INSTALACIÓN DE BOBINADO PARA SU UTILIZACIÓN EN LAS LÍNEAS DE PRODUCCIÓN DE PELÍCULA PLÁSTICA, EN PARTICULAR PELÍCULAS PLÁSTICAS EXTENSIBLES, Y PROCEDIMIENTO DE BOBINADO DE LOS ROLLOS DE PELÍCULA PLÁSTICA.
Instalación de bobinado para su utilización en líneas de producción de película de plástico que comprende una pluralidad de carretes (11 a 14) unidos a un soporte de carretes estrellado (15) giratorio alrededor de su propio eje,
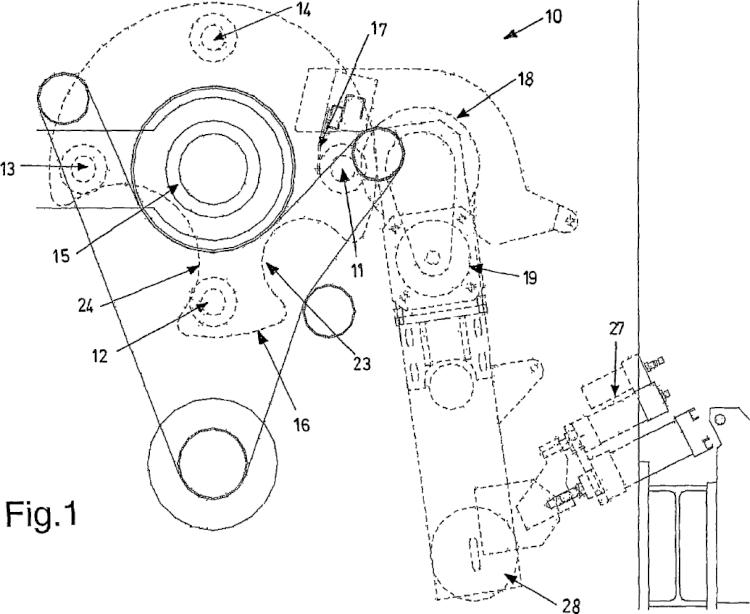
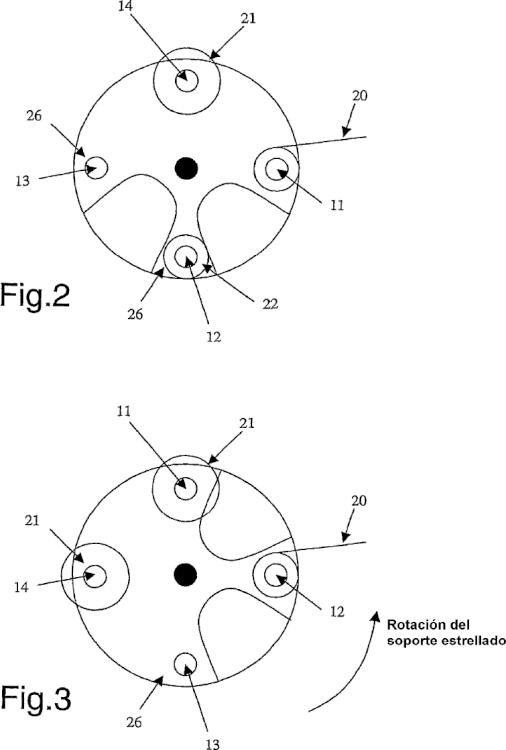
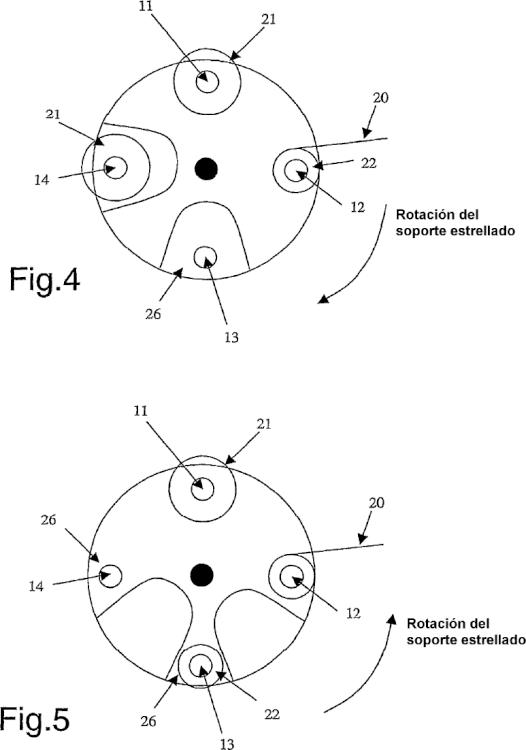
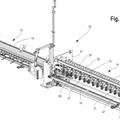
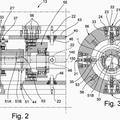
estando dispuestos dichos carretes (11 a 14) alrededor de dicho soporte de carretes estrellado (15) de manera que por lo menos un primer carrete (12) de dicha pluralidad de carretes está situado en una posición de bobinado de funcionamiento de una película (20) para formar un rollo completo (21), comprendiendo cada uno de dichos carretes (11 a 14) un mandril (26) soportado por un cabezal móvil, caracterizada porque dicho cabezal móvil está asociado con un elemento de pestaña (16) que comprende por lo menos una primera y una segunda muescas (23, 24), y porque dicho elemento de pestaña (16) es giratorio alrededor de su propio eje de manera independiente de dicho soporte de carretes estrellado (15) cuando dichos cabezales móviles se liberan de dichos mandriles (26) de manera que se lleve dicha primera muesca (23) a un segundo carrete descargado (13) y dicha segunda muesca (24) a un tercer carrete (14) cargado con un rollo (21) de película (20)
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/IB2007/002811.
Solicitante: COLINES S.P.A..
Nacionalidad solicitante: Italia.
Dirección: VIA PRINA 3 28100 NOVARA ITALIA.
Inventor/es: LOMBARDINI,FRANCESCO.
Fecha de Publicación: .
Fecha Solicitud PCT: 19 de Septiembre de 2007.
Clasificación Internacional de Patentes:
- B65H19/22A4
Clasificación PCT:
- B65H19/22 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65H MANIPULACION DE MATERIALES DELGADOS O FILIFORMES, p. ej. HOJAS, BANDAS, CABLES. › B65H 19/00 Cambio de la bobina. › en los mecanismos de enrollado o en unión con las operaciones de enrollado.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
PDF original: ES-2358617_T3.pdf
Fragmento de la descripción:
