FRESADORA PARA RESTAURAR ELECTRODOS DE SOLDADURA POR RESISTENCIA.
Una fresadora (10) para restaurar electrodos de soldadura por resistencia,
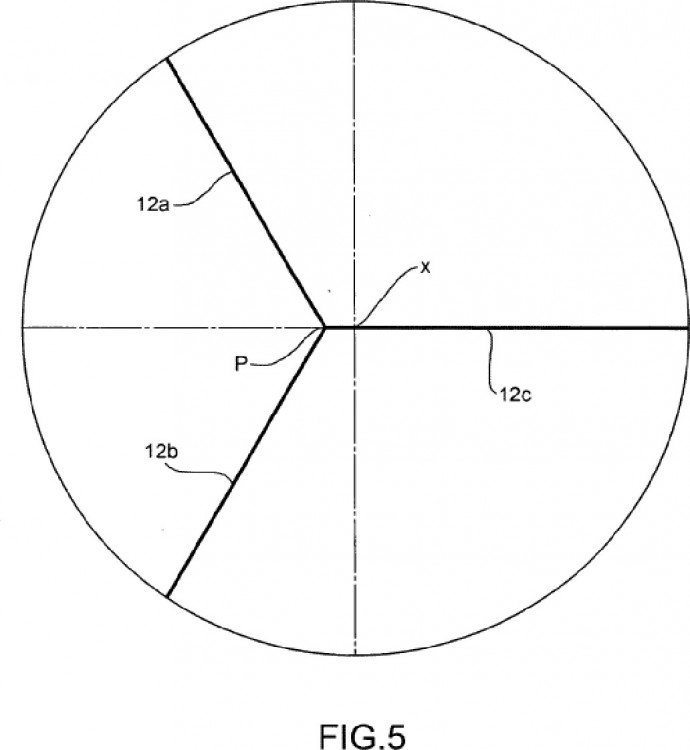
que comprende una pluralidad de cuchillas (11) que tiene unos respectivos bordes de corte (12a, 12b, 12c) y unas respectivas caras posteriores (14), donde los bordes de corte se extienden hacia fuera en direcciones sustancialmente radiales desde un punto en la proximidad de un eje central longitudinal (x) de la fresadora, de manera que crean, durante la rotación de la fresadora alrededor del eje, al menos un superficie cóncava o rebaje (13) para recibir un extremo de un electrodo (E), caracterizada porque la cara posterior (14) de cada cuchilla (11) tiene un perfil cóncavo en un plano de sección perpendicular a la dirección en la cual se extiende el respectivo borde de corte (12a, 12b, 12c), porque los bordes de corte (12a, 12b, 12c) convergen en un punto (P) que es excéntrico con respecto al eje central (x), y porque un borde de corte (12c) se extiende más allá del eje central (x), formando una intersección con dicho eje (x)
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/IB2008/052587.
Solicitante: SINTERLEGHE S.R.L.
Nacionalidad solicitante: Italia.
Dirección: VIA CENISCHIA 33 10139 TORINO ITALIA.
Inventor/es: TEDESCHI,Eugenio, GRILLI,Anselmo.
Fecha de Publicación: .
Fecha Solicitud PCT: 27 de Junio de 2008.
Clasificación Internacional de Patentes:
- B23B5/16D
- B23K11/30F
Clasificación PCT:
- B23B5/16 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23B TORNEADO; TALADRADO (usando un electrodo en lugar de una herramienta B23H, p.ej. haciendo agujeros B23H 9/14; trabajando con un haz de laser B23K 26/00; dispositivos para copiar o controlar B23Q). › B23B 5/00 Máquinas o dispositivos para tornear especialmente concebidos para realizar un trabajo particular; Accesorios correspondientes especialmente concebidos con este fin. › para biselar, achaflanar, o desbarbar las extremidades de barras o tubos.
- B23C3/00 B23 […] › B23C FRESADO (brochado B23D; para la fabricación de engranajes B23F; dispositivos para copiar o controlar B23Q). › Fresado de piezas especiales; Operaciones de fresado especiales; Máquinas correspondientes (fresado de dientes de engranaje B23F; fresado de fileteados B23G 1/32).
