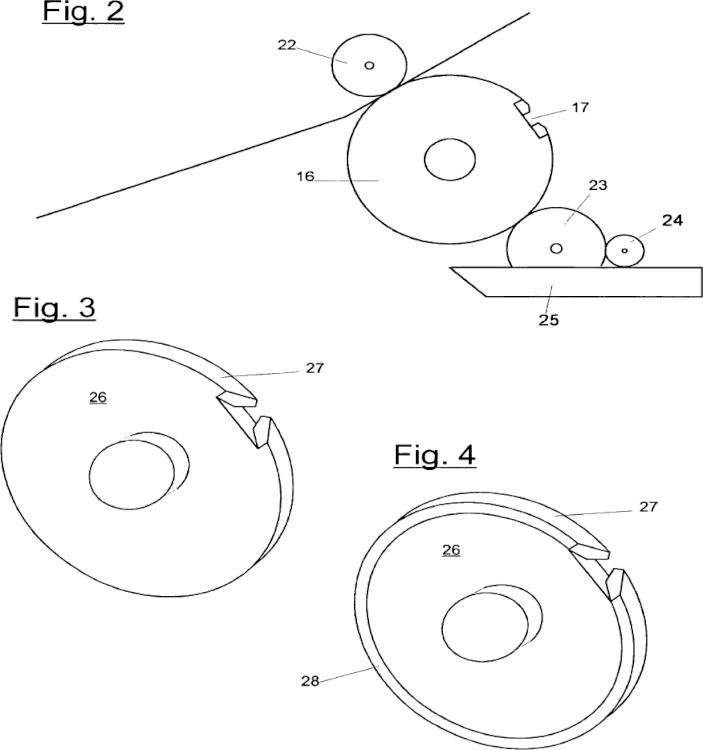
Para generar ahora una unión duradera de las zonas laterales de la cinta de material o de las capas individuales, se impulsan zonas laterales que se solapan posteriormente todavía antes de la conducción hacia las instalaciones de guía al menos por un lado con cola. Con esta finalidad, en las instalaciones de formación de tubo flexible están previstos dispositivos de aplicación de cola, que comprenden, en general, unos discos de aplicación de cola. Este disco de aplicación de cola transfiere la cola, que es preparada en un depósito de cola y se aplica directamente o a través de medios de transmisión adecuados, como por ejemplo un rodillo receptor, sobre la superficie periférica del disco de aplicación de la cola, sobre al menos un lado de la zona lateral a encolar de la cinta de material. Si deben encolarse cintas de varias capas, en general, se disponen también en paralelo varios discos de aplicación de cola, para poder proveer cada capa con una aplicación de cola correspondiente.
Aunque el concepto de disco de aplicación de cola comprende aparentemente solamente aquellos elementos giratorios cuya extensión axial es menor que el diámetro radial, en el marco de esta solicitud se pueden contemplar también rodillos o cilindros como discos de aplicación de cola, cuya extensión axial es mayor que el diámetro radial.
La cola para la costura de encolado longitudinal se toma desde la superficie periférica del disco de aplicación de la cola. En este caso se producen sobre éste unos residuos de cola en el lugar de la costura de la superficie periférica y de la superficie frontal, de manera que durante el funcionamiento siguiente de la máquina se endurece la cola, se acumula y de esta manera se forma también una superficie periférica más ancha, que es responsable de nuevo de una franja de cola más ancha sobre la costura de encolado longitudinal. Después de algún tiempo, la franje de cola es más ancha que la zona de solape de las cintas de material, de manera que se producen en el tubo flexible acabado unos bordes de encolado, que dificultan el procesamiento posterior del tubo flexible, por ejemplo para formar a partir de secciones individuales del tubo flexible bolsas de papel o de plástico, inutilizan el producto y/o contaminan la máquina. Por lo tanto, en el pasado, el disco de aplicación de cola debía limpiarse, en general, manualmente, de manera que se provoca una parada de la máquina a través del gasto de mantenimiento y de trabajo que resulta de ello.