La presente invención se refiere a una instalación de bobinado para su utilización en líneas de producción de película de plástico, en particular película de plástico extensible, y a un procedimiento de bobinado de rollos de película de plástico.
La película de plástico extensible, denominada asimismo película elástica, es un producto, ampliamente utilizado en el campo del embalaje, que representa el tipo de embalaje más extendido en Europa y en los Estados Unidos.
Existen muchas aplicaciones de dicho tipo de película que comprenden la mayoría de productos de uso común, tanto industrialmente como en ambientes domésticos.
Las películas de plástico se diferencian por su composición, que permite obtener películas con distintas características que comprenden rigidez, alargamiento, resistencia a la tracción máxima, memoria elástica, resistencia a la perforación, etc.
Pueden estar compuestas por tres o más capas constituidas, por ejemplo, por mezclas de polietileno de baja densidad lineal (LLDPE), polietileno de baja densidad y ultrabaja densidad (LDPE, VLDPE, ULDPE), metaloceno sobre base de polietileno (mLLDPE), etileno vinil acetato en distintos porcentajes (EVA de 9% a 20%), homopolímero, copolímero o terpolímero de polipropileno (homoPP, copoPP, terPP) o materiales biodegradables (materiales Bi).
Existen muchas formulaciones distintas obtenidas por medio de líneas de producción que presentan combinaciones de dos o varias extrusoras con el fin de obtener estratificaciones que pueden satisfacer las exigencias de las aplicaciones para las que están previstas.
Según el tipo y espesor de la película, pueden reconocerse distintos campos de aplicación, comprendiendo el más importante de los mismos fabricantes de productos alimenticios, fabricantes de productos farmacéuticos, fábricas de papel, fabricantes de baldosas y cerámica, distribución en gran escala, agricultura y uso doméstico.
Esta gran variedad de utilizaciones implica una variedad igualmente amplia de tipos de película, tanto con respecto a la composición y grosor, generalmente comprendida entre 12 μm y más de 100 μm, y adicionalmente desde el punto de vista del bobinado, que se presenta bajo distintas formas según cómo debe utilizarse la película posteriormente, es decir, según una utilización posterior manual, en máquinas automáticas, semiautomáticas, etc.