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
PDF original: ES-2356709_T3.pdf
Fragmento de la descripción:
La presente invención está relacionada con una fresadora para restaurar electrodos de soldadura por resistencia, de acuerdo con el preámbulo de la reivindicación 1. Se conoce un ejemplo de tal fresadora, por ejemplo, a partir del documento US2005/0238445 A1.
Es sabido que, en plantas de soldadura por puntos, los electrodos del cañón de soldadura se desgastan, quedan 5 contaminados y se deforman con el uso; frecuentemente han de restablecerse la forma correcta y un estado limpio de los electrodos, por tanto, mediante medios de restauración con fresadoras. La restauración de los electrodos ha mejorado el rendimiento de las plantas de producción, ya que se ha alargado la vida de los electrodos; se han regularizado y mejorado la forma geométrica y la calidad de la soldadura por puntos obtenidas.
Como es sabido, particularmente en el campo de la fabricación de automóviles, las soldaduras de puntos por 10 resistencias son realizadas por cañones de soldadura que están montados sobre brazos robotizados. Cada cañón tiene dos electrodos opuestos de forma externa generalmente convexa y cilíndrica. Los electrodos se desgastan y se deforman con el uso. Típicamente, se forma un cráter en la cara frontal o “lente” del electrodo, dando como resultado la formación de una bolsa de aire que reduce la conductividad eléctrica e impide el correcto contacto geométrico entre el electrodo y la lámina metálica a soldar. Las soldaduras que se realizan con un electrodo en estas condiciones son de 15 calidad pobre, tienen una huella anular o asimétrica y son débiles. En otros casos, el extremo del electrodo adopta una forma de seta debido a los depósitos de zinc y a la deformación. Cuando un electrodo así deformado se desplaza alejándose de la lámina metálica que acaba de ser soldada, deja una huella cuyo borde comporta signos visibles e indeseables de “rasgaduras”. Más aún, el agrandamiento del extremo libre del electrodo conduce a una reducción de la densidad de corriente y de la presión ejercida por el cañón de soldadura. Un aumento del diámetro de 6 a 7 mm se 20 corresponde con un 36% de aumento de la superficie de contacto (desde 26 a 38 mm2). Esto significa que, en algunos casos, una corriente dada que se suministra al cañón de soldadura, no permitirá la fusión correcta de la lámina metálica, debido al agrandamiento de la superficie de contacto y a la consecuente reducción de la densidad de corriente.
Una pobre calidad del material del electrodo conduce inevitablemente a soldaduras de calidad inadecuada. Los electrodos son por tanto restaurados periódicamente para restablecer su forma correcta; cuando se desgastan, han de 25 ser sustituidos. Para restaurar los electrodos, el robot de soldadura lleva periódicamente su cañón hacia la proximidad de un cabezal de restauración que está provisto de su propio motor eléctrico o neumático que pone en rotación a una fresadora bicóncava e introduce los electrodos en los rebajes opuestos.
Por la patente de Estados Unidos núm. 4.762.446, se conoce una fresadora bicóncava para los electrodos de soldadura por resistencias que comprende una pluralidad de cuchillas que se proyectan radialmente hacia fuera desde 30 un eje longitudinal central de la fresadora. Las cuchillas tienen bordes de corte que están espaciados angularmente a intervalos regulares alrededor del eje con caras posteriores planas, y cooperan, durante la rotación alrededor del eje antes mencionado, de manera que definen dos rebajes abovedados opuestos, cada uno de los cuales es adecuado para recibir el extremo de un respectivo electrodo de un cañón de soldadura.
Las fresadoras del tipo antes mencionado tienen una desventaja debido al hecho de que tienden a eliminar 35 cantidades variables de material del electrodo, de acuerdo con la dureza del electrodo y la presión con la que el cañón de soldadura presiona los electrodos en la fresadora. Cuando el electrodo es bastante blando, se elimina demasiado cobre del electrodo. La presión transmitida por el cañón de soldadura hace que los bordes de la fresadora penetren demasiado lejos en el electrodo y, en algunos casos, la fresadora se atasca.