Por lo tanto, el cometido de la presente invención es reducir el gasto de mantenimiento de la instalación de formación de tubo flexible y de esta manera acortar los tiempos de inactividad de la máquina.
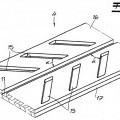
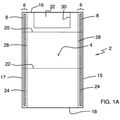
El cometido se soluciona por medio de una instalación de formación de tubo flexible, que comprende los rasgos característicos de la reivindicación 1. De acuerdo con ello, está previsto que al menos una superficie frontal del disco de aplicación de cola sobre una superficie comprenda un material, en el que la cola se adhiere peor que sobre la superficie periférica del disco de aplicación de cola. Por lo tanto, está previsto que una, con preferencia, las dos superficies frontales del disco de aplicación de cola, se configuren de tal forma que el coeficiente de adhesión para la cola sea menor que el coeficiente de adhesión de la superficie periférica.
De esta manera, la cola, que se transfiere, por ejemplo, por medio de un rodillo receptor sobre el disco de aplicación de cola, solamente es arrastrada por la superficie periférica del disco y no ya o al menos en una medida muy reducida por las superficies laterales y/o por las zonas de transición (costura) entre la superficie periférica y las superficies frontales. El disco de aplicación de cola lleva, por lo tanto, todavía solamente tanta cola como es recibida por las cintas a encolar, de manera que las zonas del disco de aplicación de cola no llevan ya cola después del contacto con la cinta a encolar. Por lo tanto, no quedan restos de cola, que formen un germen para una acumulación de cola y, por lo tanto, para una franja de cola ensanchada.
Por lo tanto, una instalación de formación de tubo flexible de acuerdo con la invención no tiene que limpiarse ya con tanta frecuencia como las instalaciones del estado de la técnica. Los tiempos de inactividad se pueden reducir de esta manera y se puede elevar claramente la productividad de la instalación de formación de tubo flexible.
En una configuración especialmente preferida, está previsto aplicar tal material después de la fabricación del disco de aplicación de cola como recubrimiento sobre la superficie frontal respectiva del disco de aplicación de cola. A través de la aplicación separada del material deseado se puede fabricar con coste favorable un disco de aplicación de cola, en el que se pueden tomar en consideración las propiedades especiales de la cola utilizada.
En el campo de la fabricación de tubo flexible de papel se procesan, en general, colas a base de agua, de manera que, en una configuración especialmente preferida de la invención, el material es hidrófobo.
En este caso, es ventajoso que como material se seleccione plástico. Los plásticos son de coste favorable, se pueden procesar fácilmente y se caracterizan a menudo por una hidrofobia fuerte.
En otra configuración ventajosa de la invención, el material, que es abarcado por la superficie de la cara frontal del disco de aplicación de cola, comprende al menos un material que contiene flúor, como fluoro polímeros y/o copolímeros fluorados, con preferencia politetrafluoretileno, que se conoce como “Teflón”. Estos materiales se caracterizan porque son especialmente hidrófobos y se pueden ajustar, además, con respecto al grado deseado de la hidrofobia. Esto se realiza a través de procedimientos de recubrimiento adecuados y/o de procedimientos de tratamiento adecuados del recubrimiento ya aplicado.
En un ejemplo de realización preferido, el material puede comprender un fluoro elastómero.
En otra forma de realización preferida de la invención, el material puede comprender también materiales cerámicos, que se caracterizan con respecto a un posible tratamiento mecánico por una alta capacidad de resistencia, de manera que también en los trabajos de limpieza se pueden evitar daños del material.
En otra forma de realización ventajosa de la invención, el material comprende una laca, que se puede aplicar de manera especialmente sencilla sobre al menos un lado frontal del disco de aplicación de cola.