Por ejemplo, en el caso de rollos de película elástica para embalaje industrial, además de las características propias de resistencia mecánica y alargamiento máximo de la película, se utilizan máquinas de embalaje automáticas particulares o “paletizadoras”, en las que se colocan rollos para estirado de un tamaño y un peso bien definidos.
En particular, para este tipo de aplicación, existen rollos de peso total de aproximadamente 12,5 kg que se bobinan en núcleos de enrollado de cartón que presentan un diámetro interior de aproximadamente 76 mm y con una anchura de banda igual a aproximadamente 500 mm.
De la misma manera, los rollos para utilización manual presentan en cambio unos núcleos de enrollado de diámetro interior igual a 50 mm y un peso total de aproximadamente 2,5 kg, resultando así más manipulables.
Una necesidad particular del sector es, por lo tanto, la optimización de la línea de producción de película de plástico para obtener el mejor rendimiento de dichas líneas, automatizándolas tanto como sea posible para reducir la posibilidad de error a un mínimo, acelerando la producción y al mismo tiempo conservando las características de alta flexibilidad. La flexibilidad de las líneas, en particular, supone una importancia creciente si se considera que para reducir a un mínimo los enormes gastos logísticos para el almacenaje, el transporte, etc., siempre se tiende hacia una producción “justo a tiempo”. Una estrategia de producción de este tipo es posible únicamente si las instalaciones pueden ofrecer una flexibilidad suficiente para producir rollos de película que se diferencien en la película o tipo de bobinado, con una pérdida de tiempo mínima en particular durante los procedimientos de cambio de equipo, puesta en marcha, y descarga de las líneas de producción.
Las líneas de producción de película de plástico comprenden instalaciones de extrusión y refrigeración constituidas por un número variable de extrusoras, según las características deseadas para el producto, corriente abajo de las cuales están dispuestas las instalaciones de bobinado que reciben la película extruida y refrigerada y la bobinan en rollos.
La parte de extrusión y refrigeración no presenta unas dificultades particulares en términos de flexibilidad, pero con los altos costes requiere que presenten unos volúmenes de producción muy altos, considerando que los productos finales presentan un valor añadido muy limitado, de manera que para alcanzar unos márgenes de operación suficientes es necesario utilizar los efectos de una producción a gran escala.
Para tal fin, existe la necesidad de producir películas de plástico a velocidades actuales sumamente altas, próximas a 500 m/min si no mayores.
**(Ver fórmula)**
Las instalaciones de bobinado corriente abajo de las instalaciones de extrusión y refrigeración deben presentar, por lo tanto, una suficiente capacidad de bobinado para cubrir las necesidades de la cantidad de película producida en el tiempo.
El bobinado de la película a altas velocidades, por lo tanto, conduce a la presencia física de aire atrapado entre las vueltas, que de hecho dificulta la posterior utilización de la propia película, representando en cualquier caso un desperdicio de espacio en el transporte.
De hecho, el valor añadido muy reducido de tales procedimientos asegura que el coste de transporte tenga un considerable efecto en los costes de producción, de este modo también por esta razón, además de las razones prácticas de disponibilidad de película, se requieren rollos “duros” y compactos, es decir, sin aire interpuesto entre las vueltas. En particular, en el caso de una película elástica, la propia naturaleza de la película (muy adherente) obliga al bobinado de contacto, es decir, con la “compresión” del rollo contra un cilindro motorizado que favorece la expulsión del aire recogido inevitablemente por la propia película en su movimiento de enrollado alrededor del mandril.
Para aumentar la capacidad de bobinado, se descubrió por lo tanto que era más sencillo el bobinado de rollos denominados “jumbo”, presentando dichos rollos una banda igual a 500 mm pero un diámetro exterior de hasta 500 mm y superior, que aunque se bobinen a una velocidad reducida que favorezca la evacuación lateral del aire, que está presente si no en las vueltas, mantiene la capacidad de bobinado alta debido a sus grandes medidas de diámetro.
La necesidad de tener producciones a alta velocidad, impondría, entonces, en el caso de producción lineal de rollos de pequeño diámetro (es decir, medida reducida) para utilización manual, cambios muy frecuentes (descarga del rollo terminado y carga de un nuevo núcleo de enrollado), en el orden de unos pocos segundos, lo cual siempre ha representado el límite máximo para la velocidad de producción de la totalidad de la línea. En el documento EP 1 580 155 A2 se da a conocer una instalación de bobinado considerada como la técnica más próxima.