El objeto de la invención es proporcionar una fresadora que supere las desventajas descritas anteriormente y 40 asegure una penetración controlada de los bordes de corte, que sea constante con el tiempo e independiente de la presión del cañón de soldadura y de las características metalográficas de los electrodos. También es deseable proporcionar una fresadora universal, es decir, una fresadora que pueda ser utilizada en electrodos de cualquier forma tanto para los cañones de soldadura a mano como para los cañones robotizados, y que pueda realizar una restauración completa o solamente lateral del electrodo, de acuerdo con las necesidades del usuario. Otro objeto es producir siempre 45 una superficie convexa de la “lente” del electrodo, para asegurar la máxima presión sobre la lámina metálica sobre el eje central de la “lente”, donde ha de comenzar el proceso de fusión.
Estos y otros objetos y ventajas que se explicarán con más detalle a continuación, se consiguen de acuerdo con la presente invención por medio de una fresadora que tiene las características definidas en las reivindicaciones.
Las características y ventajas de la invención quedarán claras a partir de la siguiente descripción detallada de 50 algunos modos de realización preferidos, pero no limitativos, de la misma; se hace referencia a los dibujos anexos, en los cuales:
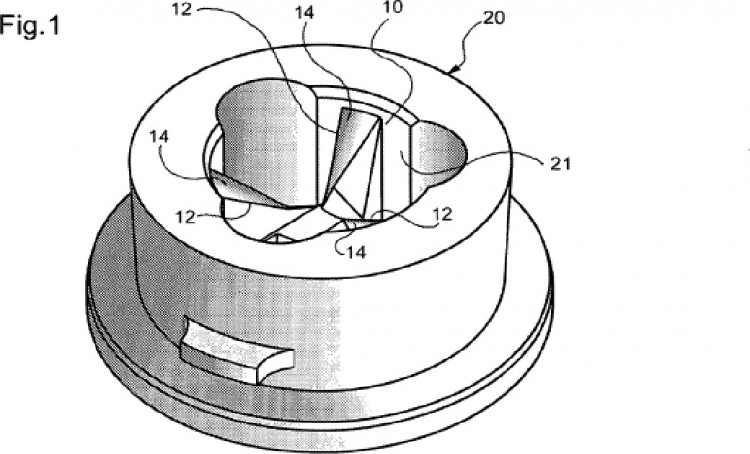
- La figura 1 es una vista en perspectiva de un ejemplo de fresadora montada en un portaherramientas,
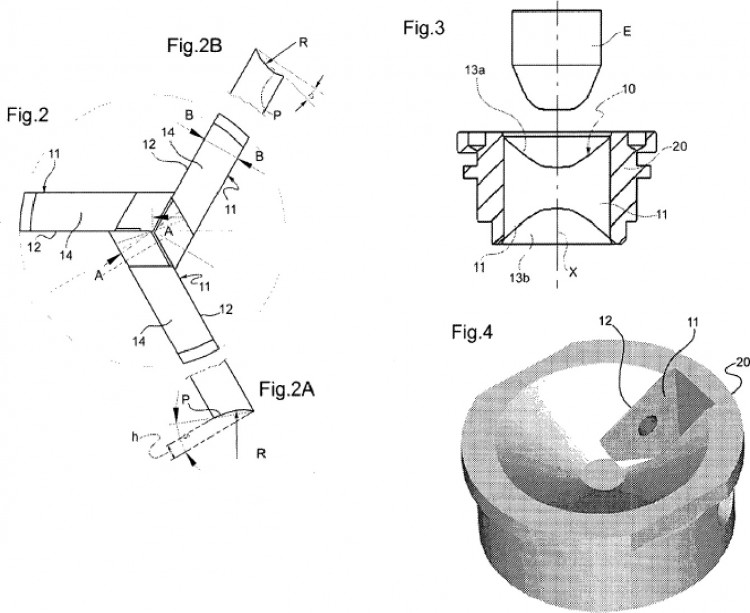
- La figura 2 es una vista esquemática que muestra la fresadora de la figura 1 desde arriba,
- Las figuras 2A y 2B son secciones tomadas sobre las líneas A-A y B-B de la figura 2, 55
- La figura 3 es una sección axial a través de la fresadora de la figura 1 y un electrodo,
- La figura 4 es una vista en perspectiva de otro ejemplo de fresadora, y
- La figura 5 es una vista esquemática en planta de la configuración de los bordes de corte de la fresadora, de acuerdo con la invención.