La adhesión de la cola no sólo está influenciada por el tipo de material, sino que puede depender también de la naturaleza, por ejemplo de las propiedades de la superficie. Así, por ejemplo, una determinada rugosidad de la superficie puede conducir a que la cola se adhiera especialmente mal a esta superficie. Así, por ejemplo, puede ser ventajoso prever durante la utilización de materiales de plástico, una profundidad de la rugosidad de 1 micrómetro (µm).
A continuación se explican en detalle ejemplos de realización de la invención con la ayuda del dibujo. En particular, en las figuras se muestra lo siguiente:
La... [Seguir leyendo]
Reivindicaciones:
1. Instalación de formación de tubo flexible para la formación de un tubo flexible a partir de al menos una cinta de material, en particular en una máquina de formación de tubo flexible de papel, en la que la cinta de material está constituida con preferencia de papel, con:
- instalaciones de guía, con las que se pueden desviar las zonas laterales de la al menos una cinta de material, de manera que las zonas laterales se solapan a continuación, y
- un dispositivo de aplicación de cola, con el que se puede aplicar cola al menos sobre una de las zonas laterales que se solapan, en la que el dispositivo de aplicación de la cola comprende al menos un depósito de cola para la preparación de la cola y un disco giratorio de aplicación de la cola para la aplicación de la cola sobre dicha zona lateral, en la que el disco de aplicación de la cola comprende unas superficies frontales y con cuya superficie periférica aplica la cola sobre la zona lateral de la cinta de material
caracterizada porque al menos una superficie frontal del disco de aplicación de cola comprende sobre su superficie un material, en el que la cola se adhiere peor que sobre la superficie periférica del disco de aplicación de la cola.
2. Instalación de formación de tubo flexible de acuerdo con la reivindicación 1, caracterizada porque las superficies frontales del disco de aplicación de cola están recubiertas, al menos por secciones, con un material, en el que la cola se adhiere peor que sobre la superficie periférica del disco de aplicación de la cola.
3. Instalación de formación de tubo flexible de acuerdo con una de las reivindicaciones anteriores, caracterizada porque el material es hidrófobo.
4. Instalación de formación de tubo flexible de acuerdo con una de las reivindicaciones anteriores, caracterizada porque el material es un plástico.
5. Instalación de formación de tubo flexible de acuerdo con una de las reivindicaciones anteriores, caracterizada porque el material comprende fluoro polímero y/o copolímeros fluorados.
6. Instalación de formación de tubo flexible de acuerdo con una de las reivindicaciones anteriores, caracterizada porque el material comprende politetrafluoretileno.
7. Instalación de formación de tubo flexible de acuerdo con una de las reivindicaciones anteriores, caracterizada porque el material comprende laca.
8. Instalación de formación de tubo flexible de acuerdo con una de las reivindicaciones anteriores, caracterizada porque el material comprende material cerámico.
9. Instalación de formación de tubo flexible de acuerdo con una de las reivindicaciones anteriores, caracterizada porque el material comprende fluoro elastómero
10. Instalación de formación de tubo flexible de acuerdo con una de las reivindicaciones anteriores, caracterizada porque la profundidad de la rugosidad del material es inferior o igual a 1 µm.