El objetivo general de la presente invención consiste en resolver los inconvenientes anteriormente mencionados de la técnica anterior de una manera sencilla, económica y particularmente funcional.
Otro objetivo consiste en proyectar una instalación de bobinado para su utilización en líneas de producción de película de plástico que pueda asegurar una alta velocidad de producción, reduciendo además los tiempos necesarios para las etapas de cambio definidas anteriormente. No es un objetivo menor el de idear un procedimiento de bobinado de película de plástico en el que las etapas de descarga de un rollo terminado y carga de un nuevo núcleo de enrollado se produzcan en tiempos reducidos.
A la vista de los objetivos anteriormente mencionados, según la presente invención, ha sido difícil realizar una instalación de bobinado para su utilización en líneas de producción de película de plástico y un correspondiente procedimiento de bobinado que presenten el conjunto de características expuestas... [Seguir leyendo]
Reivindicaciones:
1. Instalación de bobinado para su utilización en líneas de producción de película de plástico que comprende una pluralidad de carretes (11 a 14) unidos a un soporte de carretes estrellado (15) giratorio alrededor de su propio eje, estando dispuestos dichos carretes (11 a 14) alrededor de dicho soporte de carretes estrellado (15) de manera que por lo menos un primer carrete (12) de dicha pluralidad de carretes está situado en una posición de bobinado de funcionamiento de una película (20) para formar un rollo completo (21), comprendiendo cada uno de dichos carretes (11 a 14) un mandril (26) soportado por un cabezal móvil, caracterizada porque dicho cabezal móvil está asociado con un elemento de pestaña (16) que comprende por lo menos una primera y una segunda muescas (23, 24), y porque dicho elemento de pestaña (16) es giratorio alrededor de su propio eje de manera independiente de dicho soporte de carretes estrellado (15) cuando dichos cabezales móviles se liberan de dichos mandriles (26) de manera que se lleve dicha primera muesca (23) a un segundo carrete descargado (13) y dicha segunda muesca (24) a un tercer carrete (14) cargado con un rollo (21) de película (20).
2. Instalación de bobinado para su utilización en líneas de producción de película de plástico según la reivindicación 1, caracterizada porque dicha primera muesca (23) está conformada en sector circular y presenta un tamaño sustancialmente similar al tamaño de sección de un mandril (26).
3. Instalación de bobinado para su utilización en líneas de producción de película de plástico según la reivindicación 1 ó 2, caracterizada porque dicha segunda muesca (23) está conformada en sector circular y presenta un tamaño sustancialmente similar al tamaño de sección de un rollo completo (21).
4. Instalación de bobinado para su utilización en líneas de producción de película de plástico según cualquiera de las reivindicaciones anteriores, caracterizada porque comprende un elemento de cuchilla (17) para el corte de dicha película (20) que sigue a la terminación de dicho rollo (21).
5. Instalación de bobinado para su utilización en líneas de producción de película de plástico según cualquiera de las reivindicaciones anteriores, caracterizada porque comprende un dispositivo de arrastre y presión que comprende por lo menos un cilindro (18) dispuesto en contacto con dicho primer carrete (12) en posición de bobinado de funcionamiento, siendo dicho dispositivo de arrastre y presión giratorio alrededor de un eje de torsión
(28) y estando controlado bajo presión mediante los cilindros (27).
6. Instalación de bobinado para su utilización en líneas de producción de película de plástico según cualquiera de las reivindicaciones anteriores, caracterizada porque comprende por lo menos un dispositivo de rodadura adaptado para seguir la rotación de dicho rollo terminado (21) que se separa de dicha posición de bobinado, comprendiendo dicho dispositivo de rodadura por lo menos un rodillo de una sola pieza con dicha instalación de bobinado (10).