Con referencia inicialmente a las figuras 1 - 3, una fresadora, indicada en general con la referencia 10, está fijada 5 a un portaherramientas 20 que, en este ejemplo, tiene forma de casquillo con una superficie interior cilíndrica 21.
La fresadora 10 comprende una pluralidad de cuchillas 11; en el modo de realización preferido, hay tres cuchillas 11 que se proyectan radialmente hacia fuera desde un eje central longitudinal x de la fresadora. Las cuchillas tienen bordes 12 de corte que están espaciados angularmente a intervalos regulares alrededor del eje x y cooperan, durante la rotación de la fresadora alrededor del eje x, de manera de definen dos rebajes opuestos 13a, 13b, cada uno de ellos 10 adecuado para recibir el extremo de un respectivo electrodo E a restaurar. Solamente se muestra un electrodo en la figura 3.
Las fresadoras ilustradas en los dibujos adjuntos están dispuestas para operar sobre dos electrodos simultáneamente y tienen una estructura simétrica. La siguiente descripción será ofrecida por tanto casi exclusivamente con referencia a una de las dos partes simétricas de la estructura, bajo la comprensión de que la parte que no está 15 descrita debe considerarse idéntica o sustancialmente idéntica a la descrita. La selección para producir una fresadora bicóncava que pueda operar sobre electrodos simultáneamente, así como el uso de una estructura simétrica, constituyen elecciones que son preferidas en algunas situaciones de uso, pero no son ciertamente esenciales para los fines de implementación de la invención. En particular, la fresadora puede ser construida en forma de fresadora que pueda operar solamente con un electrodo o con una estructura diferente a la estructura simétrica. 20
De acuerdo con la invención, las cuchillas tienen caras posteriores 14 con perfiles cóncavos, como se ilustra esquemáticamente en las secciones de las figuras 2A y 2B, que están tomadas en planos de sección paralelos al eje x y perpendiculares a los respectivos bordes de corte. El radio R de curvatura que determina el grado de concavidad de las caras posteriores 14 se selecciona de forma tal que el relieve axial δ disminuye progresivamente con la distancia desde el borde de corte. La parte P de la cara posterior 14 que es denominada en esta memoria como parte trasera, con 25 referencia a la dirección del movimiento de la cuchilla... [Seguir leyendo]
Reivindicaciones:
1. Una fresadora (10) para restaurar electrodos de soldadura por resistencia, que comprende una pluralidad de cuchillas (11) que tiene unos respectivos bordes de corte (12a, 12b, 12c) y unas respectivas caras posteriores (14), donde los bordes de corte se extienden hacia fuera en direcciones sustancialmente radiales desde un punto en la proximidad de un eje central longitudinal (x) de la fresadora, de manera que crean, durante la rotación de la 5 fresadora alrededor del eje, al menos un superficie cóncava o rebaje (13) para recibir un extremo de un electrodo (E), caracterizada porque la cara posterior (14) de cada cuchilla (11) tiene un perfil cóncavo en un plano de sección perpendicular a la dirección en la cual se extiende el respectivo borde de corte (12a, 12b, 12c), porque los bordes de corte (12a, 12b, 12c) convergen en un punto (P) que es excéntrico con respecto al eje central (x), y porque un borde de corte (12c) se extiende más allá del eje central (x), formando una intersección con dicho eje (x). 10
2. Una fresadora según la reivindicación 1, que comprende una pluralidad de cuchillas (11) que tienen unos respectivos bordes de corte (12) que están espaciados angularmente alrededor del eje y que cooperan, durante la rotación alrededor del eje, de manera que definen dos rebajes abovedados opuestos (13a, 13b), cada uno de ellos adecuado par recibir el extremo de un respectivo electrodo (E) de un cañón de soldadura, caracterizada porque cada cuchilla (11) tiene una respectiva cara posterior (14) que tiene un perfil cóncavo en un plano de sección perpendicular al 15 respectivo borde (12) de corte.