Patentes similares o relacionadas:
 DISPOSITIVO PARA LA APLICACIÓN DE MEDIOS FLUIDOS SOBRE UNA BANDA DE MATERIAL, del 10 de Mayo de 2011, de REIFENHÄUSER GMBH & CO. KG MASCHINENFABRIK: Dispositivo para la aplicación de medios fluidos sobre una banda de material con una superficie de aplicación y con al menos una unidad de separación […]
DISPOSITIVO PARA LA APLICACIÓN DE MEDIOS FLUIDOS SOBRE UNA BANDA DE MATERIAL, del 10 de Mayo de 2011, de REIFENHÄUSER GMBH & CO. KG MASCHINENFABRIK: Dispositivo para la aplicación de medios fluidos sobre una banda de material con una superficie de aplicación y con al menos una unidad de separación […]
 PROCEDIMIENTO Y APARATO PARA ESTAMPAR EN RELIEVE Y APLICAR ADHESIVO A ALTA VELOCIDAD, del 11 de Noviembre de 2009, de THE PROCTER & GAMBLE COMPANY: Un proceso de estampado en relieve y aplicación de adhesivo a alta velocidad, con las etapas de proceso de:
(a) suministrar un primer rodillo de estampado […]
PROCEDIMIENTO Y APARATO PARA ESTAMPAR EN RELIEVE Y APLICAR ADHESIVO A ALTA VELOCIDAD, del 11 de Noviembre de 2009, de THE PROCTER & GAMBLE COMPANY: Un proceso de estampado en relieve y aplicación de adhesivo a alta velocidad, con las etapas de proceso de:
(a) suministrar un primer rodillo de estampado […]
 FORMULARIO DE CORRESPONDENCIA MULTIHOJA Y MAQUINA DE PROCESADO DE DICHO FORMULARIO, del 28 de Enero de 2011, de PUIG RUIZ,MARIO ANTONIO: Formulario de correspondencia multihoja que comprende una primera hoja que presenta una cara posterior destinada a contener la primera […]
FORMULARIO DE CORRESPONDENCIA MULTIHOJA Y MAQUINA DE PROCESADO DE DICHO FORMULARIO, del 28 de Enero de 2011, de PUIG RUIZ,MARIO ANTONIO: Formulario de correspondencia multihoja que comprende una primera hoja que presenta una cara posterior destinada a contener la primera […]
METODO Y DISPOSITIVO DE FABRICACION DE BOLSAS DE ENVIO., del 16 de Julio de 2005, de WINKLER + DUNNEBIER AKTIENGESELLSCHAFT: Procedimiento para la fabricación de bolsas de envío, incluidos sobres para cartas, a partir de un material en forma de banda, donde el material se transforma […]
ESTACION DE ENCOLADO PARA UNA MAQUINA PARA LA FABRICACION DE SOBRES PARA CARTAS, BOLSAS DE TRANSPORTE Y SIMILARES., del 16 de Mayo de 2005, de WINKLER & DUNNEBIER: Estación de encolado para una máquina para la fabricación de sobres para cartas, envueltas y/o de bolsas de transporte y similares, que presentan en […]
DISPOSICION ALTERNADA DE FORMULARIOS DE PATRONES COHESIVOS IDENTICOS POR PROCEDIMIENTOS DE DESPLAZAMIENTO, del 16 de Diciembre de 2002, de MOORE U.S.A., INC.: Hojas especializadas, por ejemplo, para la constitución de formularios de empresa, que tienen patrones de material cohesivo activado por presión, se fabrican […]
PROCEDIMIENTO Y DISPOSITIVO PARA APLICAR COLA SOBRE COMPONENTES DE PIEZAS DE TRABAJO PARA PRODUCIR SACOS Y BOLSAS, del 3 de Octubre de 2011, de WINDMOLLER & HOLSCHER KG: Procedimiento para aplicar cola sobre componentes de piezas de trabajo para producir sacos o bolsas en un dispositivo de colocación de fondos, de […]
 DISPOSITIVO PARA LA COLOCACION DE FONDOS PARA SACOS DE PAPEL, del 9 de Junio de 2009, de WINDMOLLER & HOLSCHER KG: Dispositivo para la colocación de fondos para sacos de papel con fondo cruzado , #- que forma los fondos cruzadas de los sacos de papel, #- llevándose a cabo plegamientos […]
DISPOSITIVO PARA LA COLOCACION DE FONDOS PARA SACOS DE PAPEL, del 9 de Junio de 2009, de WINDMOLLER & HOLSCHER KG: Dispositivo para la colocación de fondos para sacos de papel con fondo cruzado , #- que forma los fondos cruzadas de los sacos de papel, #- llevándose a cabo plegamientos […]