7. Procedimiento para accionar una instalación de bobinado para su utilización en líneas de producción de película de plástico según cualquiera de las reivindicaciones anteriores, que comprende las etapas que consisten en:
a) llevar un primer carrete (12) cargado con un núcleo (22) a la posición de bobinado y bobinar dicha película (20) alrededor de dicho núcleo (22) a una velocidad de bobinado;
b) liberar dichos cabezales móviles de dichos mandriles (26);
c) hacer girar dicho elemento de pestaña (16) para llevar dicha primera muesca (23) a un segundo carrete descargado (13) y dicha segunda muesca (24) a un tercer carrete (14) cargado con un rollo terminado (21) de película (20);
d) descargar dicho rollo terminado (21) de dicho tercer carrete (14) y cargar simultáneamente un nuevo núcleo (22) en dicho segundo carrete (13);
e) hacer girar dicho elemento de pestaña (16) para hacer que dichos cabezales móviles se acoplen con dichos mandriles (26).
8. Procedimiento para accionar una instalación de bobinado según la reivindicación 7, caracterizado porque durante las etapas b) – d), dicho primer carrete (12) se mantiene bobinado mediante un dispositivo de fijación rápida.
9. Procedimiento para accionar una instalación de bobinado según la reivindicación 7 u 8, caracterizado porque comprende además las etapas que consisten en:
f) poner en funcionamiento dicho segundo carrete (13) cargado con dicho núcleo (22) a una velocidad periférica que es superior a dicha velocidad de bobinado;
g) cargar previamente dicho segundo carrete (13) por medio de una descarga electrostática.
Patentes similares o relacionadas:
Aparato de plegado y método correspondiente, del 15 de Abril de 2020, de I.M.A. INDUSTRIA MACCHINE AUTOMATICHE S.P.A.: Aparato de plegado para hojas , que comprende al menos una unidad de acondicionamiento adecuada para preparar la hoja que se desea plegar, al menos un medio […]
Grupo de encolado para una máquina rebobinadora para aplicar cola a un borde de extremo de un tronco, máquina rebobinadora que soporta dicho grupo y método de encolado relacionado, del 8 de Abril de 2020, de GAMBINI S.p.A: Grupo de encolado para una máquina rebobinadora para aplicar cola a un borde de extremo de un tronco, que comprende un rodillo de suministro soportado de manera […]
Método para distribuir cola sobre núcleos tubulares de cartón en máquinas rebobinadoras, del 11 de Marzo de 2020, de FUTURA S.P.A: Método para aplicar cola en núcleos tubulares para la producción de troncos de material de papel que comprende la etapa de suministrar en secuencia […]
 Método para producir rollos de papel bobinado usando un mandril de bobinado flexible con segmentos de núcleo, del 25 de Diciembre de 2019, de PAPER CONVERTING MACHINE COMPANY ITALIA S.P.A.: Método para la producción de rollos (90, 90') de material de lámina con segmentos (16') de núcleo sobre un mandril flexible en una […]
Método para producir rollos de papel bobinado usando un mandril de bobinado flexible con segmentos de núcleo, del 25 de Diciembre de 2019, de PAPER CONVERTING MACHINE COMPANY ITALIA S.P.A.: Método para la producción de rollos (90, 90') de material de lámina con segmentos (16') de núcleo sobre un mandril flexible en una […]
Dispositivo para cerrar el extremo de la cola de un rodillo de material en banda y procedimiento, del 4 de Septiembre de 2019, de Mtorres Tissue S.r.l: Un dispositivo para cerrar el extremo posterior de un rodillo de material en banda que comprende: - una ruta de alimentación (P) de los rodillos (R) […]
Rollo sin núcleo y método de fabricación, del 21 de Agosto de 2019, de Essity Operations France: Rollo sin núcleo de productos de lámina absorbente hecho de una banda enrollada en espiral de sustrato absorbente que comprende al menos […]
Grupo de motorización de carretes en una máquina para bobinar película plástica, del 10 de Julio de 2019, de COLINES S.P.A.: Una máquina para bobinar película plástica sobre bobinas que comprende un grupo de motorización de carretes, en la que unos husillos están posicionados […]
 Dispositivo para rebobinar y formar un rollo de papel y método relacionado, del 26 de Junio de 2019, de GAMBINI S.p.A: Dispositivo para rebobinar y formar un rollo de papel en una máquina rebobinadora que comprende tres rodillos con ejes paralelos entre […]
Dispositivo para rebobinar y formar un rollo de papel y método relacionado, del 26 de Junio de 2019, de GAMBINI S.p.A: Dispositivo para rebobinar y formar un rollo de papel en una máquina rebobinadora que comprende tres rodillos con ejes paralelos entre […]