3. Una fresadora según cualquiera de las reivindicaciones precedentes, caracterizada porque la concavidad de cada cara posterior (14) se selecciona de forma que el relieve axial (δ) disminuye progresivamente con la distancia desde el borde (12) de corte.
4. Una fresadora según cualquiera de las reivindicaciones precedentes, caracterizada porque la cara 20 posterior (14) tiene una parte trasera (P) que está orientada de manera tal que constituye una superficie de apoyo adecuada para actuar contra la superficie del electrodo, para limitar la penetración del borde (12) de corte en el electrodo.
5. Una fresadora, según la reivindicación 1, caracterizada porque las cuchillas (11) están formadas integradamente a partir de una sola pieza de metal duro. 25
6. Una fresadora, según la reivindicación 5, caracterizada porque está fijada en una superficie (21) sustancialmente cilíndrica de un portaherramientas (20) mediante soldadura por bronce, o por interferencia mecánica en caliente o fijación mecánica.
Patentes similares o relacionadas:
Cabezal de corte de desbarbado, del 10 de Octubre de 2019, de CHAMP-Air Refrigeration Hardware Co., Ltd: 1. Un cabezal de corte de desbarbado montado con un cabezal de herramienta de una herramienta aerodinámica/electrodinámica , […]
 Herramienta para desbarbar y calibrar tubos y componentes tubulares, del 26 de Junio de 2019, de Ingotools S.R.L: Una herramienta para desbarbar y calibrar tubos (T) y componentes tubulares que se extienden predominantemente longitudinalmente a […]
Herramienta para desbarbar y calibrar tubos y componentes tubulares, del 26 de Junio de 2019, de Ingotools S.R.L: Una herramienta para desbarbar y calibrar tubos (T) y componentes tubulares que se extienden predominantemente longitudinalmente a […]
Rebarbador de tubos, en particular para tubos de sistemas de montaje a presión, así como dispositivo de rebarbado con dicho rebarbador de tubos, del 24 de Abril de 2019, de REMS GmbH & Co KG: Rebarbador de tubos, en particular para tubos de sistemas de montaje a presión, con una carcasa , que a lo largo de al menos una parte de su longitud tiene […]
Dispositivo de pelado, del 13 de Diciembre de 2018, de AQUATHERM BESITZGESELLSCHAFT MBH & CO. KG: Dispositivo para la ablación al menos parcial de la superficie circunferencial exterior de un cuerpo cilíndrico, particularmente de un tubo constituido de plástico […]
Método para recubrir un elemento base para un componente de aparato doméstico, y componente de aparato doméstico, del 21 de Junio de 2018, de BSH ELECTRODOMESTICOS ESPAÑA S.A.: La invención hace referencia a un método para recubrir un elemento base para un componente de aparato doméstico. El método comprende al menos los […]
Mejoras en cortatubos con calibrador y escariador/biselador de los bordes del tubo cortado, del 23 de Mayo de 2018, de ROTHENBERGER S.A.: Mejoras en cortatubos con calibrador y escariador/biselador de los bordes del tubo cortado, estructurado el cortatubos según la patente principal y caracterizadas […]
MÁQUINA PORTÁTIL PARA EL CILINDRADO PERIFÉRICO DE UNA TUBERÍA, del 9 de Mayo de 2018, de PATIÑO ALVAREZ, Jose: Máquina portátil para el cilindrado periférico de una tubería, que es un dispositivo portátil en el que uno de sus extremos dispone de un elemento expansivo […]
Cortatubos con calibrador y escariador/biselador de los bordes del tubo cortado, del 11 de Septiembre de 2017, de ROTHENBERGER S.A.: Cortatubos con calibrador y escariador/biselador de los bordes del tubo cortado. En el cuerpo del cortatubos se conforma, al menos, […]